gastkommentar
Lasersintern – eine neue Fertigungstechnologie
In dieser Reihe behandelten wir bereits die Technologien Stereolithografie (SLA) und Digital Light Processing (DLP), die ihre Ursprünge und ersten Einsatzfelder im Rapid Prototyping hatten. Das Selektive Lasersintern jedoch sollte von Beginn an ein neues Fertigungsverfahren sein. Und es zeigte sich schnell, dass SLS das Zeug zu noch mehr hatte. Statt spröden Duroplasten konnten von Beginn an seriennahe Thermoplaste verarbeitet werden. Und es wurde ganz nebenbei die Tür zu völlig neuen Möglichkeiten in der Konstruktion aufgestoßen.

Timm Kragl ist seit 2006 in der Welt des 3D-Drucks zu Hause. Heute arbeitet er als herstellerunabhängiger Berater für seriennahe Anwendungen rund um die Additive Fertigung. Der Fokus liegt auf Turn-Key-Anwendungen, die digitale Prozesskette/Software und artgerechten CAD-Konstruktionen (DfAM). Sein Hauptsitz ist München, aber für Kundenprojekte ist er auch immer wieder bei Kunden vor Ort unterwegs.
Wer kennt heute Alfred Russel Wallace, den Entdecker der Evolutionstheorie? Die wenigsten! Denn als Entdecker gilt Charles Darwin und nur er erhielt den ganzen Ruhm. Dabei hatte Wallace seine Schriften dazu fast zeitgleich verfasst, jedoch noch nicht veröffentlicht, und durch seine Korrespondenz mit Darwin diesen dazu veranlasst, seine Erkenntnisse umgehend zu veröffentlichen. Ähnlich verhält es sich mit dem 3D-Druck, als dessen unbestrittener Vater Chuck Hull gilt. Aber auch hier gibt es mit Carl Robert Deckard eine Art „Wallace-Effekt“, denn Deckard hat seine Technologie des Lasersinterns zeitgleich entwickelt, war aber mit der Einreichung seines Patents etwas später dran.
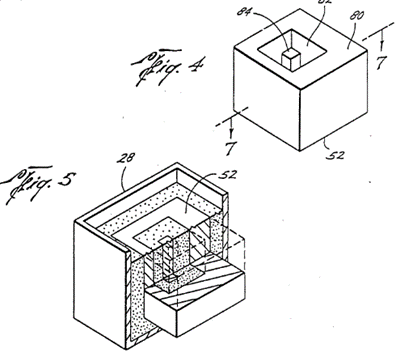
Patent-Skizzen von Deckard aus dem Jahr 1987.
Die Anfänge vom Lasersintern
1983 und ´84 war Deckard noch Student („Freshman“) an der Universität von Texas, als er die Idee für das Selektive Lasersintern (SLS) hatte und seinen Professor Joe Beaman davon überzeugte. Das erste Patent zur Stereolithografie von Hull, dem Gründer von 3D Systems Corp., wurde erst 1986 erteilt. Deckard, der bereits als Teenager entschieden hatte Entwickler zu werden, war über einen Ferienjob auf die Möglichkeiten einer neuen Technologie aufmerksam geworden: 3D CAD hatte das Potenzial, auf direktem Weg maschinelle Fertigungsanweisungen zu erzeugen. Also kombinierte er, dass die manuelle und aufwendige Erzeugung von Bearbeitungsanweisungen zur Teileproduktion bald der Vergangenheit angehören würden. Aber er ersann kein abtragendes Verfahren, sondern widmete sich dem schichtweisen Aufbau, da er geometrisch nicht eingeschränkt sein wollte. Sein Ansatz war eine beliebige Geometrie in kleine Scheiben, den Schichten, zu zerlegen und damit direkt eine Verarbeitungsmaschine zu „füttern“. Im Gegensatz zu Hull, der flüssiges Kunstharz verarbeitete, dachte Deckard über ein thermoplastisches Pulver als formlosen Stoff nach. Im gleichen Jahr von Hull’s Patenterteilung, im Jahr Oktober 1986, und mit dem ersten mittels Lasersintern 3D-gedruckten Kubus in der Hand reichte Deckard sein erstes Patent ein.
Sein Verfahren ist der Stereolithografie recht ähnlich, doch die Herausforderungen sind hier andere: thermisch bedingter Verzug, Konturschärfe der Geometrie und Pulverauftrag. Ein Laser überstreicht selektiv die Bereiche von oben, die später fest versintert werden sollen. Anders als bei der Stereolithografie löst der Laser hier keine polymere Vernetzung durch einen fotoreaktiven Prozess aus, sondern der Laser dient dem Wärmeeintrag, wodurch die Pulverpartikel miteinander verbunden werden. Der Laser bedarf also einer anderen Lichtfarbe im langwelligeren Spektrum als beim SLA-Prozess zur Erreichung der Sintertemperatur. Jedoch erfand Deckard dafür einen thermisch gekapselten Bauraum, in dem der Laser nur noch für eine geringere Temperaturdifferenz verantwortlich ist, um die Sintertemperatur selektiv zu erreichen und den Verzug zu minimieren. Der Beschichter verteilt eine frische Pulverschicht über der darunterliegenden. SLS erlangte dann in den Folgejahren ein erstes marktreifes Stadium und das führte 1987 zur Gründung der Firma DTM, welche Deckard co-gegründet hatte. DTM steht für „Desktop Manufacturing“. Wir sehen an der Wahl des Firmennamens, dass Deckard nicht von Beginn an den Musterbau als primären Zielmarkt im Blick hatte, sondern er erkannte das Potenzial seiner Idee und dachte gleich an die Entwicklung einer neuen Fertigungstechnologie. Ähnlich wie der Personal Computer ein paar Jahre früher seinen Siegeszug auf vielen Schreibtischen rund um den Globus angetreten hatte, würde auch seine Technologie wie ein PC vom Schreibtisch aus gestartet werden können. Damit würde also eine Produktion unter Umgehung hoher Kapitalaufwendungen auch in kleineren Produktionsumgebungen möglich werden.
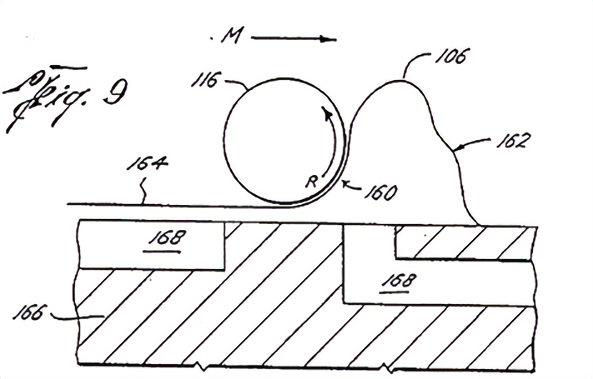
Patent-Skizzen von Deckard aus dem Jahr 1987.
Die Herausforderungen der Technologie
Eine möglichst homogene Hitzeverteilung ist in diesem Prozess das „A“ und „O“ für gute Bauergebnisse. Zum Rand hin kühlt der Bauraum schneller aus, während in der Mitte des Bauraums, dem sogenannten „Kuchen“, die Wärmeleitung schlechter ist und sich die Hitze staut. Das kann in der Mitte zur Überhitzung des Pulvers und zu extremen Verzug führen, während am Rand gegebenenfalls die Sintertemperatur nicht stabil erreicht wird. Die Wahl eines toleranten Materials war entscheidend, denn das Material muss ein recht weites „Sinterfenster“ haben. Mit Polyamid 12 (PA12) ist ein solches Material vorhanden. Es musste nur auf den Prozess angepasst werden. Es ist nicht verwunderlich, dass PA12 das mit Abstand am meisten verarbeitete Pulver auf SLS-Maschinen ist. Allerdings spricht Deckard prophetisch im Patent von der Offenheit seiner Erfindung gegenüber anderen Materialsystemen und -pulvern, wie Thermoplasten, Metallen, Keramiken und Composites. Es hat aber lange 25 bis 30 Jahre seit der ersten Vermarktung von SLS gedauert, bis schließlich auch schwierigere Materialien mit kleinerem Sinterfenster wie Polyamid 6 und 11 (PA6/PA11), Polypropylen (PP), Thermoplastisches Urethan (TPU) und Thermoplastisches Elastomere (TPE) seriennah und reproduzierbar verarbeitet werden konnten. Als härtere und steifere Alternative zum ungefüllten PA12 wird heute gerne ein Glaskugel-gefülltes PA12 Composite verwendet.
Die Bearbeitungsgeschwindigkeit hat natürlich dazu beigetragen, dass SLS andere thermoplastische Fertigungsverfahren wie Spritzguss oder Extrusion nicht im großen Stil ersetzt hat. Die Baugeschwindigkeit ist schlicht zu langsam und damit sind Stückkosten zu hoch. Diese ökonomischen Herausforderungen wurden über die Jahre immer wieder adressiert, indem mehrere Laser verbaut werden oder statt Lasern andere Wärmequellen eingesetzt wurden. So verwendete das Start-up Blueprinter aus Dänemark Thermodruckköpfe, deren Wärme vom Pulver über eine Teflonfolie entkoppelt wurden, aber dennoch die Wärmeübertragung ermöglichte. Vorher hatte bereits die Firma Voxelmask von sich Reden gemacht, die über das indirekte Bestrahlen durch infrarote Strahlung des Pulvers eine ganze selektive Maske auf das Pulverbett übertrug. Beide Ideen setzten sich am Markt nicht durch.
Eine weitere Herausforderung sind die mitgewachsenen Kundenbedürfnisse nach Farbigkeit und glatten Oberflächen. Schließlich ist die versinterte Oberfläche ja rauer als beim SLA- und DLP-Druck oder bei der eigentlichen Referenz für die Kunststofffertigung, dem Spritzguss. Insofern haben sich Firmen wie DyeMansion, Rösler/AM Solutions oder Cipres, alle aus Deutschland, AMT aus England und DLyte aus Spanien ganz darauf spezialisiert, diese Lücke zu schließen. Durch Infiltration steht eine komplette Farbpalette für Lasersinterteile zur Auswahl. Gleitschleifen wurde von etablierten Firmen wie Rösler oder Otec bereits angeboten. Aber der Abtrag vom Material ist relativ allgemein und führt schlimmstenfalls dazu, dass auch Details und Passungen abgetragen werden. DyeMansion bietet chemisches Glätten an, was dieses Problem reduziert. Natürlich machen weitere Prozessschritte das Gesamtverfahren aufwendiger und das Teile-Handling komplizierter. Dadurch werden digitale Prozessketten durch angepasste Manufacturing Execution Systeme (agile MES) für die Nachverfolgung und Dokumentation immer wichtiger. Auch automatisierte Lösungsanbieter wie etwa AM-Flow aus Holland zur Teile-Erkennung im Auspackvorgang, während des Teile-Durchlaufs beim Entpulvern, Nachverdichten und Oberflächenveredeln profitieren von der Entwicklung hin zu höheren Stückzahlen im Markt für Lasersinterteile.
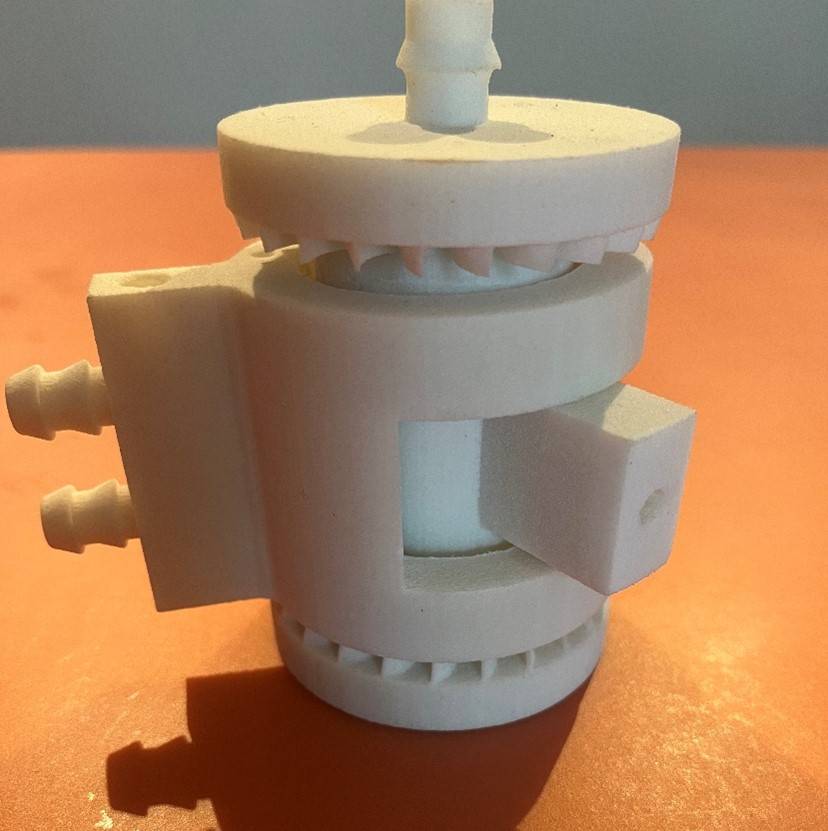
Medienführung mit Scharnierfunktion, ausgelegt für das Lasersintern.
Das Konstruieren für eine neue Fertigungstechnologie
Keine andere 3D-Drucktechnologie im Kunststoffbereich bietet so viele Designmöglichkeiten wie das Lasersintern. Natürlich sollte auch für das Fused Deposition Modeling (FDM) „artgerecht“ konstruiert werden. Aber die pulverbasierten Technologien sind prädestiniert für Design-optimiertes Konstruieren, im Englischen DfAM genannt. Es gibt unzählige Möglichkeiten für Funktionsintegration und Bauteilzusammenfassung, um Montageaufwand einzusparen. Zudem können Elastizitäten und Steifigkeiten selektiv durch das Generieren von Gitterstrukturen in ein Bauteil eingebracht werden. Technische Teile können so ausgelegt werden, dass sie bei der Montage und Kalibrierung der Systeme weniger Zeit beanspruchen. Es wird häufig kolportiert, dass jede Konstruktion und Geometrie sich durch SLS in die Realität umsetzen lässt. Das ist natürlich so nicht korrekt. Es müssen auch hier Konstruktionsregeln wie bei jedem anderen Fertigungsverfahren eingehalten werden. So bedarf es zur Ausbildung eines in sich beweglichen Scharniers der Einhaltung eines Mindestspalt-Maßes oder von Mindest-Wandstärken. Auch die Ausrichtung und Platzierung im Bauraum spielt nach wie vor bei der Ausbildung von Details wie erhabener oder vertiefter Schrift oder feinen Strukturen eine Rolle. Diese Informationen gehen manchmal zwischen Konstrukteuren und externen Produzenten verloren. Durchströmte Rohre und Leitungen können die wildesten Formen annehmen, ohne dass dafür in aufwendige Blasformen und Extrusionswerkzeuge investiert werden muss. Es bedarf lediglich einer geeigneten nachgelagerten Prozesskette mittels Glaskugel-Verdichten und chemischem Glätten, um eine ausreichende Dichtheit gegenüber Medien herzustellen. Auch im Designbereich für Lampen und anderen Objekten für die Designerwohnung hat das Lasersintern seinen Markt gefunden.
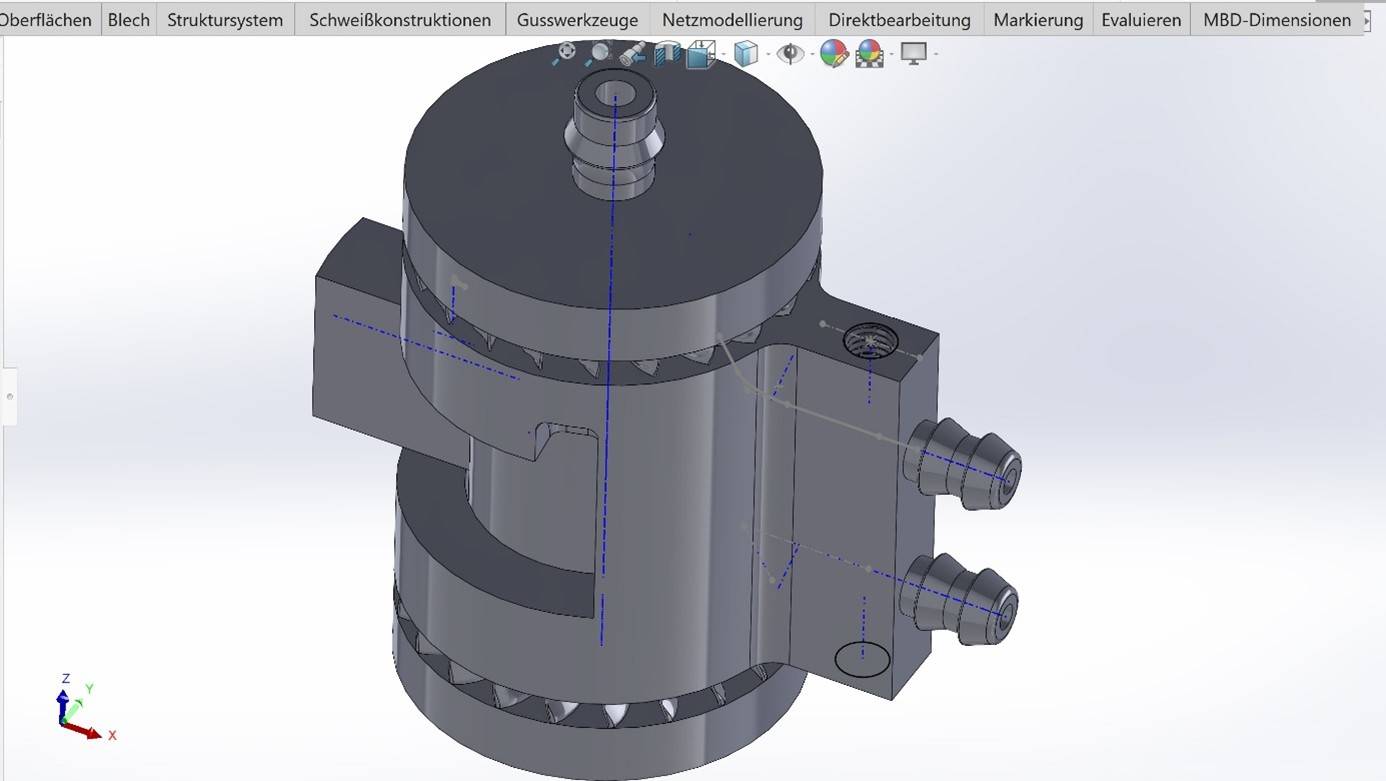
Medienführung mit Scharnierfunktion, ausgelegt für das Lasersintern. CAD-Version

Mit SLS lassen sich komplexe Bauteile auch ohne Stützgeometrien einfach herstellen und sind dabei belastbar.
Der Markt heute
2001 kaufte 3D Systems DTM für 45 Millionen US Dollar, was in der damaligen Zeit noch ein stolzer Betrag für einen Merger im Umfeld der Additiven Fertigung war. Seit 1989 ist ein deutscher Marktteilnehmer, die Firma EOS aus Krailing bei München, im SLS-Umfeld bekannt und hat nennenswerte Marktanteile gewonnen. Anders als 3D Systems fokussierte sich EOS ganz auf das Lasersintern von Kunststoffen und Laserschmelzen von Metallen und verzichtete auf das Geschäft mit der SLA-Technik. 3D Systems stellte sich breiter auf und entwickelte auch andere 3D-Druck-Technologien weiter, was zu Lasten einer damals noch führenden Stellung im Bereich des Lasersinterns ging.
Der Markt heute ist vielschichtiger geworden und es gibt neue Konkurrenten im Markt für Lasersintern. Seit 2018 hat sich viel getan. Farsoon aus China hat eine starke Präsenz in Europa und Nordamerika aufgebaut und kooperiert über ein offenes Materialkonzept mit fast allen Herstellern von Kunststoffpulvern für die Additive Fertigung. Firmen wie Prodways aus Frankreich und Formlabs aus den USA haben günstigere Maschinen auf den Markt gebracht. Doch die größte Neuvorstellung der letzten Jahre war 2016 die Einführung der Multijet-Fusion (MJF)-Technologie von Hewlett-Packard (HP), dem kleinen, aber schnell erwachsen gewordenen Bruder des Lasersinterns. Die Zielgruppe und der Markt von MJF sind der gleiche wie bei SLS. Die Materialien sind ähnlich oder fast identisch. Anders als bei SLS ist kein Laser verantwortlich für das Versintern des Pulvers, sondern Infrarotlampen und Wärmestrahler, die über das selektive Aufdrucken von Tinten aufs Pulver für eine höhere Wärmeabsorption des Pulvers sorgen. Die sogenannten Fusing-Tinten und Detailling-Tinten absorbieren die Wärmestrahlung und garantieren die notwendige Konturschärfe.
Zudem kamen seit 2015 kleinere Tisch-Geräte auf den Markt, die den Namen Desktop-Drucker wirklich verdienen. Vertreter sind die Firmen Sinterit aus Polen und Sintratec aus der Schweiz. Die Weiterentwicklung von Faserlasern begünstigen einen Trend, der auch von anderen 3D-Drucktechnologien bekannt ist. Ähnlich wie beim Filamentdruck und der Stereolithografie entwickelt sich ein Einsteigersegment aus der Maker-Ecke mit günstigen, aber kleineren Geräten. Diese Konkurrenz von beiden Seiten, Einstieg wie professionelle Fertigung, belebt das Geschäft und gefährdet die Wachstumsraten der etablierten Platzhirsche, was sowohl bei 3D Systems als auch bei EOS in der letzten Zeit zu Entlassungen von Mitarbeitern führte.
Heute ist Lasersintern aus dem 3D-Druck nicht wegzudenken. Produzierende Firmen haben eine SLS-Maschine in der Fertigung stehen und es gibt eine ganze Heerschar an auftragsfertigenden Dienstleistern. Die Schwelle zur Serienfertigung wurde durch neue Technologien und verstärkte Konkurrenz immer weiter aufgetan. Gegenüber etablierten Kunststoff-Fertigungsmethoden wird Lasersintern auch bei größeren Stückzahlen immer wirtschaftlicher.

Technische Komponenten sind oft ohne große Nachbeareitung einsetzbar. Entpulvern und Strhalen kann oft schon genügen.
Der Baubereich von SLS-Maschinen beinhaltet den Coater zum Auftragen des Materials und oben die Scaneinheit, über die der Laserstrahl die Baufläche abtastet.
Was ist weiter zu erwarten?
Das Materialgeschäft ist weiterhin spannend und innovativ. Durch enge Prozesskontrolle und verbesserte Belichtungsstrategien mittels flexibler Anpassung der Laserleistung und geometriespezifischem Hatching wird breiterer Materialeinsatz gefördert. Auch ein einfacherer Austausch von Materialien wird angestrebt, damit die Maschinen flexibler fertigen können. Mit Materialherstellern wie BASF, Evonik, Lehmann&Voss und Arkema, die neue Pulvermaterialien herstellen, bieten sich immer mehr Alternativen und Wettbewerb, ähnlich wie auf der Maschinen-Herstellerseite. Wichtig ist in diesem Zusammenhang auch die Automatisierung und Vereinfachung von Design und Konstruktion, um angepasst und schnell fürs Lasersintern Bauteile entwickeln zu können und so die Vorteile der Technologie ohne hohe Entwicklungskosten auch bei kleineren Stückzahlen ausnutzen zu können. Die Schritte von der Entnahme aus der Maschine bis zum fertigen Produkt für verschiedene Einsatzzwecke wie Sondermaschinenbau mit hochbeweglichen Komponenten oder Medien-durchströmten Subsystemen werden in Zukunft noch weiter automatisiert und besser dokumentiert. Dann können auch zertifizierte Branchen wie die Lebensmittelindustrie und Medizintechnik problemloser adressiert werden und die Anwender diese Technologie bedenkenlos im größeren Stil nutzen.
Teilen: · · Zur Merkliste