Neuer Stern am Verfahrenshimmel?
Das Powder Layer Fusion (PLF)-Verfahren der TU Graz: In der Additiven Fertigung gibt es eine Vielzahl an Verfahren, die sich mehr oder weniger gut für den industriellen Einsatz eigenen. Kriterien hinsichtlich Genauigkeit oder Nachbearbeitungsaufwand, aber auch Themen wie Produktivität und Skalierbarkeit wirken oft begrenzend. An der TU Graz wird derzeit ein Verfahren entwickelt, das das Potenzial hat, allen Bedürfnissen der Industrie gerecht zu werden. Das Team rund um Univ.-Prof. DI Dr. techn. Franz Haas forscht an der Technologie für das Selective Light Emitted Diodes based Melting of Metals, kurz SLEDM, und transferiert die Methode in eine industriell nutzbare, auf Kundenwünsche anpassbare Maschinentechnologie. Ein Startup steht unmittelbar vor der Gründung. Von Georg Schöpf, x-technik

SLEDM-Prototyp für die Medizintechik.
Shortcut
Aufgabenstellung: Komplexe Metallteile mit LED-Lichtquellen aus reinem Pulver oder Pulvermischungen hochproduktiv herstellen.
Material: Sämtliche Metallpulver und Pulvermischungen.
Lösung: LED, aber auch Laser mit Fokussiereinheit schmilzt durch eine Glas- oder Keramikplatte selektiv Metallpulver auf. Das Bauteil entsteht von oben nach unten und wird durch die Bauplattform aus dem Pulver-Layer herausgezogen.
Nutzen: Einfacher Maschinenaufbau, Reduktion der erforderlichen Pulverfüllung auf das absolute Minimum, hoher Pulver-Ausnutzungsgrad, Energieeffizienz, Möglichkeit einer flächigen Belichtung.
Speziell im Bereich der additiven Metallteilefertigung hat sich die Industrie stark auf das Laser Powderbed Fusion LPBF, oder auch SLM, konzentriert. Die Maschinen werden größer und leistungsfähiger und auch die Prozesse laufen mittlerweile relativ stabil. Damit ist das Verfahren, neben Electron Beam Melting EBM und Binderjetting durchaus auch schon im Serieneinsatz anzutreffen. Freilich ist der Einsatz der Additiven Fertigung im Bereich der Einzeilteil-, Prototypen- und Kleinserienfertigung eher gefragt, bildet aber in der Industrie mittlerweile schon eine feste Größe. Mit der Erschließung weiterer Materialien und auch effizienterer, bauzeitparalleler Nachbearbeitungsmethoden gewinnt die Technologie immer mehr an Bedeutung in der industriellen Fertigung.
Wozu also noch ein weiteres Verfahren? „Das Selektive Laserschmelzen im Pulverbett ist ganz gut etabliert. Es gibt dieses Verfahren mittlerweile lange genug, dass man die wesentlichen Kinderkrankheiten allmählich ausmerzen konnte. Trotzdem ist das Verfahren rein technologisch mit einigen Schwierigkeiten behaftet, die sich trotz aller Mühen nur sehr schwer überwinden lassen. Das hat in erster Linie mit den grundlegenden Regeln der Physik zu tun und ist sicherlich nicht den Ingenieuren anzulasten, die mit sehr cleveren Lösungen versuchen, diese Probleme in den Griff zu bekommen. Da ist allen voran das Problem mit der Wärmeakkumulation im Pulverkuchen, die zu unschönen Effekten mit Ansinterungen, speziell in Hohlräumen, führt. Ebenso sind die Unterseiten von Strukturen und Überhängen in der Oberflächenqualität nicht ideal und die Erfordernis, Restpulver aus Hohlräumen entfernen zu müssen, stellt oft eine ziemliche Herausforderung dar“, beschreibt Univ. Prof. Dr. Franz Haas, Leiter des Instituts für Fertigungstechnik und Dekan der Fakultät für Maschinenbau und Wirtschaftswissenschaften der TU Graz die Ausgangslage in der additiven Metallteilefertigung.

Das allererste Teil, das mit dem neuen Verfahren hergestellt wurde.
Zum Institut:
Am Institut für Fertigungstechnik der TU Graz sind derzeit insgesamt 39 Mitarbeiter und Kollegen tätig. Das Institut unterteilt sich dabei in vier wesentliche Betätigungsfelder: Die Zerspanungsforschung repräsentiert die Kernkompetenz des Institutes für Fertigungstechnik und gliedert sich in die Bereiche Spanen mit geometrisch bestimmter Schneide und Hochleistungsschleifen. Im Fokus steht das Gesamtsystem aus Werkzeugmaschine, Vorrichtungsbau, Werkzeugorganisation und Automatisierung. Der Fachbereich Fluidtechnik bietet Beratungen sowie Berechnungen im Bereich Hydraulik und Pneumatik an. Auch Beratung bezüglich der Auslegung von Anlagen und Komponenten wird geboten. In seinen Laboratorien bietet das Institiut für externe Personen Schulungen bezüglich Funktionalität, Sicherheit und Energieeffizienz von fluidtechnischen Anlagen an. Im Forschungsbereich Additive Manufacturing stehen innovative Fertigungs- und Informationstechnologien im Mittelpunkt. Diese ermöglichen eine hohe Effizienz und gleichzeitig große Flexibilität bei der Herstellung von Produkten. „Last but not least“ stellt die Smart Factory der TU Graz einen Technologie-Inkubator dar, der jüngst mit einem 5G-Campus-Netz ausgestattet wurde, um IIoT-Use-Cases zu entwickeln und zu testen.
Technologische Grenzen als Anreiz
„Wir haben uns Gedanken darüber gemacht, wie wir diesen begrenzenden Themen effektiv entgegenwirken können. Dazu haben wir uns die unterschiedlichsten Verfahren angesehen und jeweils die wesentlichen Vorteile herausgearbeitet und zusammengetragen, welche Kernkriterien zu diesen Vorteilen führen. Also eine klassische induktive Kriterienerhebung. Begleitet von Untersuchungen zum Thema Hochleistungs-LEDs als Energiequelle entstand so eine technologische Kombination, die in der Konzeption des SLEDM-Verfahrens mündete“, präzisiert Haas. Wenn man das neue Verfahren unabhängig von der Energiequelle definieren möchte, also auf die Beifügung Laser oder LED verzichtet, eignet sich Powder Layer Fusion (PLF) als normungsgerechte Bezeichnung.
Das Grundkonzept besteht darin, wie auch bei anderen pulverbettbasierten Verfahren, das Ausgangsmaterial in einer dünnen Pulverschicht aufzutragen. Anders als bei den anderen Verfahren liegt die Bauplattform jedoch nicht unten, sondern wie bei einigen Maschinen der Stereolithografie oben. Das Pulver wird auf eine Glasplatte aus hochtemperaturbeständigem Glas aufgetragen, die Bauplattform auf das Pulverbett abgesenkt und anschließend von unten belichtet. Die Belichtung erfolgt über eine LED-Lichtquelle, die über ein spezielles Fokussiersystem gebündelt für einen frei fokussierbaren Energieeintrag sorgt. Dabei wird die Belichtungsquelle über ein kartesisches Achssystem unter der Bauplattform bewegt. Nach dem Belichten der Bauschicht wird die Bauplattform abgehoben, eine neue Pulverschicht aufgetragen und der Vorgang wiederholt sich, daher auch der neue Überbegriff Powder Layer Fusion (PLF).
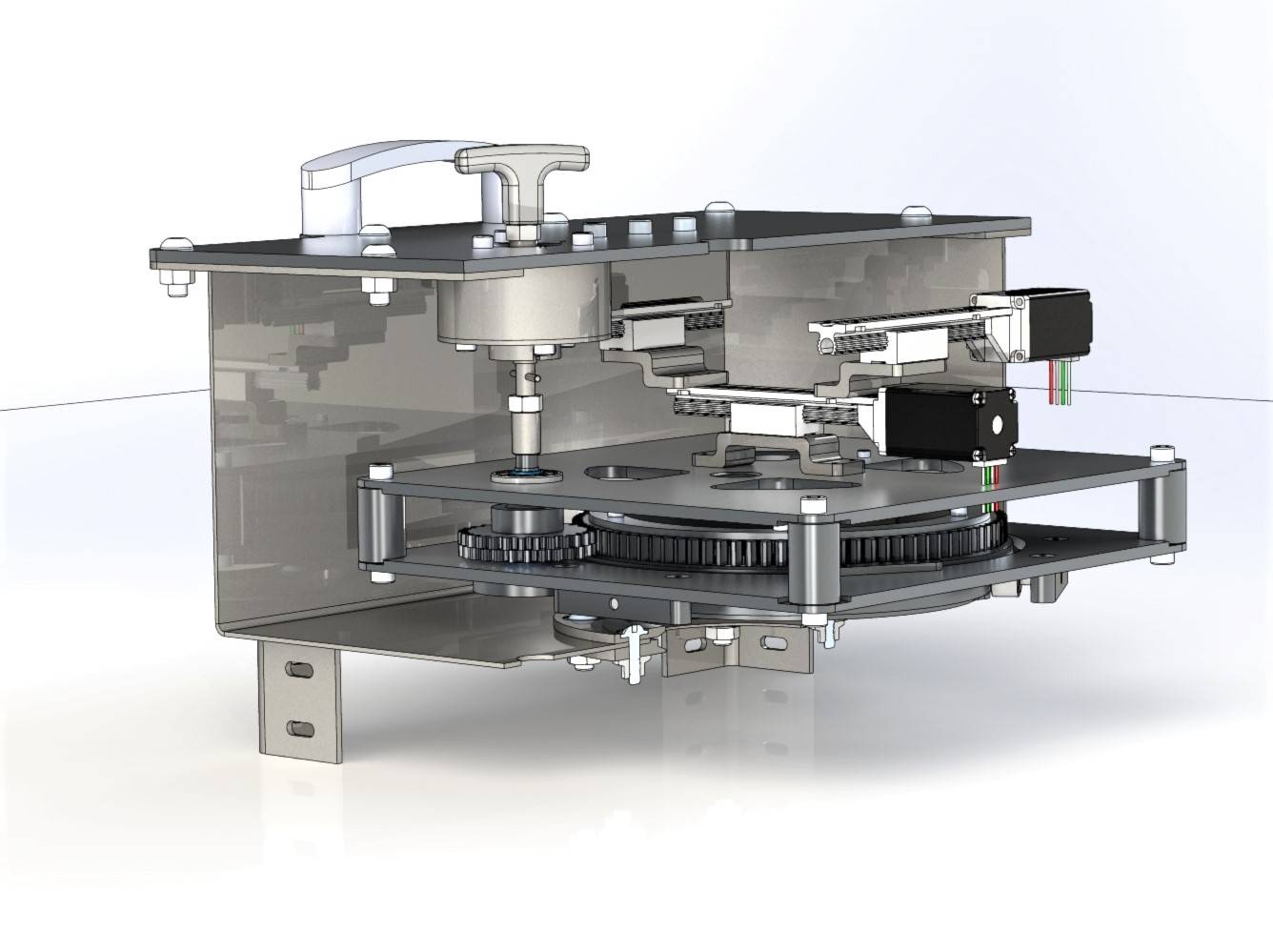
Der Testaufbau der Baukammer für Parameterstudien.

Univ.-Prof. DI Dr. techn. Franz Haas
Leiter des Instituts für Fertigungstechnik und Dekan der Fakultät für Maschinenbau und Wirtschaftswissen
„Mit dem SLEDM-Verfahren ist es uns gelungen, bekannte Physik, bewährte Hochleistungs-Technologie und innovatives Anlagendesign in einem neuen Additiven Fertigungssystem zu vereinen.“
Kleines Detail, große Wirkung
„In den Versuchen ist es gelungen, ein sauberes Aufschmelzen des Pulvers zu bewerkstelligen. Durch Verlagern des Fokuspunktes über die Glasplatte erfolgt ein maximaler Energieeintrag oberhalb der Glasplatte. Ebenso wird der Schmelztropfen durch die Kohäsionskräfte und die Oberflächenspannung nach oben zur Bauplattform oder bereits gebauten Teil gezogen. Damit bleibt die Glasplatte intakt und erleidet keinen Schaden“, hebt der Institutsleiter hervor.
Wesentliche Vorteile des neuen Verfahrens bestehen darin, dass das Bauteil nicht wie sonst in einen Pulverkuchen eingebettet ist. Damit wird das sonst problematische Anhaften von Restpulver vermieden. Auch die Herstellung von Hohlräumen ohne Abflussöffnung für Restpulver ist damit möglich. Ebenso ist bei der Herstellung von Kanälen und Überhang-Geometrien ein Abstützen nicht erforderlich, was den Nachbearbeitungsaufwand enorm reduziert.
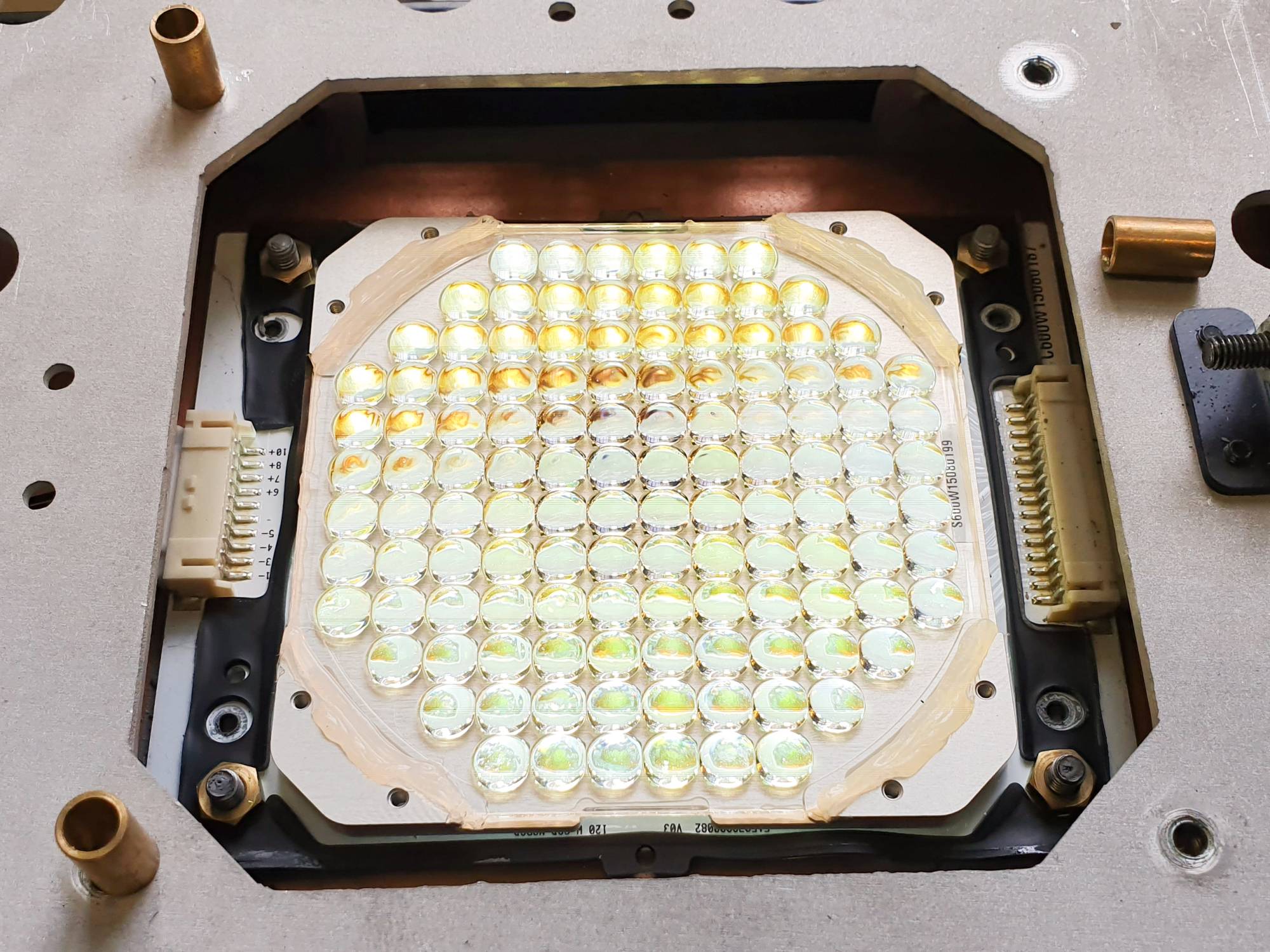
Das LED-Array sorgt für den Enerigeeintrag. Das Testarray besteht aus 120 Einzel-LEDs.
Freie Zugänglichkeit während dem Druckprozess
Einen besonderen Vorteil des Verfahrens macht Haas besonders stolz: „Da das Bauteil während des Druckprozesses in der Baukammer frei zugänglich ist, ergeben sich für dieses Verfahren eine dramatische Einsparung an der Menge an benötigtem Metallpulver sowie die Möglichkeit einer gezielten Wärmebehandlung des Bauteiles während des Druckprozesses. Das führt einerseits dazu, dass wir es mit wesentlich geringeren Verzugsproblematiken zu tun haben und bringt uns andererseits enorme Vorteile in der Metallurgie des hergestellten Teils. Insbesondere die Gefahr der unerwünschten Martensitbildung kann damit gebannt werden.“ Dazu komme auch, dass durch die Temperaturführung kein Schmauch entsteht, wie man es sonst bei den schweißähnlichen Verfahren kennt und der grundsätzlich zu Problemen führt.
Hinsichtlich Produktivität verspricht das Verfahren weitere Vorteile. Die Optik für die Belichtung erlaubt eine hohe Varianz in der Fokussierung. Damit kann mit sehr engem Fokus und verringerter LED-Leistung eine feine Kontur abgefahren und die Flächen des jeweiligen Slices mit weitem Fokus und hoher LED-Leistung gefüllt werden. Eine Belichtungsfläche mit mehreren Quadratmillimetern und darüber hinaus ist damit realisierbar.
Neuartige Energietransmission
„Die verwendeten Hochleistungs-LEDs haben den großen Vorteil, dass das Licht mit technisch gut ausgereiften Kollimatoren parallelisiert werden kann. Das ermöglicht es, auch größere Arrays von LEDs zu bündeln, was einer möglichen Skalierung des Systems zugutekommt. Jede einzelne LED wird dazu mit einer TIR-Optik (Anm.: TIR = total-internal-reflection) ausgestattet, die die Funktion des Kollimators erfüllt. Eine kreisförmige Anordnung vieler Hochleistungs-LEDs bildet eine Matrix mit einer Leistung zwischen 0,6 – 1,0 kW. In diversen Versuchsreihen wurden mithilfe eines solchen LED-Scheinwerfers und Sammellinsen bereits Schmelztemperaturen von bis zu 1.000° C erreicht. Wir haben es hier mit bereits sehr ausgereifter Technologie zu tun, die einfach um ein Anwendungsfeld reicher wird“, beschreibt DI Patrick Aschauer, Dissertant am Institut für Fertigungstechnik.
Dadurch bietet die Verwendung von Hochleistungs-LEDs als Energietransmitter zusätzlich die Möglichkeit, fein abgestufte Leistungsgradienten bereitzustellen, da wahlweise LEDs zu- oder abgeschaltet werden können, ohne die Fokussierung anpassen zu müssen. „Damit ist es uns gelungen, bestehende Erkenntnisse aus der Physik, erprobte Technologie und innovatives Anlagendesign unter einen Hut zu bringen. Der nächste Schritt ist es, im Rahmen einer Unternehmensgründung diese bereits patentierte Technologie zur Marktreife zu bringen und maßgeschneidert auf die Bedürfnisse und Anforderungen der unterschiedlichen Industriebranchen weiterzuentwickeln. Dafür sind wir aktuell auf der Suche nach Industriepartnern, die uns dabei aktiv unterstützen können", fordert Geschäftsführer Dr. Stefan Griesser zusammenfassend zur Mitwirkung und Partnerschaft auf.
Teilen: · · Zur Merkliste