Steuerung mit Industriestandard für die WLS3232
Um die Bauqualität in ihren Maschinen zu verbessern und den Anwendern künftig noch mehr Möglichkeiten in Hinblick auf Baugeschwindigkeit und Prozesssteuerung zu geben, ändert die Weirather Maschinenbau GmbH in ihren WLS-Anlagen die Steuerungstechnologie. Dadurch rückt die Steuerung noch näher an den Industriestandard und setzt Maßstäbe hinsichtlich Usability und Prozesssicherheit. Von Georg Schöpf, x-technik

Die neue Steuerung der WLS3232 bietet zusätzliche Optionen, die neben einer besseren Teilequalität auch Verbesserungen im Workflow ermöglichen.

Günter Weirather
Geschäftsführer der Weirather Maschinenbau GmbH
„Mit der neuen Steuerung sind wir in der Lage, zusätzliche Prozessparameter zugänglich zu machen. Werte wie Strahlfokus und Laserleistung können künftig viel detaillierter beeinflusst werden.“
Auf der Formnext 2018 gaben die Maschinenbauprofis aus Reutte in Tirol ihr Debüt mit ihrer WLS3232-Maschine als Anlagenhersteller im Bereich Selektives Lasersintern. Aus dem Stand haben die Tiroler eine solide Lösung präsentiert, die schon damals das Potenzial für beste Bauteilqualität barg. Bis zur letztjährigen Messe in Frankfurt hat man in Kooperation mit renommierten Dienstleistern die Lösung verfeinert und die Prozessparameter optimiert. Das Ergebnis konnte sich sehen lassen.
„Wir wussten ja, dass wir in unsere Maschine optische Komponenten eingebaut haben, die wesentlich mehr können als mit der zunächst gewählten Steuerungstechnik nutzbar gemacht werden kann. Diese Steuerungstechnik ist zwar gut etabliert, bringt aber einige Einschränkungen mit sich“, erinnert sich Günter Weirather, einer der Geschäftsführer der Weirather Maschinenbau GmbH.

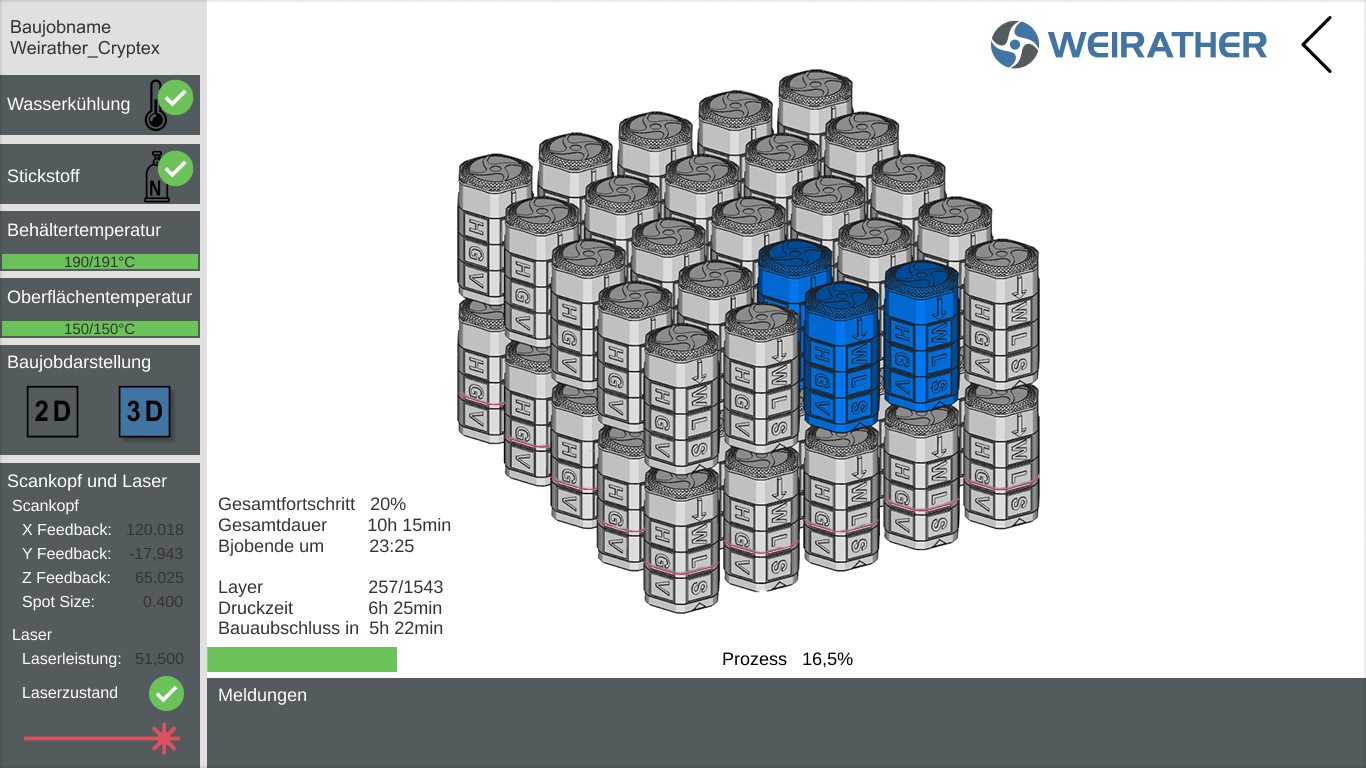
Das linke Teil wurde mit der neuen Steuerung gedruckt. Die bessere Oberflächenqualität ist klar erkennbar.

Patrick Weirather
Prozesstechniker bei der Weirather Maschinenbau GmbH
„Bereits jetzt ist es möglich, einzelne Teile im Betrieb aus einem Baujob herauszunehmen. Über einen Zwischenschritt können aber auch zusätzliche Teile in den Job eingefügt werden.“
Alternative optische Lösung
So haben die Tiroler unter anderem bei der Strahlfokussierung auf eine Objektiv-Lösung gesetzt anstatt auf die breit etablierte f-Theta-Technik. „Uns hat es einfach mehr zugesagt, direkten Einfluss auf die Strahlqualität nehmen zu können. Eines der wesentlichen Themen im SLS-Prozess ist eine möglichst homogene Strahlqualität über das gesamte Pulverbett hinweg. Ein gezieltes Nachjustieren des Fokus schien uns die bessere Lösung. Ebenso wollten wir Einfluss auf die Laserleistung nehmen können, um so auch zusätzliche Optionen bei den Prozessparametern bereitstellen zu können“, erinnert sich Patrick Weirather, der im Unternehmen für die Prozessthematik beim Lasersintern zuständig ist.
„Wir haben uns nach einer Steuerungslösung umgesehen, die es uns ermöglicht, zusätzlich zu den bestehenden Eingriffsmöglichkeiten auch noch weitere Parameter direkt zu beeinflussen. Ergebnis unserer Recherche war eine Steuerungstechnologie eines renommierten Herstellers von Lasergravuranlagen, die die erforderlichen Steuerungskanäle zur Verfügung stellt, um zusätzliche Features einbinden zu können“, ergänzt er.

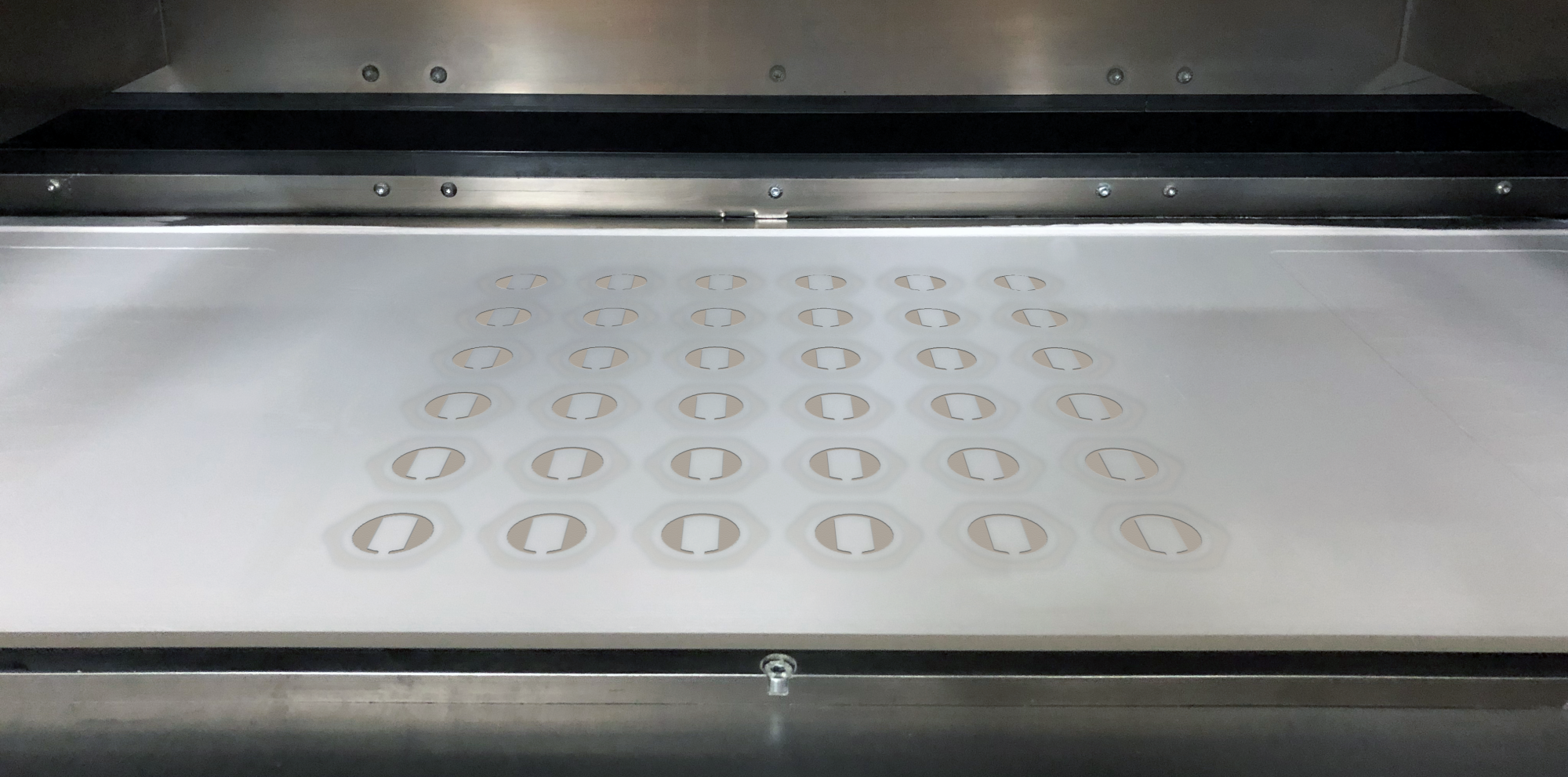
Werden größere Flächen belichtet, sinkt mehr Material ab (links), wodurch ein höherer Pulverauftrag erforderlich wird. Die neue Steuerung macht dies möglich.
Energieeintrag relevant
Dass der Laserstrahl beim Auftreffen auf dem Pulverbett in einem flacheren Winkel nicht mehr rund, sondern oval ist, ist ein bekanntes Problem. Dadurch verringert sich der Energieeintrag. Ist man in der Lage die Laserleistung dementsprechend zu erhöhen, kann dadurch ein gleichmäßigerer Energieeintrag erzielt werden. Natürlich wird dadurch das generelle Problem der Strahlverzerrung noch nicht behoben, aber doch zumindest abgemildert. Zusätzlich wird in Reutte daran gearbeitet, Fokus und Laserleistung auch innerhalb einer Bauschicht je nach Prozesselement direkt und punktuell zu beeinflussen. „Da haben wir aber noch einige Hürden zu nehmen, weil die erforderlichen Schnittstellen geschaffen werden und auch seitens der Jobaufbereitung einige zusätzliche Anpassungen vorgenommen werden müssen“, beschreibt der Prozesstechniker eine der nächsten großen Aufgaben, die zu bewältigen sind.
„Wir haben bei der Optimierung der Maschinenparameter festgestellt, dass zu den eigentlichen qualitätsrelevanten Prozessparametern bezogen auf das einzelne Bauteil noch zusätzliche Randbedingungen eine gravierende Rolle spielen. So gilt es beispielsweise auch den Wärmeeintrag durch benachbarte Bauteile bei der Prozessteuerung für einen Baujob zu berücksichtigen. Mit anderen Worten: Die Oberflächenqualität eines Bauteils wird dadurch mit beeinflusst, wie weit das benachbarte Bauteil entfernt ist. Eine Kenngröße, die sich nicht ganz einfach bestimmen lässt, jedoch in der Baustrategie berücksichtigt werden will“, geht Patrick Weirather ins Detail. „Mit der bestehenden Technologie konnten wir schon sehr viele Eventualitäten abdecken, aber wir wollen eben das Optimum aus dem Baujob herausholen“, ergänzt Günter Weirather.
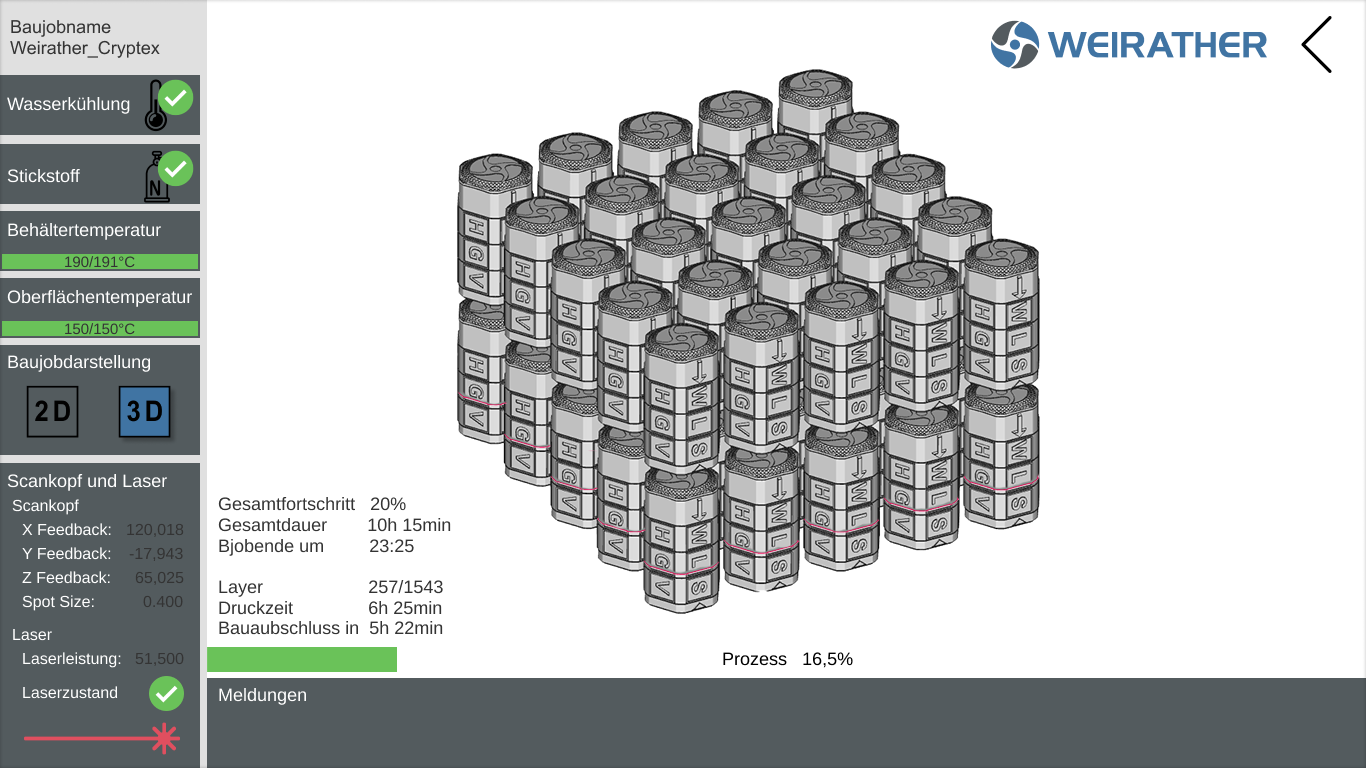
In der neuen Steuerung können einzelne Teile im Betrieb aus dem Baujob herausgenommen werden. Auch das nachträgliche Einfügen von Teilen ist möglich.
Schichtweise Justierung
Mittlerweile ist man bei Weirather in der Lage, die Laserparameter je nach Bauschicht individuell anzupassen. Das gehe einerseits über eine Nachjustierung der Laserleistung, aber auch durch die Anpassung des Strahlfokus. Jedoch kann dies im Moment lediglich je Bauschicht erfolgen. Ziel ist es, diese künftig auch innerhalb einer Bauschicht jederzeit individuell einstellen zu können.
Als weitere Einflussmöglichkeit ist auch eine flächenabhängige Pulvermenge definierbar. Werden in den einzelnen Bauschichten unterschiedlich große Flächen belichtet, so führt das auch zu unterschiedlichem Pulverbedarf beim Recoating. Werden nämlich große Flächen belichtet, führt das zu einem verstärkten Absinken des Pulverbettes in diesem Bereich. Dadurch ist beim Neuauftrag mehr Pulver notwendig. Gängige Praxis ist es, den Pulverauftrag an den maximal belichteten Flächen auszurichten. Dann jedoch wird bei wenig belichteten Flächen viel überschüssiges Pulver abgestreift, was einen unnötig hohen Pulververbrauch bedeutet.
Da man in den Maschinen von Weirather das gesamte Pulver für den Baujob in der Maschine vorhält, um jederzeit über ideal getrockneten Pulvervorrat zu verfügen, wird damit die nutzbare Pulvermenge eingeschränkt. „Durch Nachjustieren des Pulverauftrags sorgen wir dafür, dass genug Pulver zur Verfügung steht, wenn dies erforderlich ist und gleichzeitig vermeiden wir, dass zu viel Pulver verbraucht wird“, präzisiert Patrick Weirather und ergänzt: „Es ist klar, dass wir diese zusätzlichen Steuerungsmöglichkeiten auch softwaretechnisch noch tiefer implementieren müssen. Es soll am Ende möglich sein, zu jedem Zeitpunkt und an jeder Stelle im Baujob die Prozessparameter den jeweiligen Bedürfnissen anzupassen. Idealerweise automatisiert und in Abhängigkeit der Baujobüberwachung.“
In der ersten Phase hat man sich darauf beschränkt, schichtweise manuell nachzujustieren. Der Umbau auf die neue Steuerung hat einige Herausforderungen mit sich gebracht, aber auch zusätzliche Möglichkeiten eröffnet. So ist es mit dem neuen Steuerungskonzept möglich, einzelne Teile aus dem Baujob zu entfernen, wenn man Probleme feststellt sowie nachträglich Bauteile zum Baujob hinzuzufügen. „Das ist insbesondere dann spannend, wenn man den Baujob gerade gestartet hat und ein weiteres Teil, das dringend gefertigt werden muss, nachträglich dazukommt und im Bauraum ohnehin noch genügend Platz ist. Man kann dann in Magics den Baujob um das zusätzliche Teil ergänzen und den Job während des Betriebs neu laden. Damit wird dann das neue Teil mitberücksichtigt“, verdeutlicht der Prozessspezialist. Für das Herausnehmen eines Bauteils aus dem Baujob genügt es jedoch, das Teil in der Bedienoberfläche der Maschine auszuwählen und zu entfernen.

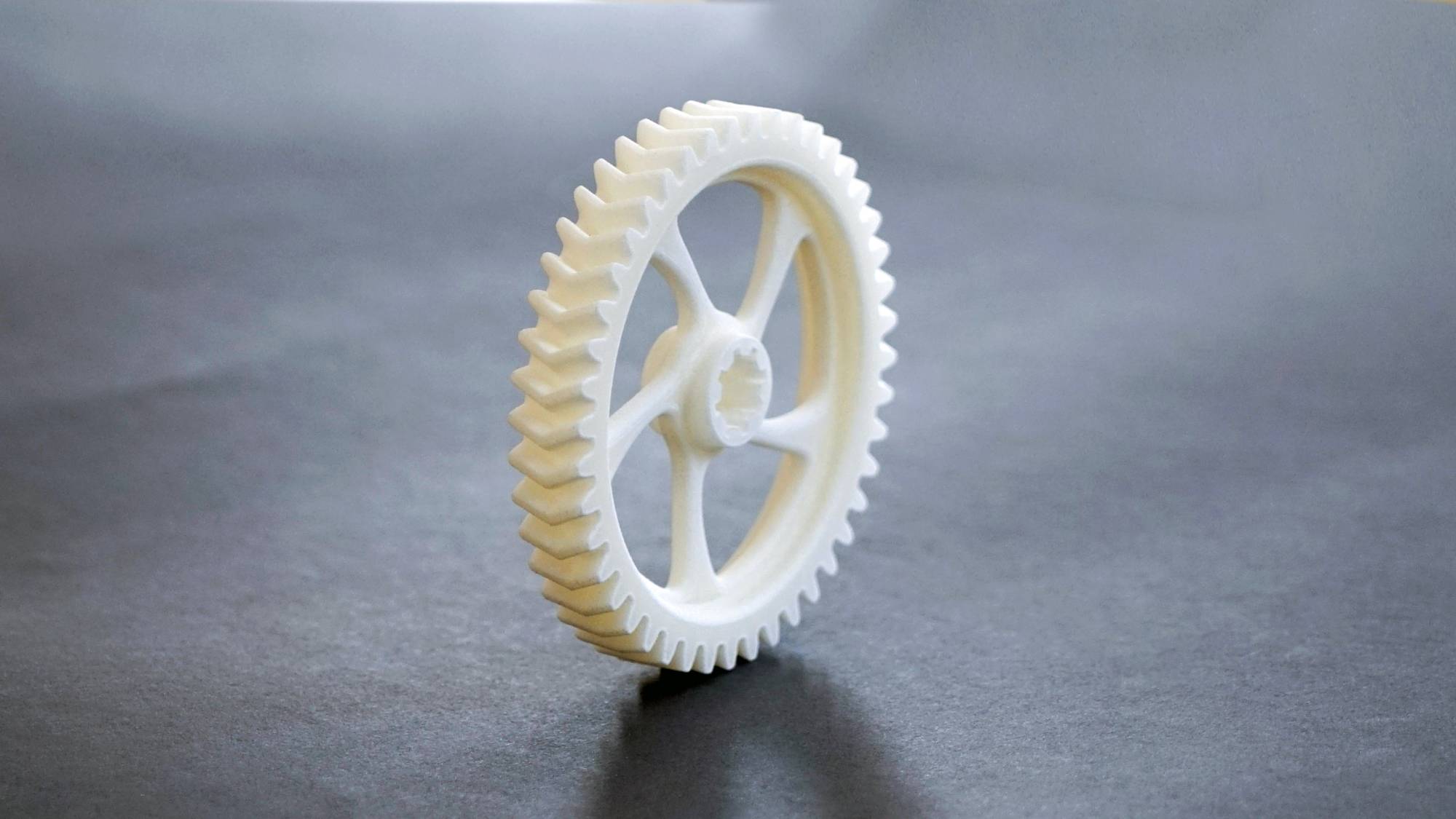
Die WLS3232 liefert mit der neuen Steuerung eine hervorragende Teilequalität.

Künftig punktgenaue Regelung
Mit den Neuerungen bei der WLS3232-Maschine wollen die Maschinenbauprofis aus Tirol direkt auf Anforderungen aus der Industrie reagieren. Die wesentlichen Aufgabenstellungen zielen immer noch in Richtung reproduzierbare Teilequalität, Baugeschwindigkeit und Oberflächenqualität. Zusätzlich streben die Anwender der Systeme eine möglichst hohe Packdichte im Bauraum an, um jeden Baujob möglichst effizient zu nutzen. Je niedriger die Teileabstände sein dürfen, umso mehr Teile lassen sich klarerweise in einen Baujob verpacken. „Niemand möchte dabei Einbußen in der Oberflächenqualität hinnehmen. Jedoch kommt es bei geringen Teileabständen zu unschönen Effekten an der Oberfläche der Teile und auch was den Gesamtwärmeeintrag und somit die Beeinträchtigung des Restpulvers anbelangt. Das sind alles Faktoren, die eine Prozessabstimmung erschweren. Wir wollen unseren Kunden schließlich eine Anlagentechnologie liefern, mit der sie effizient, prozesssicher und ressourcenschonend produzieren können“, fasst Günter Weirather die Bestrebungen zusammen. „Deswegen haben wir die Änderungen in der Steuerung auch vorgenommen. Mit den Standardlösungen haben wir nicht genug Möglichkeiten der Einflussnahme. Wenn wir aber Laserleistung, Fokus und Gesamtenergieeintrag an jedem Punkt im Bauraum individuell einstellen können, ist eine gleichmäßige Oberflächengüte und Bauteilqualität erzielbar. Daran arbeiten wir mit Hochdruck.“
Teilen: · · Zur Merkliste