Weirather WLS 3232: SLS made in Austria
Mit einer Entwicklungszeit von nur 2,5 Jahren stellte die Weirather Maschinenbau und Zerspanungstechnik GmbH auf der formnext 2018 eine Kunststoff-Lasersinteranlage vor, die das Potenzial zur Markteroberung hat. Die WLS 3232 bietet dabei technologische Feinheiten mit Weitblick. Von Georg Schöpf, x-technik

Die WLS 3232 ist ein offenes System, in dem neben PA12 auch weitere Kunststoffe verarbeitet werden können. Alle Bilder: Weirather


Technische Daten WLS 3232
• Nutzbares Bauvolumen: 320 x 320 x 380 mm
• Schichtstärken: 0,05; 0,10; 0,12; 0,15; 0,20 mm
• Scanner: 3 Achsen X-Y-Z
• Scangeschwindigkeit: bis 15m/s
• Aufwärmzeit: 2 bis 2,5 Stunden
• Laser: CO2-Laser 100 Watt
• Stromanschluss: 32 A / 400 V
• Leistungsaufnahme: 10 kW maximal / ca. 3 kW im Prozess
• Gewicht: ca. 900 kg
• Stickstoffgenerator: integriert oder externer Anschluss
• Druckluft mit Stickstoffgenerator: mindestens 10 m³/h
• Software: Materialise Magics – einfache und anwenderfreundliche Bedienung
• CAD Schnittstelle: STL
Was bringt einen Hersteller von CNC Drechselmaschinen und Sondermaschinen dazu eine Kunststoff-Lasersinteranlage zu bauen? „Zunächst einmal war es pures Interesse an der Technologie. Dazu kam dann die Überzeugung, dass die Additive Fertigung ein Markt ist, in dem noch viele Möglichkeiten für Innovationen schlummern und der im Moment die größten Wachstumspotenziale aufweist. Verfügt man, wie wir, über fundiertes Maschinenbau Know-how, so liegt der Gedanke eine solche Maschine zu entwickeln gar nicht mehr so fern“, erzählt Günter Weirather, der zusammen mit seinem Bruder Albin Weirather die Weirather Maschinenbau und Zerspanungstechnik GmbH in Höfen in Tirol leitet.
Das 1964 gegründete Familienunternehmen beschäftigt derzeit 25 Mitarbeiter und beheimatet auf etwa 1.200 m² Betriebsfläche einen modernen Maschinenpark aus Dreh- und Fräsbearbeitungszentren, eine Montage und eine Qualitätssicherung.
Das Entwicklungsteam besteht aus den beiden Geschäftsführern und deren beiden Söhnen Mario und Patrick. Ein kleines, schlagkräftiges Team, das den Großen der Branche die Stirn bieten möchte. „Unser Anspruch war und ist es, mit solidem Maschinenbau industrietaugliche Lösungen zu schaffen“ so Albin Weirather.
Dass es die Lasersinter-Technologie wurde und nicht die wesentlich einfachere FDM-Technologie, erklärt er damit, dass man bei Weirather bereits über viel Erfahrung im Bereich Staub und pulvrige Materialien gesammelt hat. Darum verstehen wir uns darauf, Maschinen und Lösungen zu schaffen, die mit dieser Aufgabenstellung umgehen können. Die Materialien im Lasersintern entsprechen diesen Anforderungen in ähnlicher Weise“, so Günter Weirather.
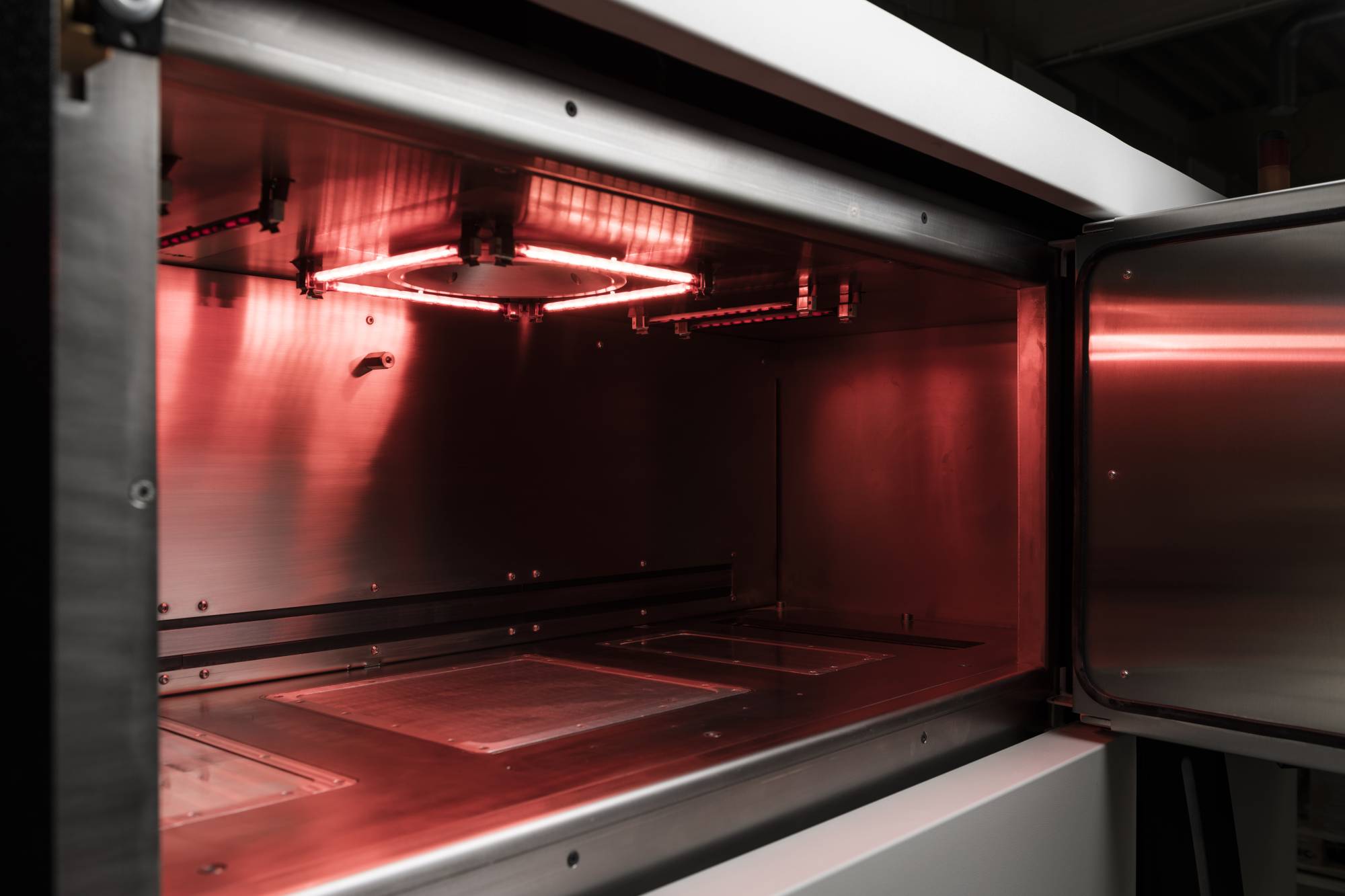
Die Bauraumheizung erfolgt bei der WLS 3232 über eigens entwickelte Infrarotelemente.
Shortcut
Aufgabenstellung: Wirtschaftlich attraktive Lasersinteranlage.
Materialien: PA 12, weitere folgen.
Lösung: Laser, Scanner, Steuerung und Software von renommierten Lieferanten und Maschinenbau aus dem Hause Weirather vereint in der neuen WLS 3232.
Nutzen: Maschinenbau made in Austria mit kurzen Wegen für Service und Inbetriebnahme. Solide Anlagentechnik mit verlässlicher Systemtechnik.
Sorgfältige Komponentenauswahl
Zunächst habe man sich aber auf die Suche begeben, welche Komponenten für die Lasersinteranlage tauglich sind und ist für Laser, Scannereinheit, Steuerung und Software bei namhaften Lieferanten fündig geworden. Dabei habe man darauf geachtet, auf Lieferanten aus dem europäischen Raum zurückzugreifen, um möglichst kurze Abstimmungswege zu haben. „Der Rest ist Sondermaschinenbau“, meint Günter Weirather wissend. Auf die Auswahl des Scanners haben die Tiroler Maschinenbauspezialisten besonders viel Sorgfalt verwendet. „Uns war es wichtig, einen Scanner zu finden, mit dem es möglich ist, die Problematik der Defokussierung beim Abtasten der Baufläche am besten in den Griff zu bekommen. Der eingesetzte Scanner ermöglicht es, über eine dritte Achse den Fokus getrennt zu justieren. Dadurch gelingt es, in Abhängigkeit vom Abtastwinkel des Laserstrahls auf der Baufläche und der daraus resultierenden variablen Brennweite der Optik, den Strahldurchmesser im Pulverbett konstant zu halten.“

Beim Recoater setzt man bei Weirather auf eine patentierte Eigenentwicklung, die das Pulver über eine mehrstufige Klinge verdichtet.


Zum Unternehmen
Die 1964 gegründete Weirather Maschinenbau und Zerspanungstechnik GmbH entwickelt mit 25 Mitarbeitern neben den Holzbearbeitungsmaschinen und Sondermaschinen seit nunmehr 2,5 Jahren auch Lasersinteranlagen für die Additive Fertigung von Kunststoffteilen. Auf etwa 1.200 m² Betriebsfläche entstehen dabei 80 % der Komponenten für die WLS 3232 SLS-Anlage im Hause.
Flexible Lasernutzung
Alternativ kann aber auch der Strahl bewusst aufgeweitet werden, um die bestrahlte Fläche zu vergrößern und damit in Folge die Abtastgeschwindigkeit der zu sinternden Fläche zu erhöhen. Der eingesetzte 100 W CO2 Laser kann in der Leistung reguliert werden. In der Standardanwendung wird er bei etwa 30 % betrieben. Durch eine stufenlose Anpassbarkeit ist auch bei einem variablen Fokusdurchmesser ein gleichmäßiger Energieeintrag möglich. Der Fokusdurchmesser reicht dabei von 0,36 bis 0,8 mm. „Das versetzt uns in die Lage, dass wir die Kontur eines Bauteils mit dem ganz eng fokussierten Laserstrahl schreiben und die Füllung dann mit höherer Leistung und weiterem Fokus. Dadurch entsteht eine ganz feine und genaue Oberfläche und ein Geschwindigkeitsvorteil durch das Füllen mit breiterem Fokus“, geht Günter Weirather ins Detail.
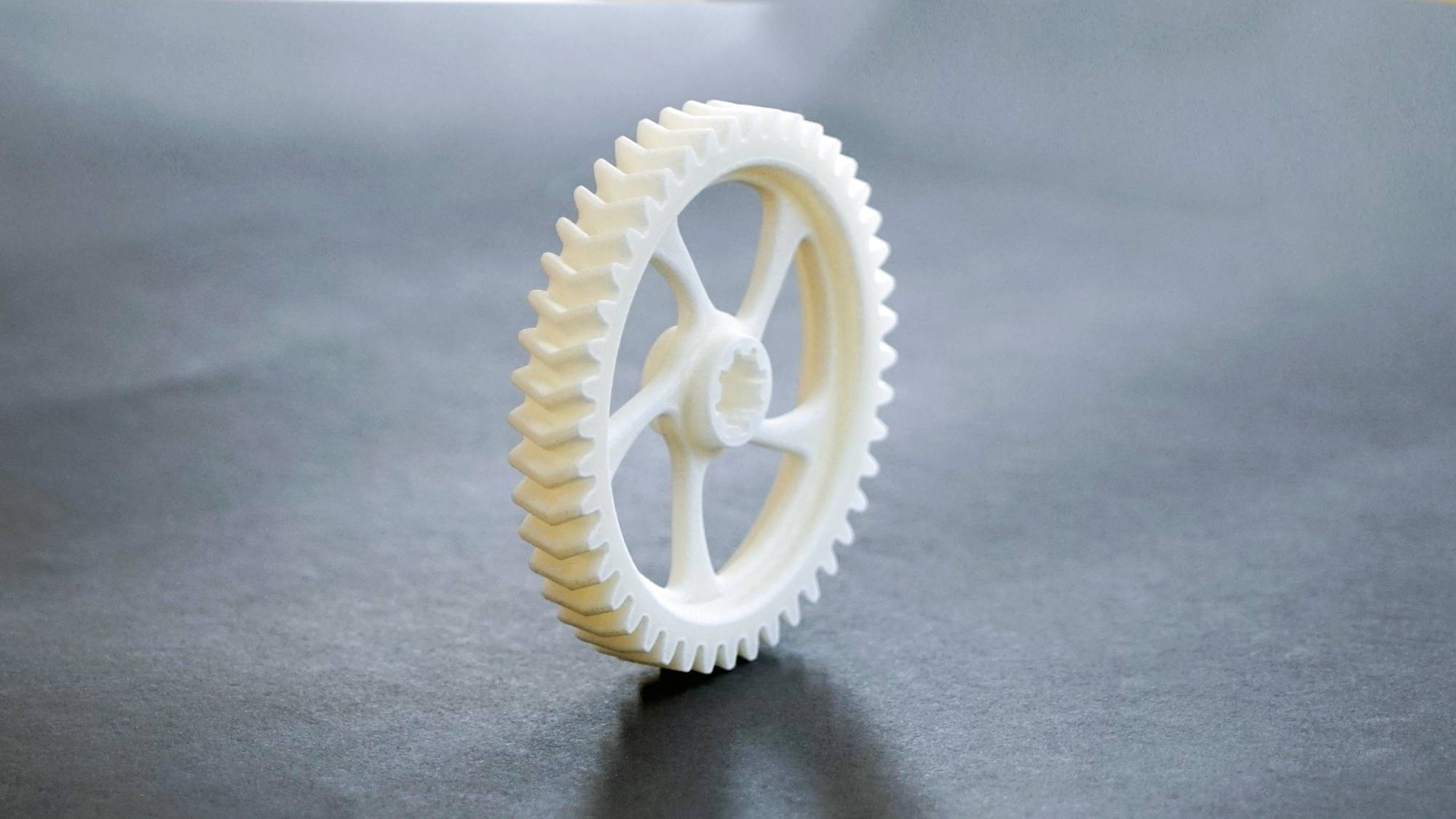
Auch ohne Nachbehandlung zeigen die Teile bereits maschinenfallend eine hohe Oberflächengüte.

Günter Weirather
Geschäftsführer der Weirather Maschinenbau und Zerspanungstechnik GmbH
„Die Additive Fertigung zählt für uns zu den derzeit interessantesten Branchen. Mit der Entwicklung unserer WLS 3232 wollen wir eine wirtschaftlich attraktive Lösung für die SLS-Technologie bieten.“
Wasserkühlung verhindert Wärmegang
Das Vorheizen des Bauraumes auf die erforderliche Arbeitstemperatur erfolgt mit speziell entwickelten Infrarotstrahlern, die über Reflektoren für eine gleichmäßige Wärmeverteilung an der Bauplattform sorgen. Um einen Wärmegang der Maschine zu vermeiden, wurden Laser und Scanner wassergekühlt und über ein wassergekühltes Trennelement vom Bauraum thermisch entkoppelt. „Wir kennen aus dem Sondermaschinenbau das Thema thermische Instabilität und haben diese Effekte von vornherein berücksichtig“, erklärt Patrick Weirather, der in der Entwicklung maßgeblich für das Prozessthema verantwortlich ist.
Dass man sich bei Weirather auf Maschinenbau versteht, zeigt sich an der hohen Eigenfertigungstiefe und an einer grundsoliden Bauweise. So werden 80 % der Teile der WLS3232 bis auf Laser, Scanner und Steuerung im Hause gefertigt. „Wir haben damit die volle Kontrolle über den gesamten Aufbau und können in einem eventuellen Servicefall auch bei den mechanischen Komponenten sehr schnell reagieren. Außerdem haben wir in den Gesprächen mit unseren Kunden verstanden, dass auch Maschinen für die Additive Fertigung so gebaut sein müssen, dass sie in reguläre Produktionsumgebungen integriert werden können. Dementsprechend haben wir das System auf einen soliden Rahmen aufgebaut, der auch mal Erschütterungen verzeiht und auf eine optimale Zugänglichkeit geachtet, damit der Maschinenbediener im täglichen Betrieb möglichst optimale Arbeitsbedingungen vorfindet“, freut sich Albin Weirather.

Mit der WLS 3232 sind minimale Wandstärken von 0,2 mm realisierbar.

Albin Weirather
Geschäftsführer der Weirather Maschinenbau und Zerspanungstechnik GmbH
„Uns ist es wichtig, dass wir unsere Servicephilosophie, die wir in unseren traditionellen Geschäftsbereichen verfolgen, auch im Bereich der Additiven Fertigung beibehalten. Kurze Wege, direkte Ansprechpartner, kurze Reaktionszeiten.“
Offenes System für kundenindividuelle Anpassung
Die Maschine, die derzeit im Wesentlichen mit PA11 von BASF betrieben wird, ist als offenes System angelegt und ermöglicht somit dem Kunden vollen Zugriff auf die Prozessparameter. „Natürlich liefern wir vordefinierte Parametersätze mit, geben unseren Kunden aber die Möglichkeit, die Parameter an die jeweiligen Bedürfnisse genau anzupassen. Künftig werden auch vordefinierte Parametersätze für PA12, PA6 und weitere Werkstoffe zur Verfügung stehen. Aber auch hier gilt, dass die Kunden vollen Zugriff auf die Einstellmöglichkeiten haben“, verrät Patrick Weirather.
Patentierter Beschichter schafft perfektes Pulverbett
Zu den Highlights der Maschine zählt auch der neu entwickelte Beschichter. Es handelt sich zwar um ein Klingensystem, wie man es aus anderen Maschinen bereits kennt, verfügt jedoch über eine patentierte, mehrstufige Verdichtungstechnik. „Dadurch erzielen wir eine gleichmäßige Materialschicht mit hoher Materialdichte und verhindern gleichzeitig ein Verschieben der Teile im Pulverbett“, so der Prozessverantwortliche. Der Stickstoff für die Inertisierung des Bauraums kann entweder über den integrierten Stickstoffgenerator erfolgen oder von extern zugeführt werden.
Bedienerfreundlichkeit
Auch für das Handling des Pulverkuchens hat man sich bei Weirather ein überaus praktisches System überlegt. Zum Entnehmen wird zunächst eine Transportbox auf die Baufläche aufgesetzt. Danach wird der Pulverkuchen des Baujobs von unten in die Transportbox geschoben und anschließend mit einem Klingenblech verschlossen. Dadurch kann die Box einfach über ein Handlingsystem entnommen und in die Entpackstation gebracht werden. „Durch diese Technik ist es möglich, den gesamten Vorgang über die Bauraumtüre der Maschine abzuwickeln und dadurch innerhalb kürzester Zeit den nächsten Baujob zu starten“, weiß der Prozesstechniker. Die Steuerung der Anlage erfolgt entweder über das Bedienpanel, kann aber auch optional über mobile Devices wie Tablet oder Mobiltelefon erfolgen.
Servicegedanke
„Für unser Familienunternehmen stand schon immer im Vordergrund, dass wir einen engen Kontakt zu unseren Kunden pflegen. Somit ist es für uns selbstverständlich, dass wir diese Tradition auch in der Additiven Fertigung weiterverfolgen. Wir sind groß genug, um eventuelle Serviceanforderungen unserer Kunden souverän abzuwickeln, aber immer noch klein genug, dass jeder Kunde für uns im Mittelpunkt der Betreuung steht“, erklärt Albin Weirather abschließend die Servicephilosophie der Tiroler.
Teilen: · · Zur Merkliste