Farsoon Europe HT1001P: Open for Industry
Farsoon will mit offenen Systemen den Europäischen Markt erobern: Es ist schon fast eine Philosophische Frage: Definiertes Material vom Maschinenhersteller mit dazugehörigen Parametersätzen für ein definiertes Ergebnis im Bauteil oder doch ein offenes System ohne Beschränkungen und jeder Anwender findet „seine“ ideale Kombination. Farsoon sagt klar – „Wir wollen dem Kunden die Wahl lassen.“ Von Georg Schöpf, x-technik

Kraftstoffeinspritzung für den Auomobilbereich aus AlSi10Mg.


Zum Unternehmen
Farsoon wurde 2009 von Dr. Xiaoshu Xu in Hunan, China gegründet. Als ehemaliger technischer Direktor von DTM Corporation (Vorgänger der heutigen 3D Systems) zählt er zu den Pionieren der Lasersinter- und Laserschmelztechnologie. Mit drei weltweiten Niederlassungen und 300 Mitarbeitern und zahlreichen Partnerfirmen versorgt Farsoon den Markt mit offenen Maschinen für Laserschmelzen für Metalle und Lasersintern mit Kunststoff.
„Wir wollen den Unternehmen in der Additiven Fertigung genau die Lösung bieten, die auf ihre jeweilige Anforderung zugeschnitten ist. Darum haben wir unsere Systeme bewusst offen und modular gestaltet. Unseren Kunden soll es vollkommen frei stehen, die Prozessparameter genau auf die jeweilige Anwendung abzustimmen. Nur so können optimale Bauteileigenschaften erzielt werden.“, stellt Dr. Dirk Simon, Geschäftsführer Farsoon Europe, in den Raum. Doch wie kommt es zu dieser Geschäftsstrategie, wo doch im Bereich des Lasersinterns von Kunststoffen und des Laserschmelzens von Metallen meist ein mehr oder weniger geschlossenes Konzept bevorzugt wird. „Unsere Kunden möchten Additive Fertigung zunehmend für funktionale Bauteile und Kleinserien nutzen. Dort kommt es darauf an, bestmögliche Bauteilqualität zu erzielen, und/oder höchstmögliche Produktivität in der Herstellung der Teile. Das lässt sich mit einem Standardprozess im Bereich der Additiven Fertigung im Moment nur sehr schwer erzielen. Jedes Teil hat seine ganz besonderen Anforderungen und diesen muss man speziell im Bauprozess gerecht werden“, geht Simon ins Detail.
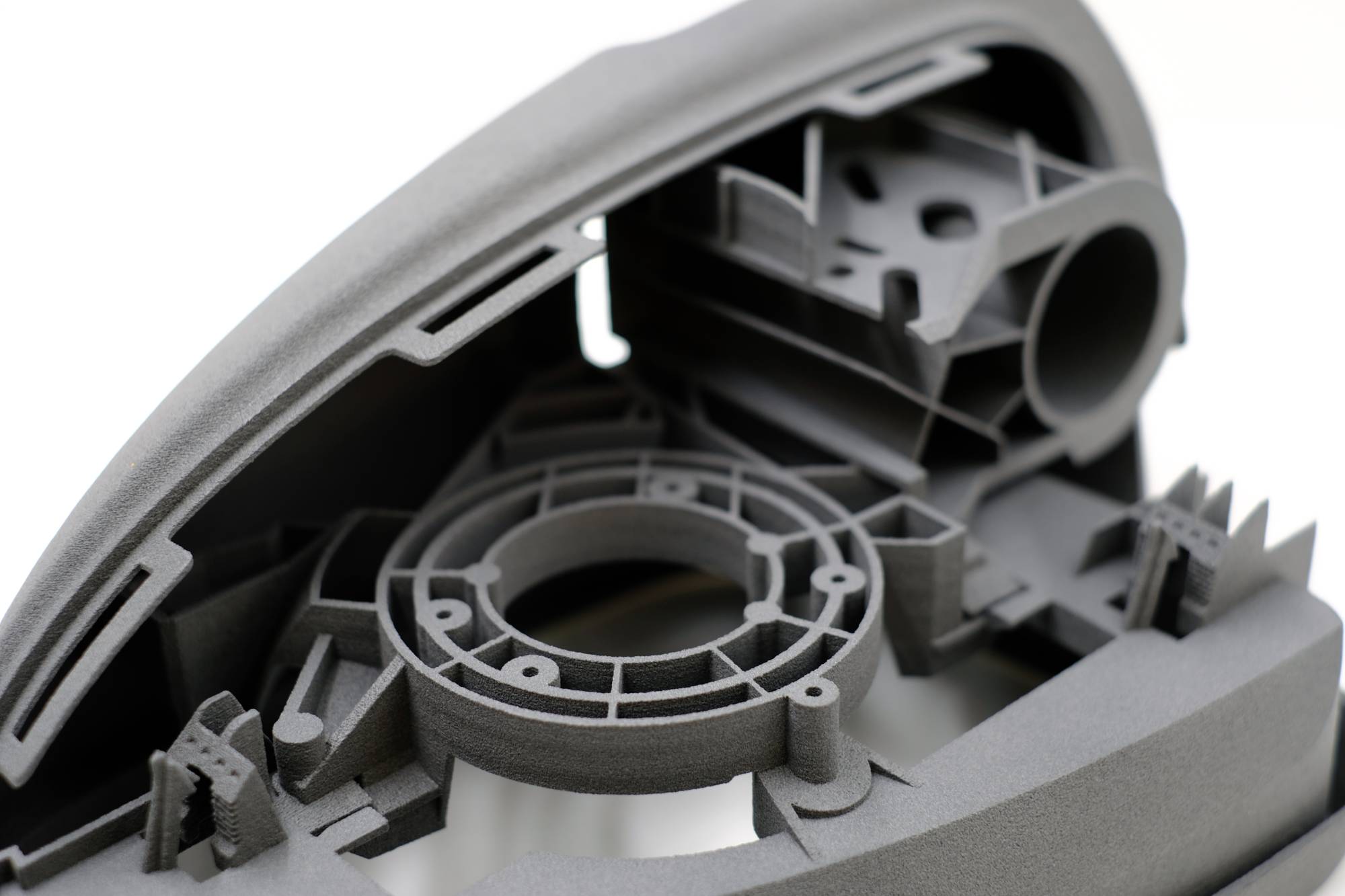
Rückspiegel-Gehäuse aus Ultrasint-PA6

Dr. Dirk Simon
Geschäftsführer der Farsoon Europe GmbH
„Unser Anspruch besteht darin, dass unsere Kunden ihre Fertigungsprozesse genau an ihre jeweiligen Anforderungen anpassen können. Das ermöglicht es, dass die Ergebnisse genau den Qualitätsansprüchen gerecht werden sowie eine Erweiterung der Fertigungsmöglichkeiten mit unseren Maschinen.“
Individuelle Parameter
Dass sich Prozessparameter, besonders im Bereich des Laserschmelzens von Metallen nicht so ohne weiteres von einem auf das nächste Bauteil übertragen lassen, ist mittlerweile hinlänglich bekannt. Ebenso tragen Abweichungen im Ausgangsmaterial und den Umgebungsbedingungen zu Veränderungen im Gesamtergebnis bei. „Natürlich versuchen Maschinenhersteller, wir selbst eingeschlossen, den Kunden Prozessparameter zur Verfügung zu stellen, mit denen sie standardmäßig eine gute Bauteilqualität erzielen können. Diese reicht aber oftmals nicht für die hohen Qualitätsanforderungen aus. Durch eine gezielte Anpassung der Prozessparameter können unsere Kunden hier signifikante Verbesserungen erzielen und werden dabei von unseren Anwendungstechnikern aktiv unterstützt“, weiß der Geschäftsführer.
Farsoon setzt dabei auf Offenheit in jeder Hinsicht. Nicht nur die Parameterdefinition steht den Kunden offen, auch hinsichtlich Materialien lässt Farsoon seinen Kunden freie Hand. „Unsere Kunden wollen in ihrer Materialwahl frei sein, denn ein großer Teil der Anforderungen lässt sich nicht mit den Standardmaterialien erfüllen. Meist ist die Qualifizierung spezieller Materialien oder Sonderwerkstoffe nötig. Die Anforderungen sind diesbezüglich sehr vielfältig“, präzisiert Simon. Außerdem ermöglicht die freie Materialwahl Verhandlungsmöglichkeiten bei den verschiedenen Anbietern.
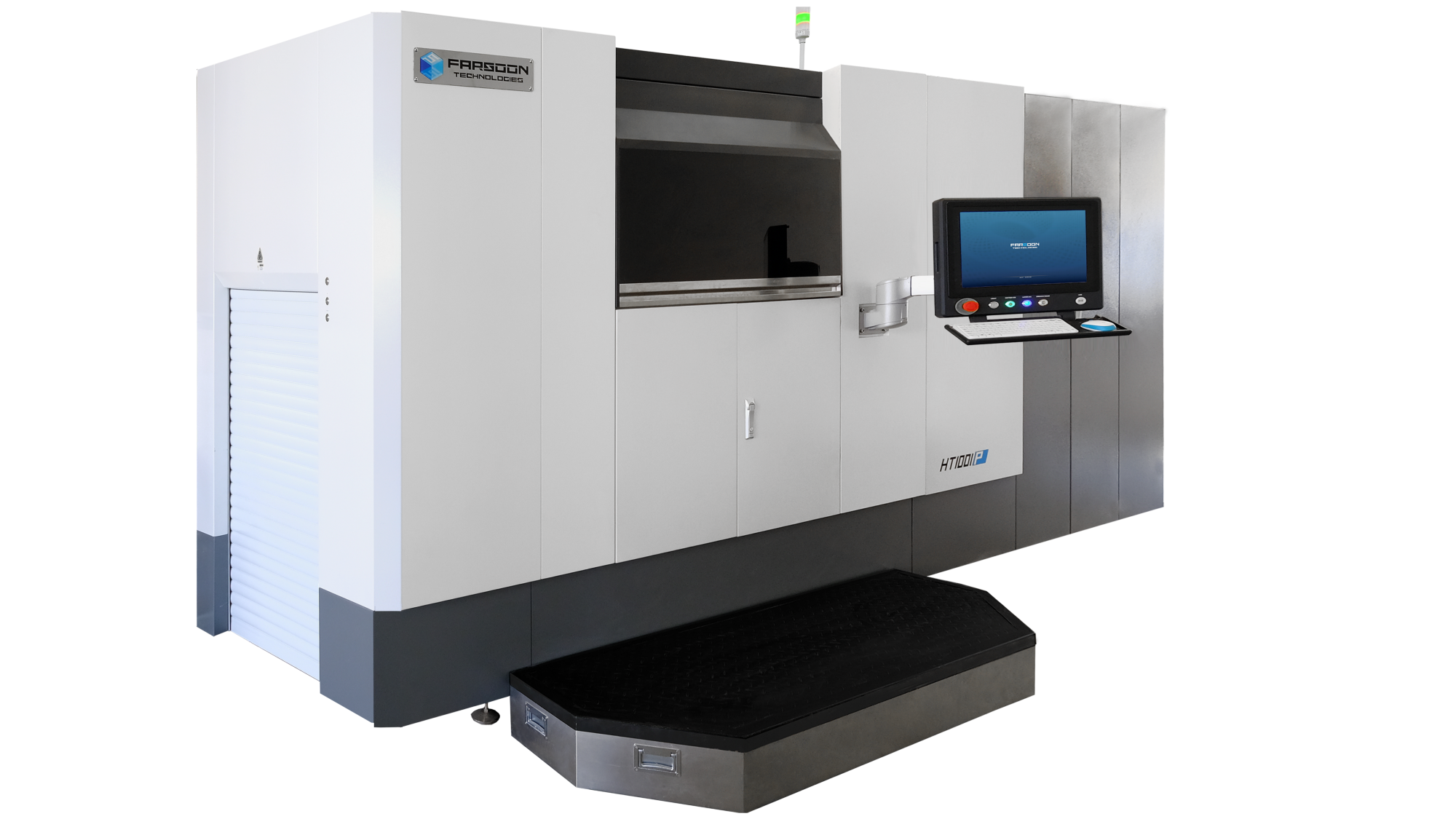
Die HT1001P, das größte Lasersintersystem von Farsoon mit einem Bauraum von 1.000 x 500 x 450 mm kann aus fünf Einzelmodulen individuell konfiguriert werden.
Modulare Maschinentechnologie
Zusätzlich sieht das Maschinenkonzept vor, dass die Bereiche pre- und postprocessing maschinenseitig abgekoppelt werden können. Die HT1001P, das größte Lasersintersystem von Farsoon mit einem Bauraum von 1.000 x 500 x 450 mm besteht aus vier Einzelkomponenten. Die „Loading Station“ dient zur Vorbereitung des Baujobs. In der „Building Station“ findet der eigentliche Bauprozess statt, in der „Cooling Station“ wird der Pulverkuchen abgekühlt und in der „Part Breakout Station“ werden die Teile ausgepackt. Ein Laufband bewegt den Zylinder von Loading zu Building und zur Cooling Station, praktisch eine kontinuierliche Fertigung. Mit der Farsoon Steuerungssoftware hat man den gesamten Prozess permanent im Blick.

Der FS421M mit einem Bauraum von 425 x 425 x 420 mm ist mit einem komplett neuen Pulverfördersystem ausgestattet. Pulverzufuhr, Transport, Beschickung und Recycling sind in einem inerten System integriert.
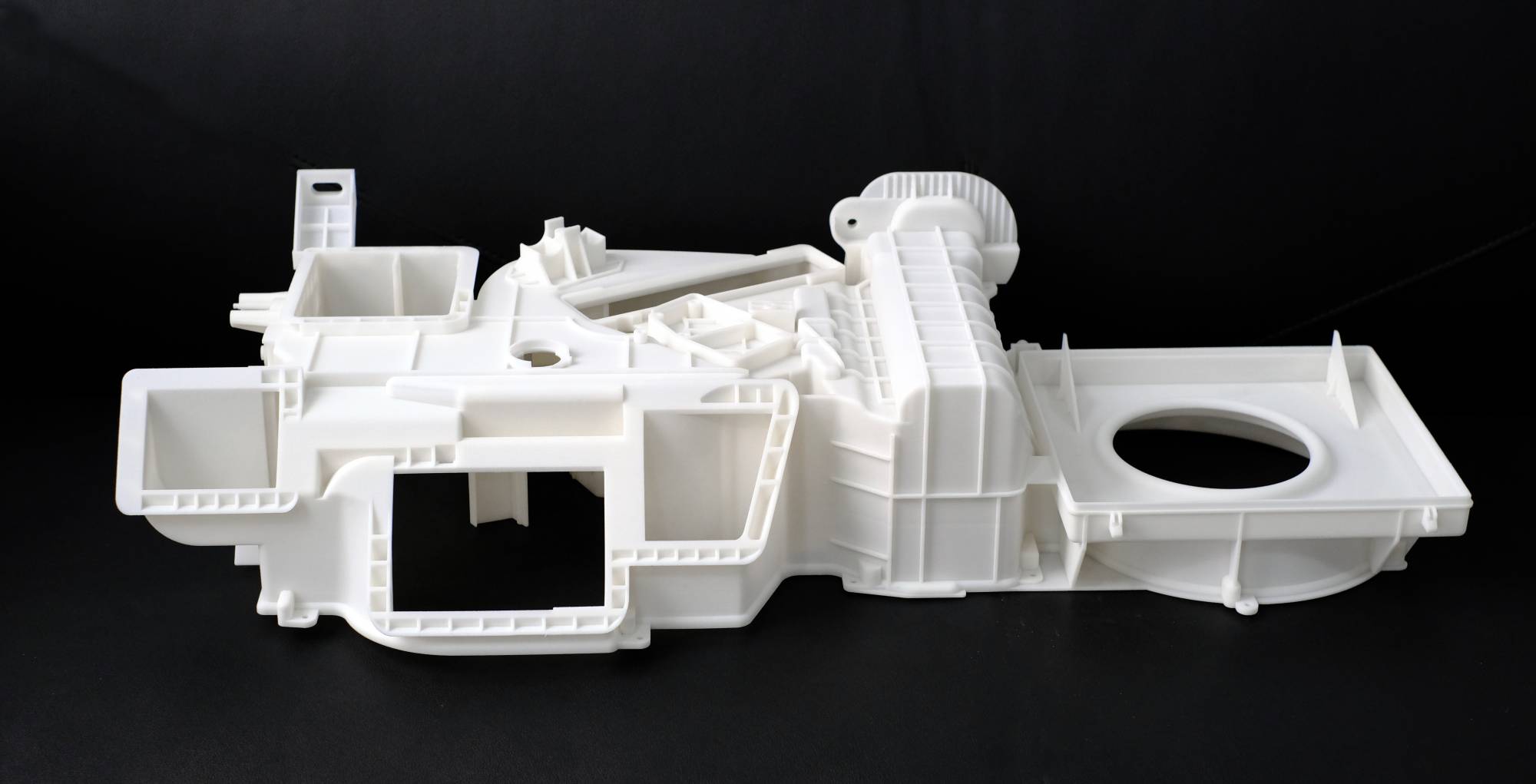
Klimaanlagengehäuse für den Automotivbereich aus PA1212.
Breites Maschinenportfolio
Neben der HT1001P Maschine, die mit zwei 100 W CO2 Lasern ausgestattet ist, sind noch drei weitere Polymermaschinen verfügbar. Im Metallbereich bietet Farsoon drei Systeme mit unterschiedlichen Bauraumgrößen an. Für einen Großteil der am Markt verfügbaren Standardwerkstoffe – sowohl Kunststoff als auch Metall – stehen Parametersätze zur Verfügung und ermöglichen dem Anwender so den Einstieg. Die ebenso von Farsoon stammende BuildStar und MakeStar Software ermöglicht ein einfaches Aufbereiten der Modelldaten und Vorbereiten des Baujobs sowie das Anpassen der Prozessparameter an die jeweiligen Material- und Anwendungsspezifischen Anforderungen. Dabei stehen sowohl manuelle als auch automatische Kontroll-Modi zur Verfügung. Die Anpassung der Prozessparameter ist im Betrieb in real-time jederzeit möglich. Außerdem stehen zahlreiche Diagnosemöglichkeiten zur Verfügung um den Bauprozess stets im Blick zu haben.
„Uns ist klar, dass die Anwender den Fertigungsprozess permanent unter Kontrolle haben möchten. Darum stellen wir geeignete Werkzeuge zur Verfügung. Die Anwender sollen in die Lage versetzt werden, auch jederzeit auf den Fertigungsprozess Einfluss nehmen zu können. Es reicht eben nicht aus, zu wissen, was in der Maschine gerade passiert, es ist schon nötig gegebenenfalls auch eingreifen zu können. Unsere Kunden kennen das aus der konventionellen Fertigung und sollen diese Flexibilität auch in der Additiven Fertigung zur Verfügung haben“, so Dr. Dirk Simon abschließend.

Der Firmenhauptsitz von Farsoon Technologies.

Das eForm Kunststoff Laser Sinter Systemsowie alle Farsoon-Systeme werden mit einer selbstentwickelten Farsoon-Software angeboten. Diese leistungsstarken Tools ermöglichen eine Vielzahl von Funktionen, von der Vorbereitung der Erstellung bis hin zu Maschinensteuerung und -bedienung. Dabei bleiben sie vollständig kompatibel mit Software und Material von Drittanbietern.
Teilen: · · Zur Merkliste