voxeljet VX200 HSS: HSS zur flexiblen Produktion von Funktionsbauteilen
Bei HSS handelt es sich um ein neues 3D-Druck-Verfahren, mit dem sich funktionale Prototypen sowie Endverbraucherteile werkzeuglos fertigen lassen. Mögliche Anwendungsfelder sind z. B. Automotive-Interieur-Teile oder auch Produktverpackungen. Daneben setzt die VX200HSS von voxeljet als vollständig offenes und individualisierbares System neue Maßstäbe im Hinblick auf Flexibilität und Anpassungsfähigkeit auf verschiedenste Materialien.

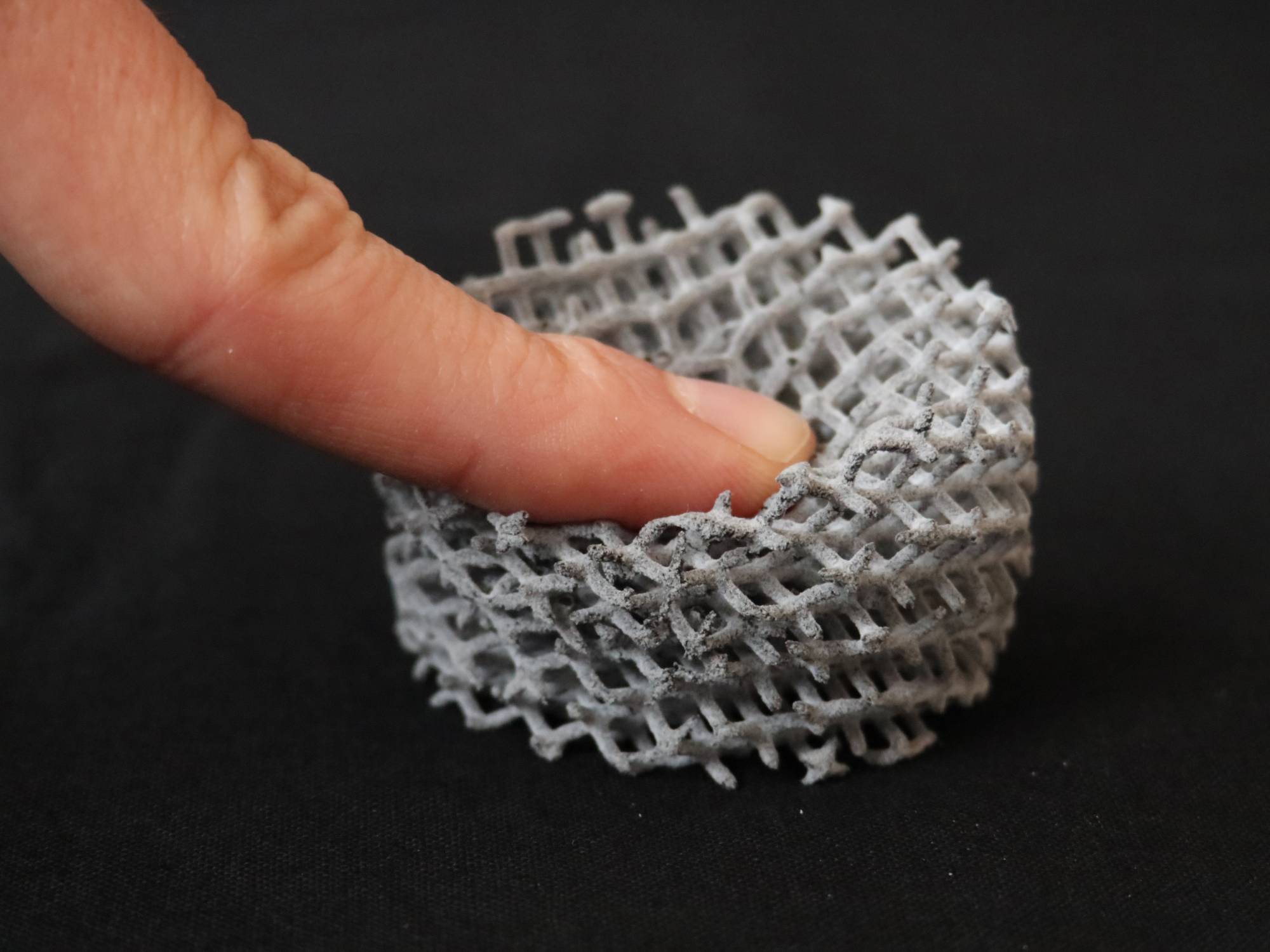
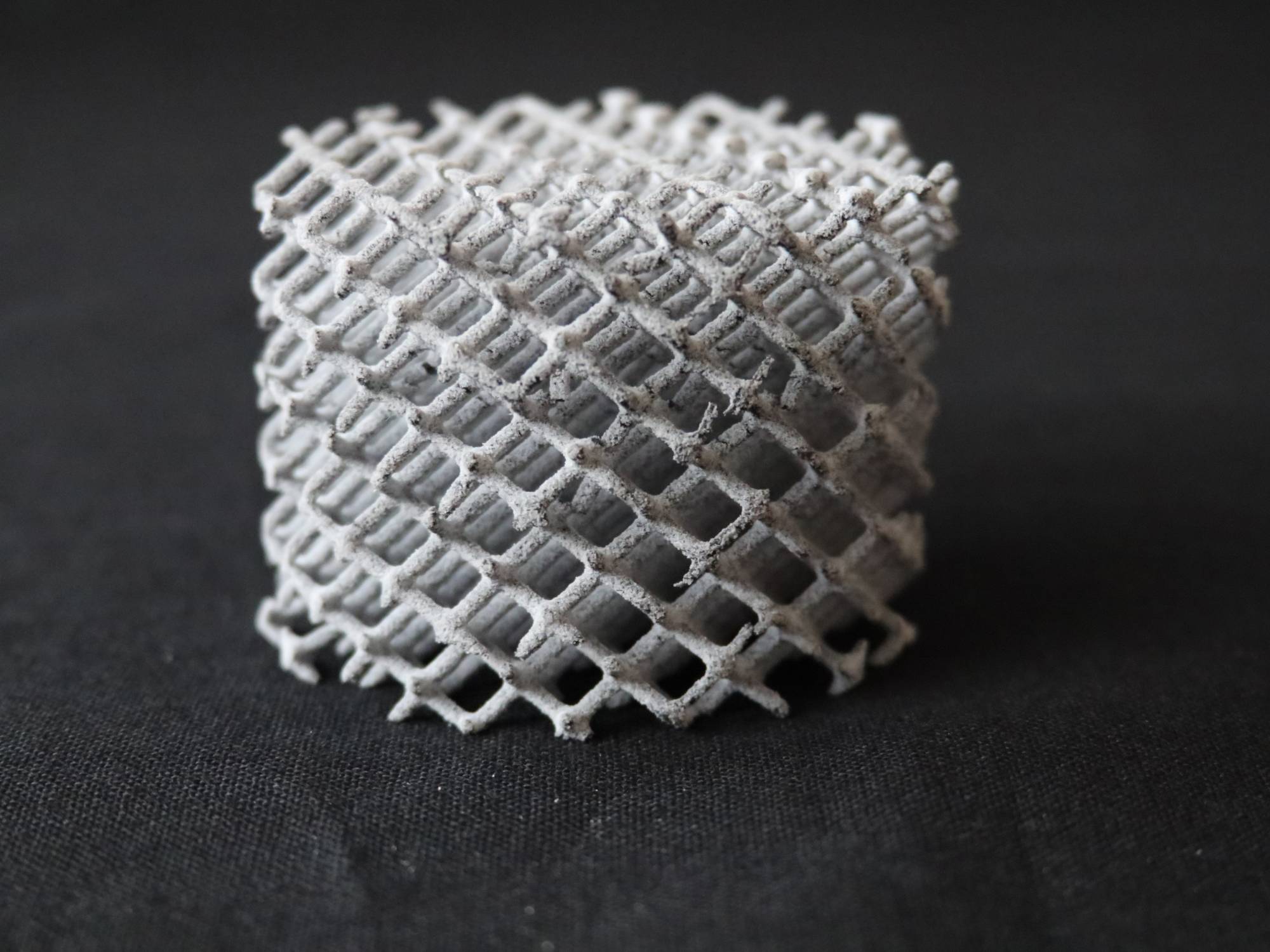
HSS Bauteile zeichnen sich durch hohe Flexibilität und Beständigkeit aus. Präzise Kanten und scharfe Details sind ebenso Eigenschaften von HSS.

Dr. Ingo Ederer
CEO, voxeljet AG
„Die Open Source Strategie ermöglicht es jedem Nutzer, die Anlage nach seinen individuellen Anforderungen zu betreiben. Die Vielfalt der Einsatzmöglichkeiten ist mehr als beeindruckend.“
Der High-Speed-Sintering-Prozess kombiniert die Vorteile zweier bestehender, additiver Verfahren: die des selektiven Lasersinterns und des Binder-Jettings. Mit dem Lasersintern lassen sich bereits heute viele Pulvermaterialien zu funktionalen Prototypen mit guten mechanischen Eigenschaften verarbeiten. Das Binder-Jetting besticht hingegen mit hohen Durchsätzen und großen Bauräumen. So bietet das High-Speed-Sintering erstmalig die Möglichkeit, Bauteile mit spritzgussähnlichen Materialeigenschaften wirtschaftlich und in großer Zahl in 3D zu drucken.

Der High-Speed-Sintering-Prozess
Beim HSS Verfahren wird eine dünne Schicht aus Kunststoffpulver, beispielweise PA12-oder TPU-Pulver, auf eine beheizte Bauplattform aufgetragen. Anschließend werden die Bereiche des Baufelds, an denen der Prototyp entstehen soll, mit einem sogenannten IR-Absorber bedruckt. Dabei handelt es sich um eine Infrarotlicht absorbierende Tinte. Dann wird die Schicht mit Infrarotlicht bestrahlt. Die bedruckten Bereiche nehmen die Strahlung viel stärker auf als das unbedruckte Pulver, erhitzen sich dabei und versintern. Das unbedruckte Pulver bleibt lose. Zuletzt senkt sich die Bauplattform um eine Schichtstärke ab. Dann startet der Vorgang von neuem und wiederholt sich, bis der Aufbau des gewünschten Bauteiles abgeschlossen ist. Anschließend werden die gesinterten Teile im Bauraum kontrolliert abgekühlt, bevor sie entnommen und entpackt werden können.
Im Unterschied zu laserbasierten Verfahren kann das gesamte Baufeld in nur einer Überfahrt bedruckt werden, was neben dem Performancegewinn auch eine konstante Schichtzeit, unabhängig von Größe und Komplexität der Teile, ermöglicht. Der industrielle Inkjet-Druckkopf weist bei 3.000 individuell ansteuerbaren Düsen eine Auflösung von 360 dpi auf, wodurch kleinste Details bei hoher Kantenschärfe präzise abgebildet werden können.
Bezüglich Schichtstärke kann aktuell je nach Materialauswahl zwischen 80 und 100 µm variiert werden. Die Auflösung des Druckkopfes in Kombination mit einer dünnen Schichtstärke ermöglicht die Herstellung feinster Strukturen mit Wandstärken von bis zu 0,15 mm. Die hochwertige Qualität der Bauteile wird außerdem durch hohe Genauigkeit und eindrucksvolle Kantenschärfe unterstrichen. Im Gegensatz zu anderen 3D-Druckverfahren benötigt HSS neben dem IR-Absorber kein weiteres Druckfluid, was sich äußerst positiv auf die laufenden Kosten auswirkt.

Funktionsbauteile wie bspw. Schnallen lassen sich problemlos mit HSS fertigen.
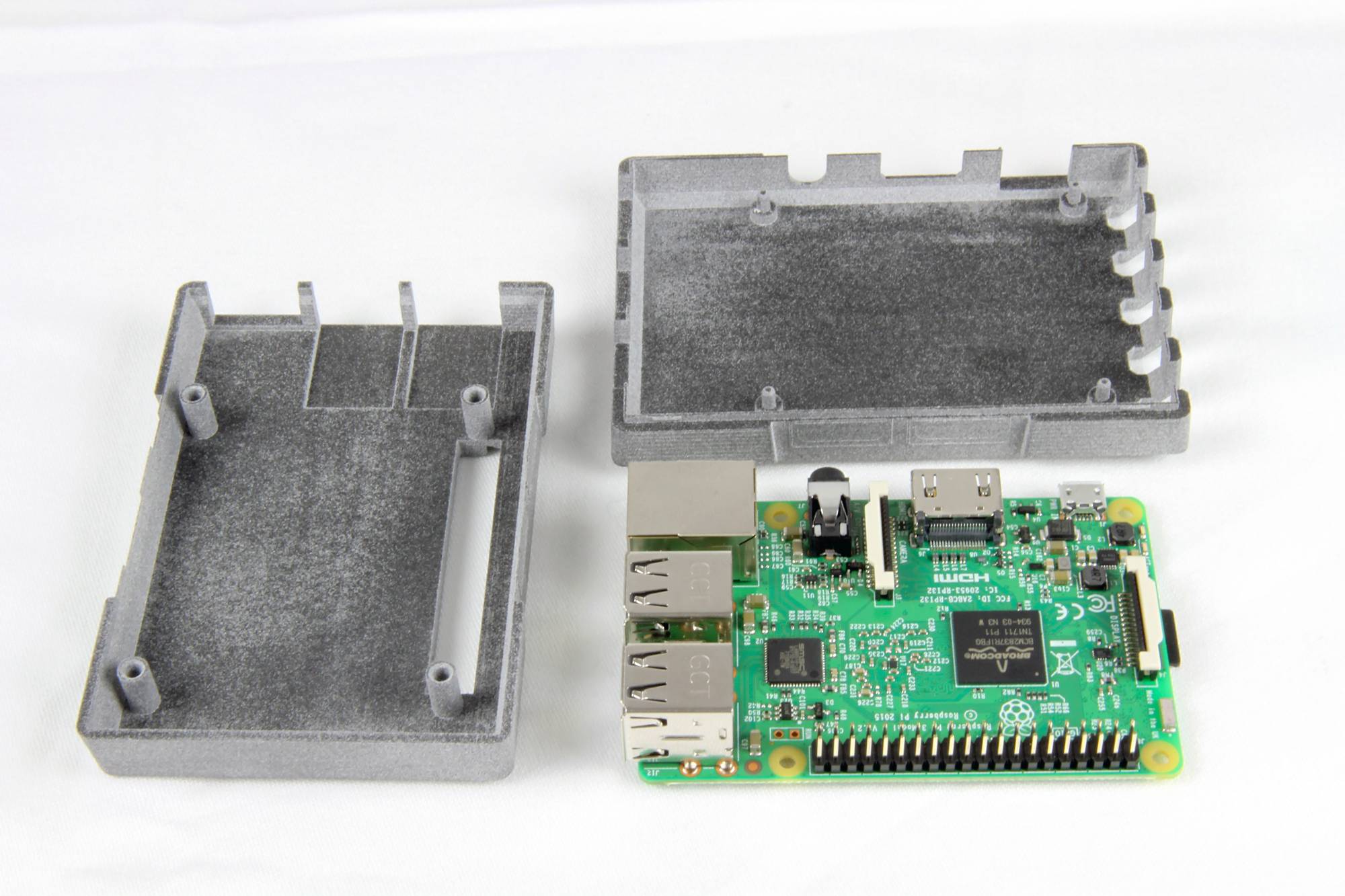
3D gedrucktes HSS Gehäuse eines Mini-Computers.


Kantenschärfe und hohe Präzision bei der Fertigung flexibler Bauteile.
Individuelle Flexibilität
Die VX200 HSS von voxeljet bietet ganz besondere Open-Source-Möglichkeiten: Mit der neuen Steuerungssoftware ProPrint können Anwender in wenigen Schritten kundenspezifische Makros programmieren und einfügen, um schnell geeignete Parameter für die selbst gewählten Materialien zu entwickeln. Zudem lässt sich mit der Software individuelles Prozess-Data-Mining betreiben, wodurch unterschiedlichste Prozessdaten bei Bedarf aufgezeichnet und ausgewertet werden können. Daraus ergibt sich für den Nutzer die Wahl zwischen der Verwendung von voxeljet qualifizierten Materialien oder der Entwicklung eigener Materialsets und Parameter.
Einer der ersten Nutzer der HSS Technologie ist das Spezialchemieunternehmen Evonik Resource Efficiency GmbH. Frau Dr. Monsheimer, die das Marktsegment Neue 3D-Druck Technologien leitet, arbeitet bereits seit geraumer Zeit mit der HSS Technologie: „Wir wollen verschiedene Materialien mit unserer VX200 verarbeiten: von PA12 und PA613 bis hin zu PEBA. Wir sind im Material-Portfolio allerdings nicht begrenzt. Die HSS Technologie von voxeljet lässt es zu, das Zusammenspiel zwischen Material und Maschine zu optimieren und somit das bestmögliche Material anbieten zu können“, erklärt Monsheimer. „Die Bereitstellung einer offenen Maschine mit einer so hohen Flexibilität an Materialmöglichkeiten und einem schnell anpassbaren Verfahren wie dem Binder Jetting ist definitiv ein Alleinstellungsmerkmal.“
Geeignete Pulvermaterialien müssen nur wenige Anforderungen erfüllen: es muss z. B. eine ausreichende Fließfähigkeit gewährleistet sein. Diese ist abhängig von der durchschnittlichen Korngröße (30 bis 70 µm), dem Feinpulvergehalt und der Kornbeschaffenheit. Aktuell können nur Pulver mit einer geringen thermischen Leitfähigkeit und einer Schmelztemperatur von unter 190° C prozessiert werden. Darunter fallen derzeit fast alle gängigen, im Lasersintern verwendbaren Pulvermaterialien wie z. B. Polyamid 12.
Die Entwickler von voxeljet arbeiten jedoch kontinuierlich an einer Vergrößerung des Materialportfolios. Durch das vollständig anpassungsfähige Temperaturmanagement können künftig Elastomere wie beispielsweise TPU mit besonders flexiblen und elastischen Materialeigenschaften mit der VX200HSS verarbeitet werden.
Aufgrund dessen, dass der Hitzeeintrag im HSS schonend erfolgt, öffnet sich zudem eine größere Auswahl an verarbeitbaren Materialien, als bei laserbasierten Verfahren. So wird vermutet, dass sich auch niederschmelzende Thermoplaste verarbeiten lassen, sofern ein entsprechend großes Sinterfenster vorliegt. Das Temperaturmanagement erfolgt über die Heat Control Unit (HCU), welche die Temperatur innerhalb des Prozessraums regelt. Die Bedienung der HCU erfolgt bequem via Touchdisplay.

Elastomere wie TPU sollen in Zukunft auch mit Hilfe von HSS hergestellt werden können.
Effizienz und Skalierbarkeit
„Die VX200 ist unser Einsteigermodell und somit besonders gut für diese neuartige Technologie geeignet. Sie bietet die Möglichkeit, Materialien und Applikationen im vollen Spektrum an einer belastbaren und industriellen Maschine auszutesten. Die Open Source Strategie ermöglicht es jedem Nutzer, die Anlage nach seinen individuellen Anforderungen zu betreiben. Die Vielfalt der Einsatzmöglichkeiten ist mehr als beeindruckend“, so Dr. Ingo Ederer, CEO der voxeljet AG. „Wir sehen für diese Technologie ein enormes Potenzial und die momentan sehr starke Nachfrage bestätigt uns in dieser Annahme. Deshalb arbeiten wir bereits an einem Upscaling, um die Technologie auf eine größere Plattform zu implementieren und so eine noch höhere Produktivität zu erreichen. Weitere Thermoplaste wie Polyamid 6 (PA6) und Polypropylen (PP) stehen auf unserer Wunschliste.“
Auch seitens Evonik zeigt die Technologie ein hohes Zukunftspotenzial: „Ich bin überzeugt, dass diese Technologie erst am Anfang steht. Das breite Spektrum an Materialien ist zukunftsweisend für diese Technologie“, meint Dr. Monsheimer dazu.
Die VX200 ist ideal für Materialentwickler, Forschungsinstitute und OEM’s, um die Materialvielfalt im Bereich der Thermoplaste und Elastomere zu erforschen. Daneben lässt sich das System auch zur Fertigung von Teilen für den direkten Einsatz in vielfältigen Anwendungsfeldern verwenden. Aufgrund der starken Maschinennachfrage ist die Kapazität für Kundenaufträge im HSS Verfahren nahezu ausgelastet. „Nichtsdestotrotz drucken wir für unsere Kunden gerne Testteile, damit sie sich von den Materialeigenschaften der gedruckten Bauteile überzeugen können“, so Dr. Ederer. Ziel für 2018 ist es, die HSS-Maschinenkapazität weiter zu erhöhen, um die steigende Nachfrage zu decken.
Teilen: · · Zur Merkliste