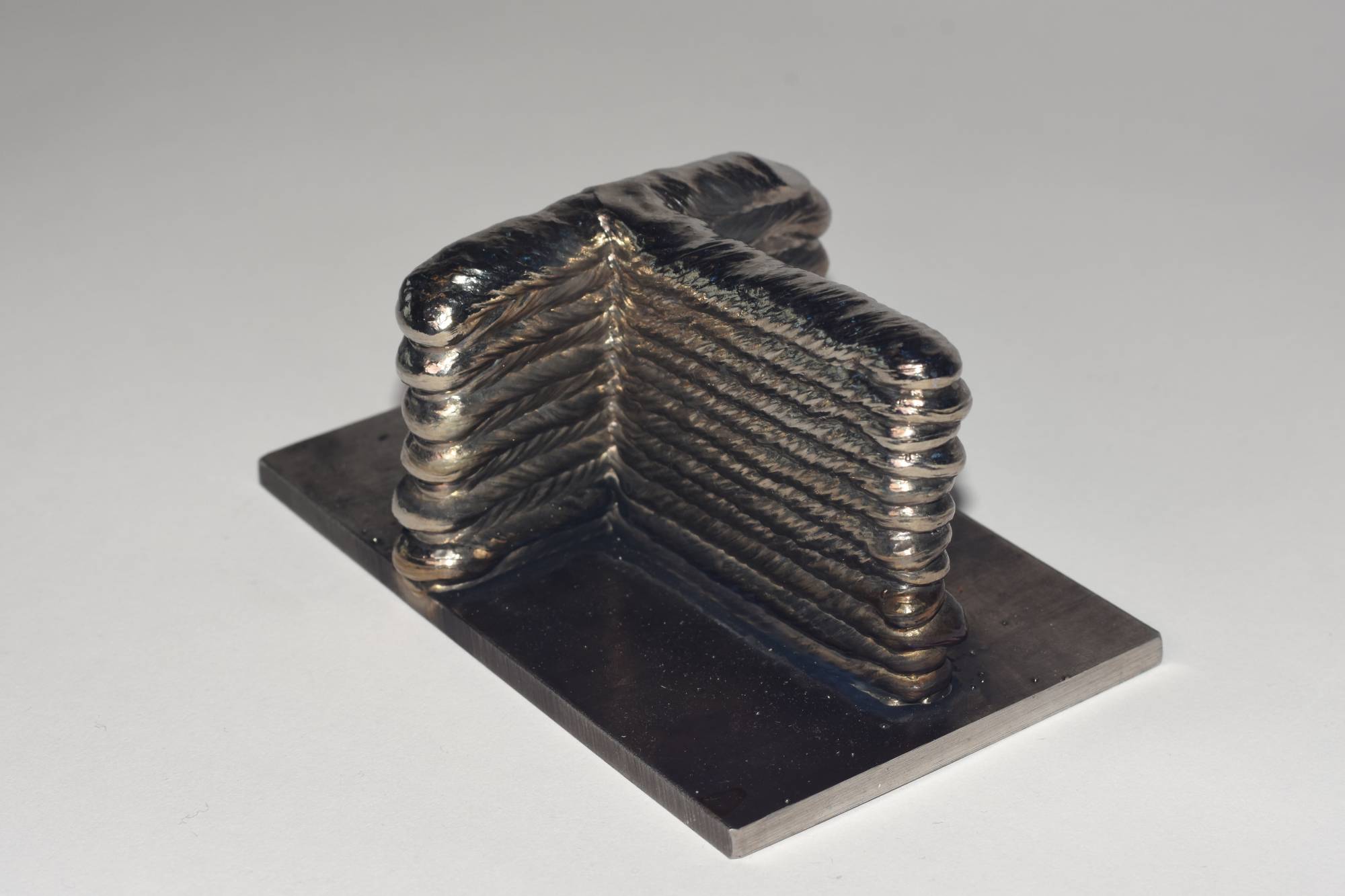
Fronius CMT: Wirtschaftlicher 3D-Druck für Metall
Wire Arc Additive Manufacturing (WAAM) stößt in der Industrie auf großes Interesse. Die Fertigung mittels lichtbogenbasiertem Lagenaufbau ermöglicht eine große Flexibilität in der Bauteilgeometrie. Insbesondere für den Prototypenbau und für Kleinserien ist WAAM wirtschaftlicher als andere additive Prozesse für Metall. Entscheidend für die Qualität der gefertigten Bauteile ist der Schweißprozess: Cold Metal Transfer von Fronius bietet hierfür die besten Voraussetzungen.
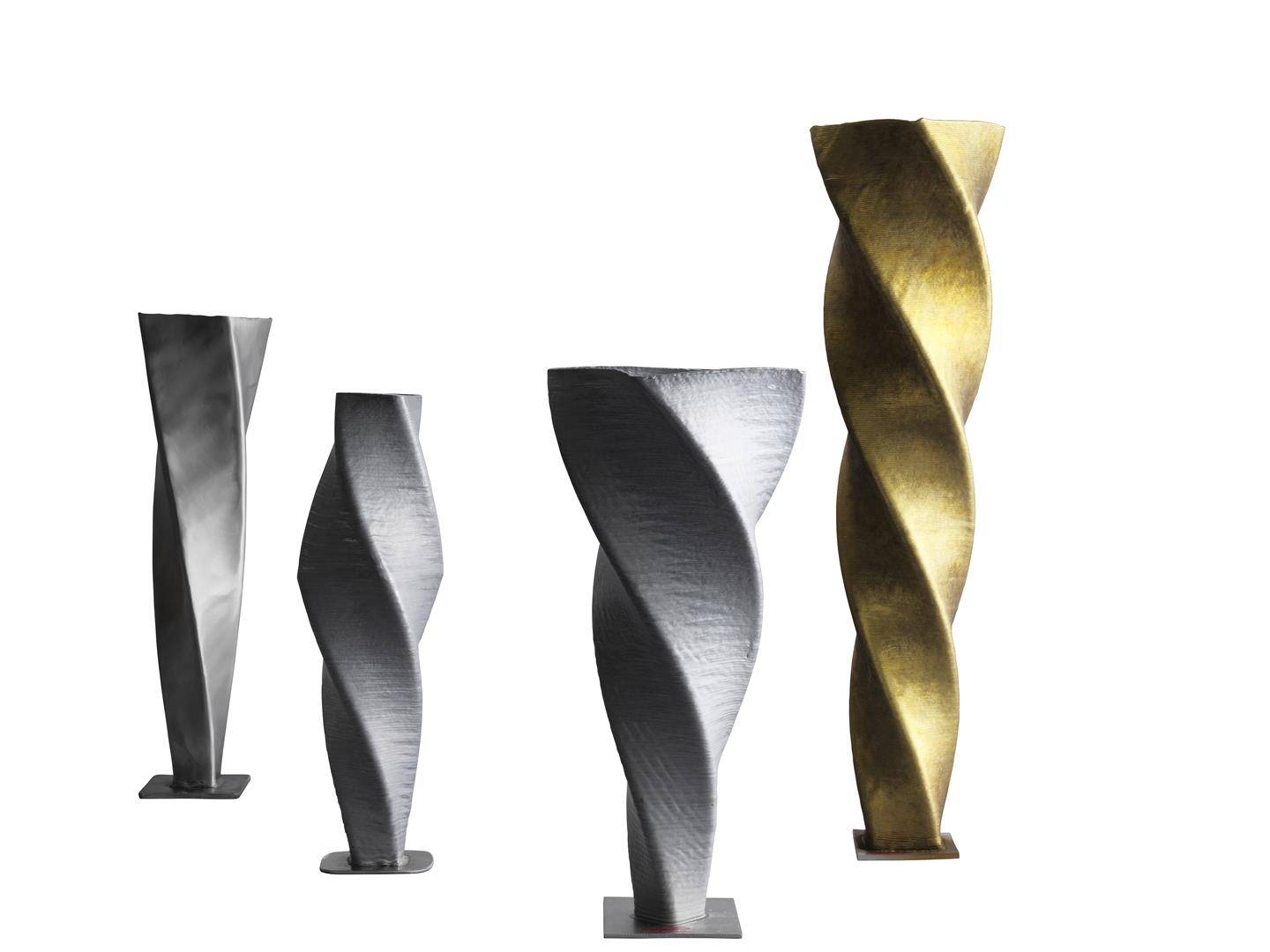
Für WAAM können verschiedene Zusatzwerkstoffe verwendet werden wie etwa Stahl, Aluminium, Chrom-Nickel-Stahl oder Bronze.
Additive Fertigungsverfahren generieren Bauteile durch das schichtweise Ablagern von Material. Das bekannteste Beispiel ist der 3D-Druck. Auch WAAM, das auf dem Lichtbogenschweißen basiert, baut mit Hilfe einer abschmelzenden Drahtelektrode Metallteile Schicht für Schicht auf. Solche generativen Verfahren sind besonders dann vorteilhaft, wenn komplexe Bauteilgeometrien hergestellt werden müssen. Dem Design sind quasi keine Grenzen gesetzt. Außerdem können Teile in sehr kurzer Zeit wirtschaftlich gefertigt werden – vor allem für den Prototypenbau und Kleinstserien eine interessante Option. Die Bearbeitungszeit, der Werkzeugverschleiß sowie der Materialverlust beim Zerspanen – insbesondere beim herkömmlichen Herausfräsen des Werkstücks aus einem Block – bedeuten einen erheblichen Mehraufwand.
Bei Wire Arc Additive Manufacturing werden Bauteile – hier aus Titan – Schicht für Schicht aufgeschweißt und anschließend zerspanend nachbearbeitet.
Was ist WAAM?
Es gibt verschiedene generative Fertigungsverfahren für Metall. Grundlegend unterschieden wird zwischen pulverbasierten und drahtbasierten Prozessen. Beim Pulververfahren wird Metallpulver aufgeschmolzen. Die gängigste Variante, das Pulverbettverfahren, zeichnet sich durch hohe Präzision aus, ist aber langsam in der Produktion. Drahtbasierte Prozesse hingegen schmelzen einen Zusatzwerkstoff in Form von Draht ab und bauen so das Bauteil auf. Hierfür werden Laser, Elektronenstrahl oder Lichtbogen verwendet. Diese Verfahren weisen hohe Abschmelzleistungen auf und tragen so zu kurzen Fertigungszeiten bei.
Wire Arc Additive Manufacturing gehört zu den drahtbasierten Verfahren und nutzt den Metall-Schutzgas-Schweißprozess (MSG). WAAM zeichnet sich durch vielfältige Vorteile aus: Es erzielt hohe Abschmelzleistungen – bisher bei Stahlwerkstoffen bis zu vier Kilogramm in der Stunde. Mehrdrahtlösungen könnten in Zukunft noch höhere Abschmelzraten möglich machen. Auch die Anlagen- und Materialkosten sind wichtige Kriterien: WAAM setzt lediglich ein geeignetes Schweißsystem voraus. Teure Spezial-Anlagen wie etwa Vakuumkammern, die beim schnelleren Elektronenstrahl-Verfahren zum Einsatz kommen, fallen weg.
Im Vergleich zu pulverbasierten Verfahren punktet WAAM außerdem mit der einfachen Verfügbarkeit unterschiedlicher bereits zertifizierter Drähte. Bei Pulvern ist die Materialauswahl noch gering, da entsprechende Zertifizierungen und die Erstellung von Datenblättern oft Jahre dauern und die Nutzung von Metallpulver noch relativ neu ist.
Kalter Schweißprozess für stabilen Lagenaufbau
Für die Bauteilfertigung mit WAAM sind die Stabilität des verwendeten Schweißprozesses und die Wärmeableitung entscheidend. Der Schweißprozess muss so energiearm, also so kalt wie möglich sein, damit die unteren Schichten nicht erneut aufschmelzen. Außerdem muss die geschweißte Lage durchgängig, spritzerfrei und gleichmäßig sein. Käme es zu einem Fehler, würde sich dieser in den Lagen darüber fortsetzen.
Der MSG-Prozess CMT von Fronius sowie dessen Prozessregelvarianten erfüllen diese Ansprüche. Sie zeichnen sich durch einen stabilen Lichtbogen und einen kontrollierten Kurzschluss mit langen Kurzschlusszeiten aus. Dadurch ist der Wärmeeintrag geringer und der Werkstoffübergang ist annähernd spritzerfrei. Das hilft, Fehler zu vermeiden.
Zwei Prozessregelvarianten von CMT eignen sich besonders gut. Dies ist zum einen die für WAAM optimierte Prozess-Charakteristik CMT additive. Sie erzielt gute Abschmelzleistungen und bringt noch weniger Wärme ins Bauteil ein. Die Variante CMT Cycle Step reduziert die Lichtbogenleistung nochmals durch gezieltes Abschalten in der Prozessphase. Der besonders kalte Prozess benötigt jedoch mehr Zeit für den Lagenaufbau, da die Abschmelzrate geringer ist.

Dünne Lüfterräder für die Elektroindustrie aus Nickelbasis-Legierungen zu fräsen, ist teuer und die Herstellung mittels Gießverfahren kaum möglich – WAAM bietet eine wirtschaftliche Alternative.

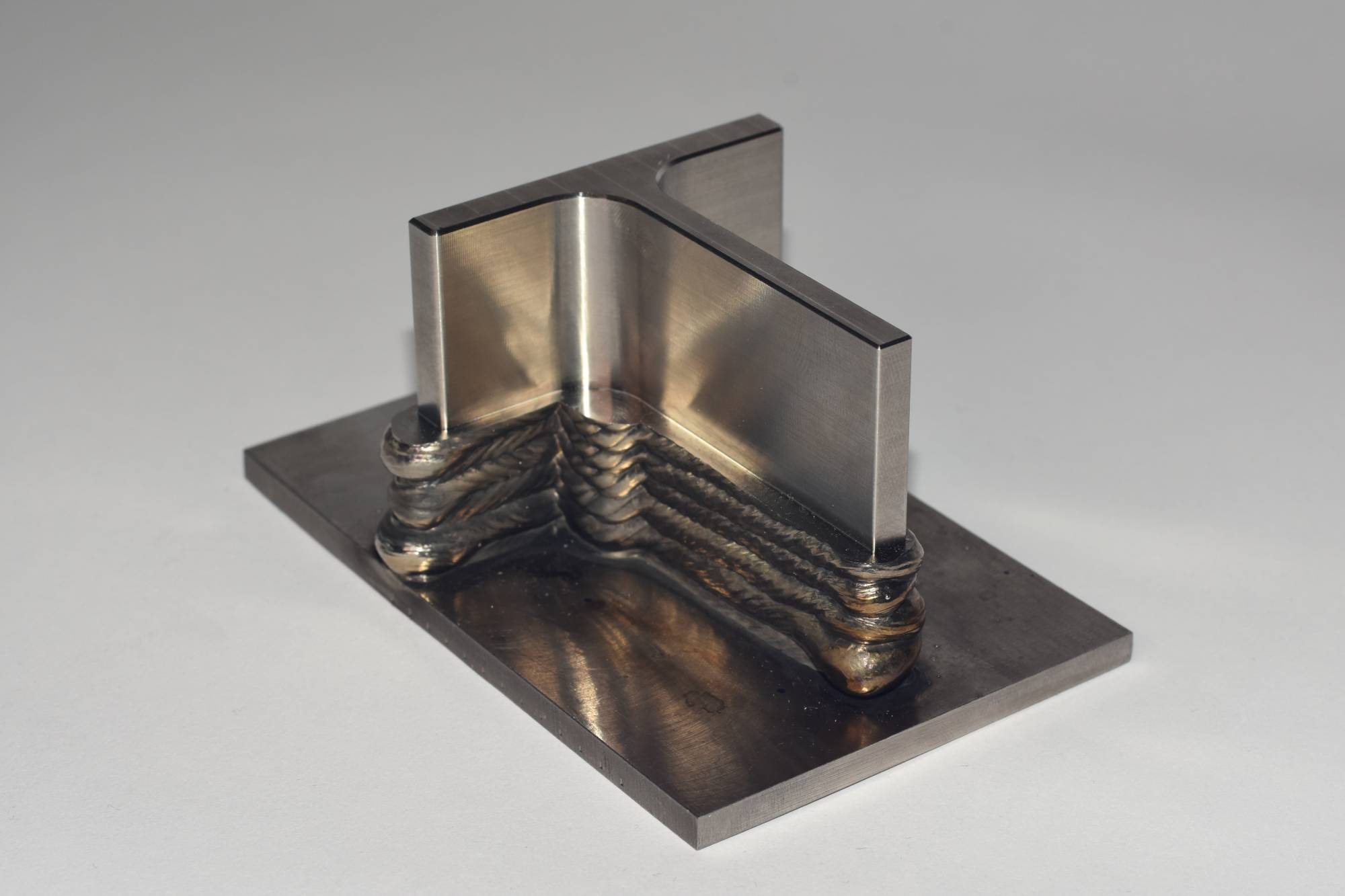
Ausschlaggebend für die Qualität des mit WAAM erzeugten Bauteils sind die Stabilität des Schweißprozesses und ein geringer Wärmeeintrag – der Cold Metal Transfer MSG-Prozess von Fronius erfüllt diese Anforderungen.
WAAM-Anwendungen in der Praxis
Zahlreiche WAAM-Bauteile wurden bereits in unterschiedlichen Industriezweigen mit Fronius-Schweißtechnik hergestellt: Lüfterräder etwa, wie sie in der Elektroindustrie eingesetzt werden, bestehen aus hochwertigen Materialien. Das Werkstück zu fräsen, ist wegen des hohen Materialverbrauchs kostspielig und ein Guss bei dünnen Wandstärken von etwa 1,5 Millimetern meist kritisch. Mit WAAM auf Basis von CMT Cycle Step konnten solche Lüfterradschaufeln aus Nickelbasis-Legierung additiv erzeugt werden. Auch die Reparatur der Bauteile ist mit WAAM möglich.
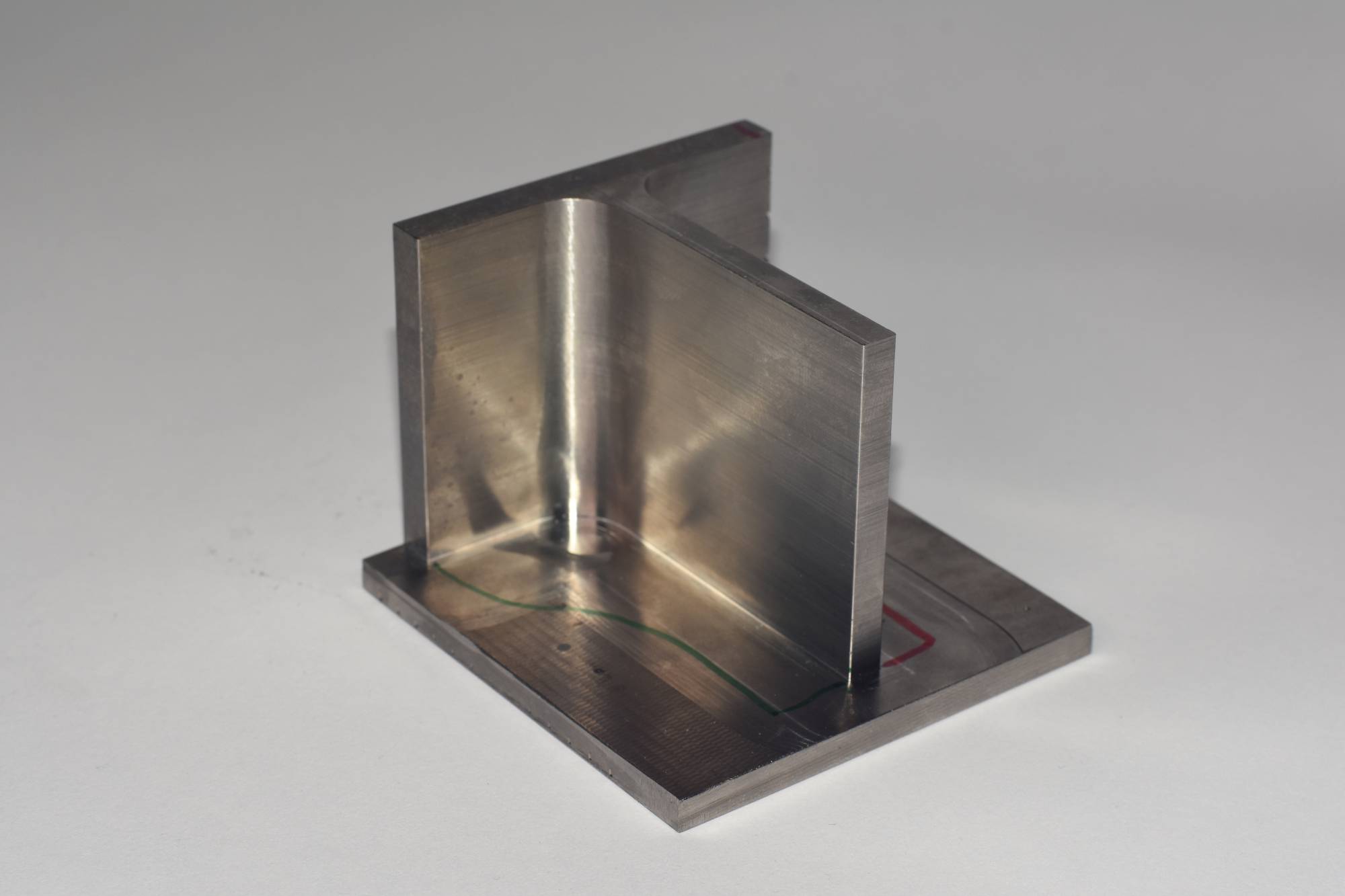
Eine weitere Anwendung hat Fronius mit einem Partner in der Flugzeugindustrie umgesetzt: Das dort häufig eingesetzte Titan zeichnet sich durch Zugfestigkeit, Zähigkeit, Korrosionsbeständigkeit und geringes Gewicht aus. Ein Großteil der Bauteile wird subtraktiv gefertigt, wobei bis zu 90 Prozent des Materials abgefräst werden. Das verursacht hohe Kosten, lange Bearbeitungszeiten und teuren Werkzeugverschleiß. Mit WAAM hergestellte Bauteile müssen im Gegensatz dazu nur noch nachbearbeitet werden, um glatte Oberflächen zu erhalten. Das mit CMT additive gefertigte Titan-Bauteil weist keine Bindefehler auf und auch die metallurgischen Eigenschaften überzeugen. So lassen sich Werkzeugkosten, Bearbeitungszeit und Verschleiß reduzieren und die gesamten Bearbeitungskosten minimieren.
Teilen: · · Zur Merkliste