anwenderreportage
BÖHLER W360 AMPO – Der perfekte Werkstoff für den Druckgusswerkzeugbau
Hitze, hoher Druck und fließendes Metall. Druckgussanwendungen stellen besondere Herausforderungen an das Material der verwendeten Formen. Standardwerkstoffe können nicht immer leisten, was sich die Gießereien erhoffen. Das voestalpine Additive Manufacturing Center in Düsseldorf bietet Entwicklungen und Lösungen auf Basis des BÖHLER W360 AMPO-Pulvers von voestalpine Böhler Edelstahl, die den Aluminiumdruckguss revolutionieren könnten.

Der Leistungsumfang des voestalpine Additive Manufacturing Centers reicht von der Beratung über Konzepterstellung bis zum endbearbeiteten Teil. Wenn erforderlich, beinhaltet er auch die Entwicklung anwendungsspezifischer Parametersätze für maßgeschneiderte Werkstoff-/Maschinekombinationen.
Shortcut
Aufgabenstellung: Redesign eines Angussverteilers für den Aluminiumdruckguss.
Material: BOEHLER W360 AMPO.
Lösung: Neues additives Design mit konturnahen Kühlkanälen aus speziellem Pulverwerkstoff.
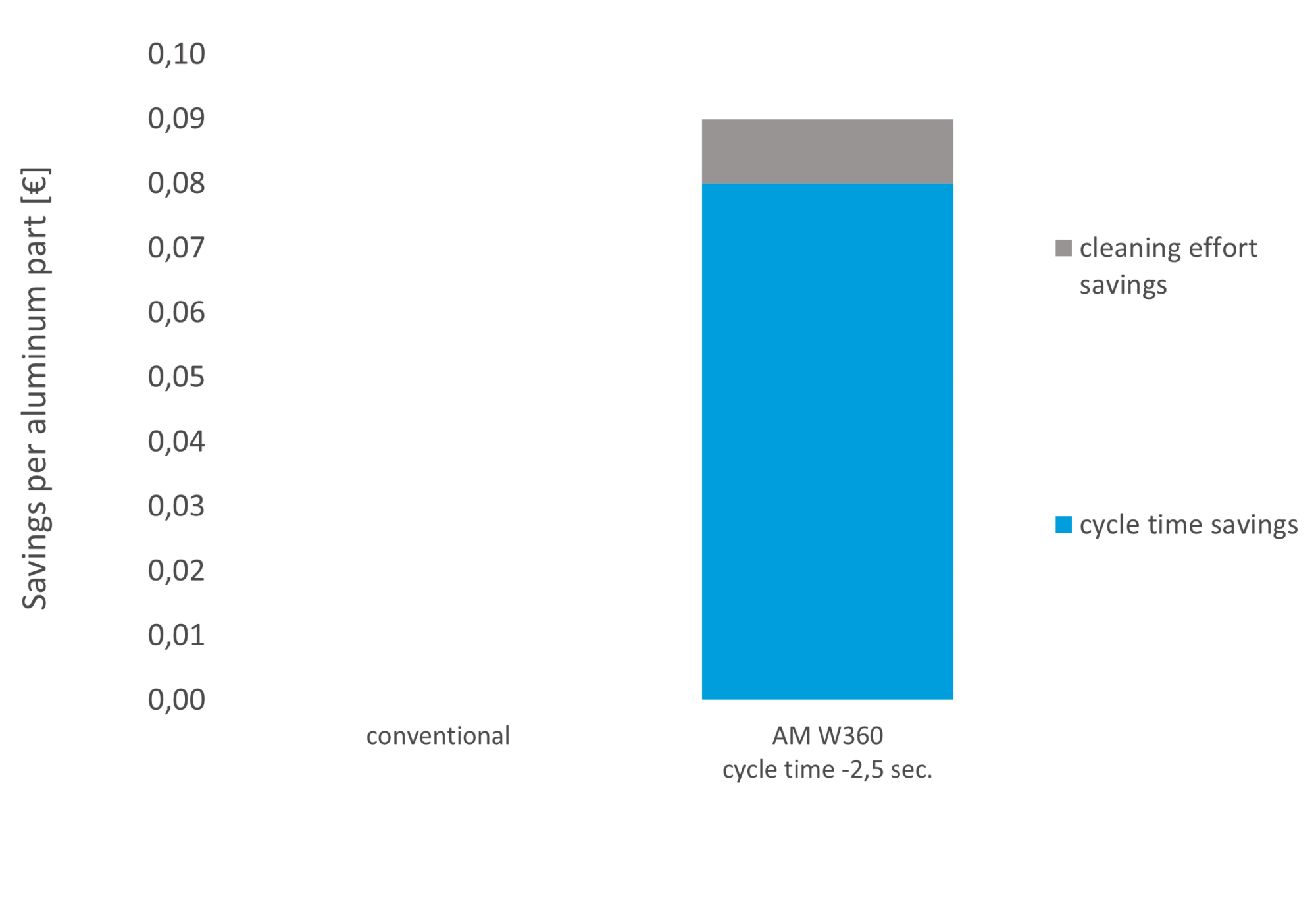
Nutzen: Kürzere Zykluszeiten und Wegfall des Reinigungsaufwandes – insgesamt Einsparung von 45.000 Euro pro Jahr.
Hinter dem voestalpine Additive Manufacturing Center in Düsseldorf verbirgt sich die Geschichte verschiedener Unternehmen. Der Zusammenschluss der einstigen Böhler Gruppe mit der schwedischen Uddeholm Gruppe legte den Grundstein. Mit der Übernahme der Böhler Uddeholm durch die voestalpine AG im Jahr 2007 wurde die Transformation zur High Performance Metals Divison stetig vorangetrieben. 2016 startete im Zuge dieser Entwicklungen das voestalpine Additive Manufacturing Center – kurz vAMC – als deren 100%ige Tochter. Heute betreibt das vAMC sechs AM-Anlagen von EOS, Renishaw und Trumpf und bietet mit 17 Mitarbeitern Fertigungs- und Entwicklungsdienstleistungen rund um die Additive Fertigung in Düsseldorf (D). „Wir bieten unseren Kunden exakt auf ihre Bedürfnisse zugeschnittene Leistungen an. Das kann lediglich eine Beratung zum Thema Additive Fertigung sein, aber auch eine Komplettleistung bis zum fertig endbearbeiteten AM-Teil“, verrät DI Dr. Armin Wiedenegger, Geschäftsführer des vAMC. Damit treffen die AM-Experten aus Düsseldorf genau den Nerv der Zeit. Kunden wollen selbst entscheiden, wie viel Leistung sie in der Bauteilherstellung zukaufen und wie viel sie selbst erbringen. „Unserer Erfahrung nach ist vielen Unternehmen gar nicht klar, dass, speziell im Metallbereich, Additive Fertigung auch immer Nachbearbeitung bedeutet. Da leisten wir gerade viel Aufklärungsarbeit und stellen fest, dass die Bedürfnisse unserer Kunden sehr unterschiedlich sind. Darauf gehen wir gezielt ein und unterstützen die Kunden in der Entscheidung, wo es Sinn macht Eigenleistung zu erbringen und wo es stattdessen besser ist, das komplett endbearbeitete Teil anzufragen“, ergänzt Wiedenegger.

Konturnahe Kühlkanäle bieten bei Druckgussanwendungen die Möglichkeit, die Temperaturführung des Werkzeugs genau auf den Gussprozess abzustimmen und dadurch Performanceverbesserungen zu erreichen.

DI Dr. Armin Wiedenegger
Geschäftsführer des voestalpine Additive Manufacturing Center
„Mit dem BOEHLER W360 AMPO haben wir einen Pulverwerkstoff zur Verfügung, der es uns ermöglicht, die Grenzen des Machbaren im Bereich Werkzeugbau enorm hinauszuschieben. Die Leistungsfähigkeit dieses Werkstoffes überzeugt in allen Bereichen und übertrifft konventionelle Werkstoffe in vielen Bereichen bei weitem.“
Die gesamte Prozesskette im Blick
Beim vAMC beschränkt man sich aber nicht auf reine Fertigungsdienstleistungen. Ein wesentlicher Aspekt im Leistungsspektrum ist auch die Prozessentwicklung. „Viele Anfragen, die wir bekommen, haben spezielle Anforderungen, die sich mit Standardwerkstoffen oder Standard-Prozessparametern nicht bewältigen lassen. Das ist unsere eigentliche Stärke. Zusammen mit unseren Kollegen von der voestalpine Böhler Edelstahl in Kapfenberg erarbeiten wir die für die Anwendung jeweils besten Kombinationen aus Werkstoff und Prozessparameter“, geht er weiter ins Detail. „Das ist der Moment, wo wir als Materiallieferant ins Spiel kommen und je nach Anforderung den geeigneten Werkstoff vorschlagen oder aber sogar eine spezielle Materialrezeptur entwickeln“, ergänzt Daniel Diepold, Business Development Manager Additive Manufacturing Powder bei der voestalpine Böhler Edelstahl GmbH & Co KG in Kapfenberg (A).

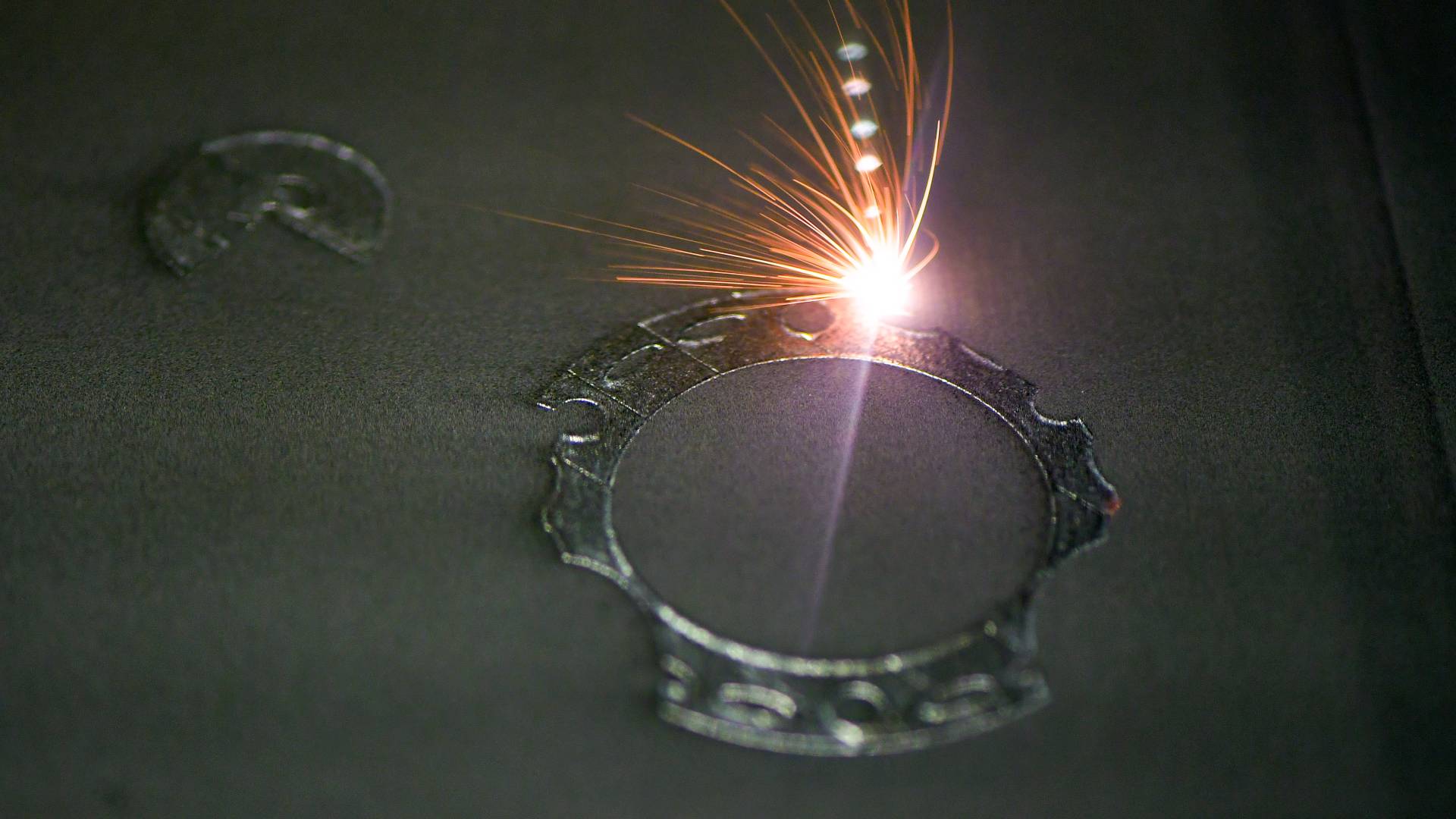
Am Beispiel eines Verteilers für eine Druckgussform konnte gezeigt werden, dass durch den Einsatz des BÖHLER W360 AMPO-Werkstoffes signifikante Performanceverbesserungen möglich sind. Ablagerungen am Einsatz, wie hier zu sehen, konnten dadurch verhindert werden.

Daniel Diepold
Business Development Manager Additive Manufacturing Powder bei der voestalpine Böhler Edelstahl GmbH & Co KG
„Die Zusammenarbeit mit dem vAMC hat für uns den großen Vorteil, dass wir in der Erprobung von Werkstoffen kompetente Kollegen im Konzern haben, die bei der Parameterdefinition für den Werkstoff konkrete Aufgabenstellungen zugrunde legen können. Quasi aus der Praxis – für die Praxis.“
Besonderheit Druckguss
Eine solche anwendungsspezifische Produktlösung wurde für Aluminium-Druckgussanwendungen gemeinsam in Kapfenberg und Düsseldorf entwickelt. Das Ergebnis ist der BÖHLER W360, welcher sowohl als Stabstahl (ISOBLOC) als auch als Pulver für die Additive Fertigung (AMPO) verfügbar ist, womit sich auch AM-Hybridbauweisen realisieren lassen. „Dabei handelt es sich um einen hochlegierten Warmarbeitsstahl, welcher durch sein ausgeklügeltes Legierungssystem sowohl ein Upgrade zu den herkömmlich verwendeten Werkstoffen 1.2343 und 1.2344, aber im Speziellen zu 1.2709, darstellt. Zuletzt genannter Werkstoff wird zwar aufgrund seiner Verarbeitbarkeit häufig im 3D-Druck eingesetzt, ist aber als Formwerkstoff für Aluminium-Druckguss weniger geeignet. Die besondere chemische Zusammensetzung verleiht dem BÖHLER W360 AMPO verbesserte Festigkeits- und Härteeigenschaften bei sehr guten Zähigkeitseigenschaften. Dies führt zu erhöhter Warmverschleißbeständigkeit und erhöhter thermischer Stabilität, um nur auf einige der für den Druckguss notwendigen Eigenschaften einzugehen. Zudem verfügt er über eine Wärmeleitfähigkeit, die einem 1.2709 etwa um den Faktor zwei überlegen ist“, geht Diepold ins Detail. Die Leistungsfähigkeit des BÖHLER W360 AMPO, als gedrucktes Bauteil, konnte bereits an einer Vielzahl an Beispielanwendungen nachgewiesen werden.

Intermetallische Phasen sind beispielsweise Anlagerungen von Gussaluminium an der Stahlform. Diese müssen mühsam mechanisch entfernt werden.

Auch thermische Mikrorisse können bei Druckgussformen entstehen. Durch den Einsatz eines geeigneten Werkstoffes, wie dem BÖHLER W360 AMPO, kann dies verhindert werden.

Infos zum Anwender
Das voestalpine Additive Manufacturing Center ist 100%ige Tochter der voestalpine High Performance Metals GmbH. Am bestens ausgestatteten Dienstleistungszentrum in Düsseldorf arbeiten 17 Mitarbeiter an innovativen Lösungen für die Industrie. Man verfügt dort über LPBF-Anlagen von EOS, Renishaw und Trumpf sowie sämtliche erforderlichen Einrichtungen für die thermische und zerspanende Nachbearbeitung.
Schlüsselthema Temperierung
Im Bereich der Gusstechnologie profitieren Gusswerkzeuge von einer gut steuerbaren Temperaturführung. Idealerweise erfolgt die Temperierung von Werkzeugen nah an der Formoberfläche, um die Wirkung auf das zu vergießende Material möglichst unmittelbar zu erzielen. Das kann eine Vorwärmung für besseres Fließverhalten sein oder aber eine Kühlung, um den Erstarrungsprozess zu unterstützen. Konturnahe Kühlkanäle sind dafür besonders wünschenswert, mit konventionellen Herstellungsverfahren aber schwer zu realisieren. Die Additive Fertigung eignet sich im besonderen Maße, solche Kühlkanäle exakt an die Bedürfnisse anzupassen. Zu nah an der Oberfläche angebracht entstehen zu hohe Spannungen, zu weit entfernt geht die Wirkung verloren. Werden Werkzeugkonstrukteure mit der Additiven Fertigung erstmals konfrontiert, scheitern sie jedoch häufig daran, dass sie konventionelle oder traditionelle Designregeln für die Auslegung zugrunde legen. Häufig fehlt auch das klare Verständnis der anwendbaren Gestaltungsregeln für die Auslegung additiv gefertigter Kühlkanäle. Das vAMC arbeitet als Lösungsanbieter für die Druckgussindustrie eng mit den Kunden zusammen, um deren Werkzeuge oder Werkzeugeinsätze gezielt für die Produktionsprozesse zu optimieren.
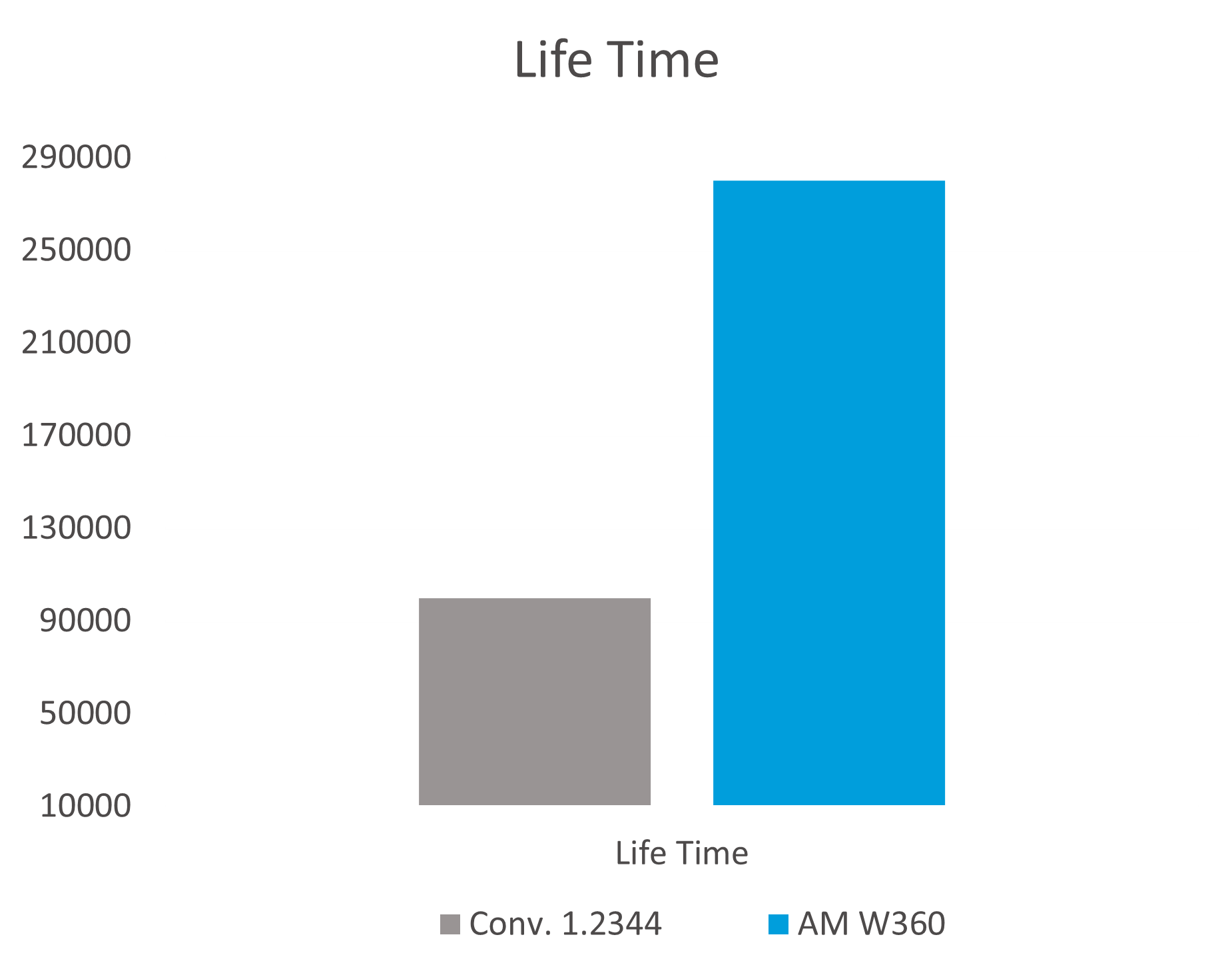
Die Standzeit des vorliegenden Verteilers konnte nach dem Redesign und Additiver Fertigung von 100.000 auf 280.000 Stück erhöht werden.
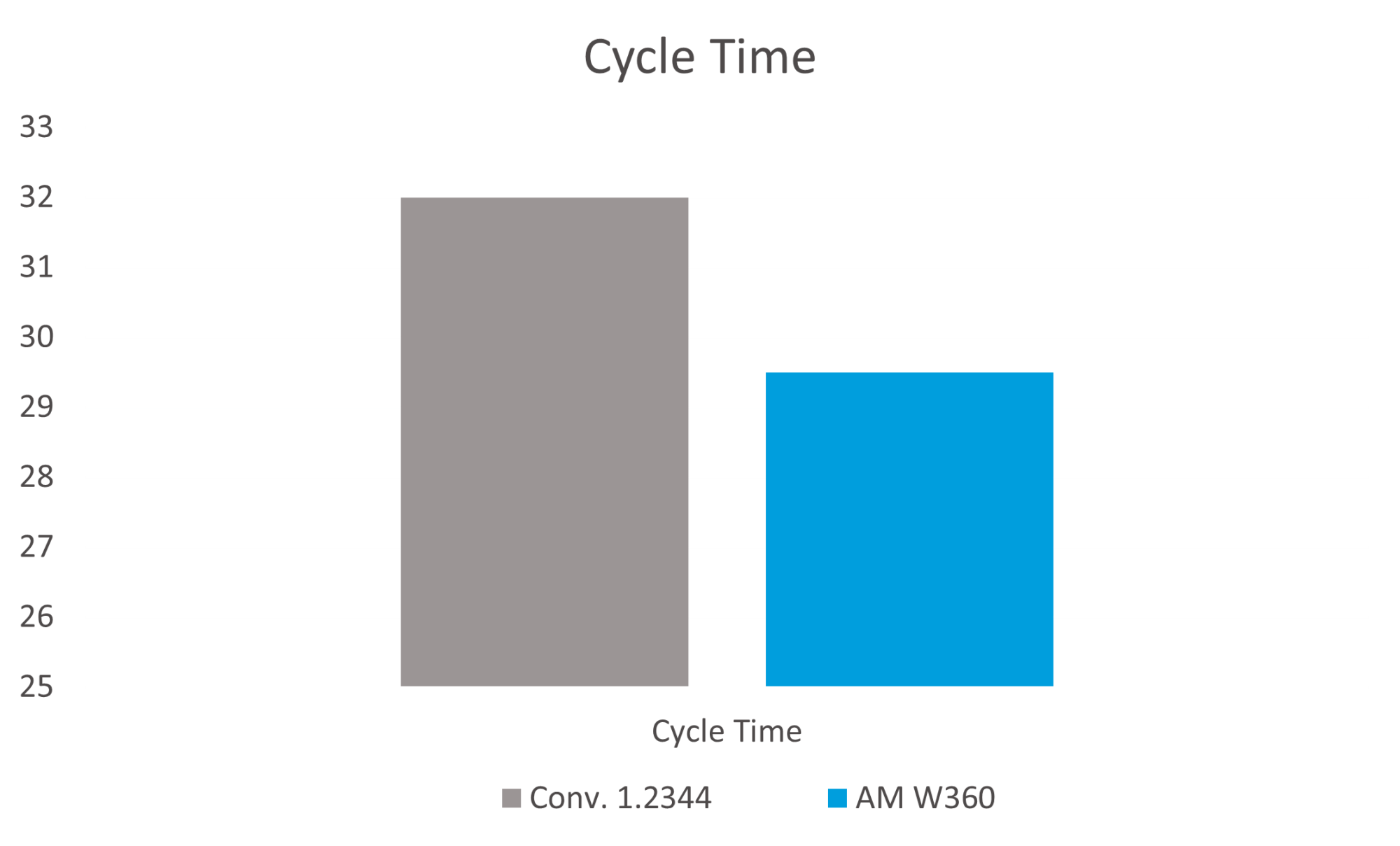
Durch den neuen Verteiler wurde die Zykluszeit von 32 auf 29,5 s verringert. Ein enormer wirtschaftlicher Vorteil bei hohen Stückzahlen.
Herausforderungen gemeistert
Gusswerkzeuge im Aluminiumdruckguss sind besonderen Belastungen ausgesetzt. Beim Gussvorgang wird flüssiges Aluminium bei etwa 700 °C mit einem Druck von bis zu 200 MPa und Formfüllgeschwindigkeiten von bis zu 150 m/s in die formgebende Kavität gedrückt. Mitunter die höchste Belastung bei jedem Schuss erfährt der sogenannte Verteiler. Dieser stellt den Übergang zwischen der Gießkammer und den Gießkanälen dar. Dieses Bauteil ist enormen Belastungen hinsichtlich Temperaturwechsel, Festigkeit und Oberflächenbelastung ausgesetzt. Um Zykluszeiten zu optimieren ist es erforderlich, die Temperaturführung exakt zu steuern. Auch sind diese Bauteile anfällig für Materialanhaftungen. Ist die Temperaturführung nicht optimal, bleiben Aluminiumpartikel an der Oberfläche zurück. Diese akkumulieren mit der Zeit und führen zur Verschlechterung des Füllvorgangs der Form. Um einen Vergleich zu realisieren, wurde eine Hochleistungs-AM-Lösung aus BÖHLER W360 AMPO mit einem konventionellem 1.2343 ESU (H11) verglichen.
Im vorliegenden Anwendungsbeispiel des türkischen Aluminiumverarbeiters Tuğçelik Alüminyum geht es um die Form für die Herstellung einer Riemenscheibe einer Waschmaschinentrommel. Das Unternehmen produziert jährlich 500.000 Teile. Der Werkzeugeinsatz hat eine Größe von 119 x 78 x 71 mm und wurde in der herkömmlichen 1.2343-Variante auf 46 bis 48 HRC eingestellt und die W360 Pulver-Variante auf 50 bis 52 HRC. Eine Stärke des W360 ist, dass dieser nach der Wärmebehandlung trotz höherer Härte kaum an Zähigkeit einbüßt. In der ursprünglichen Variante hatte der Verteiler eine Standzeit von 100.000 Schuss. Folglich wurden fünf Verteiler pro Jahr benötigt.
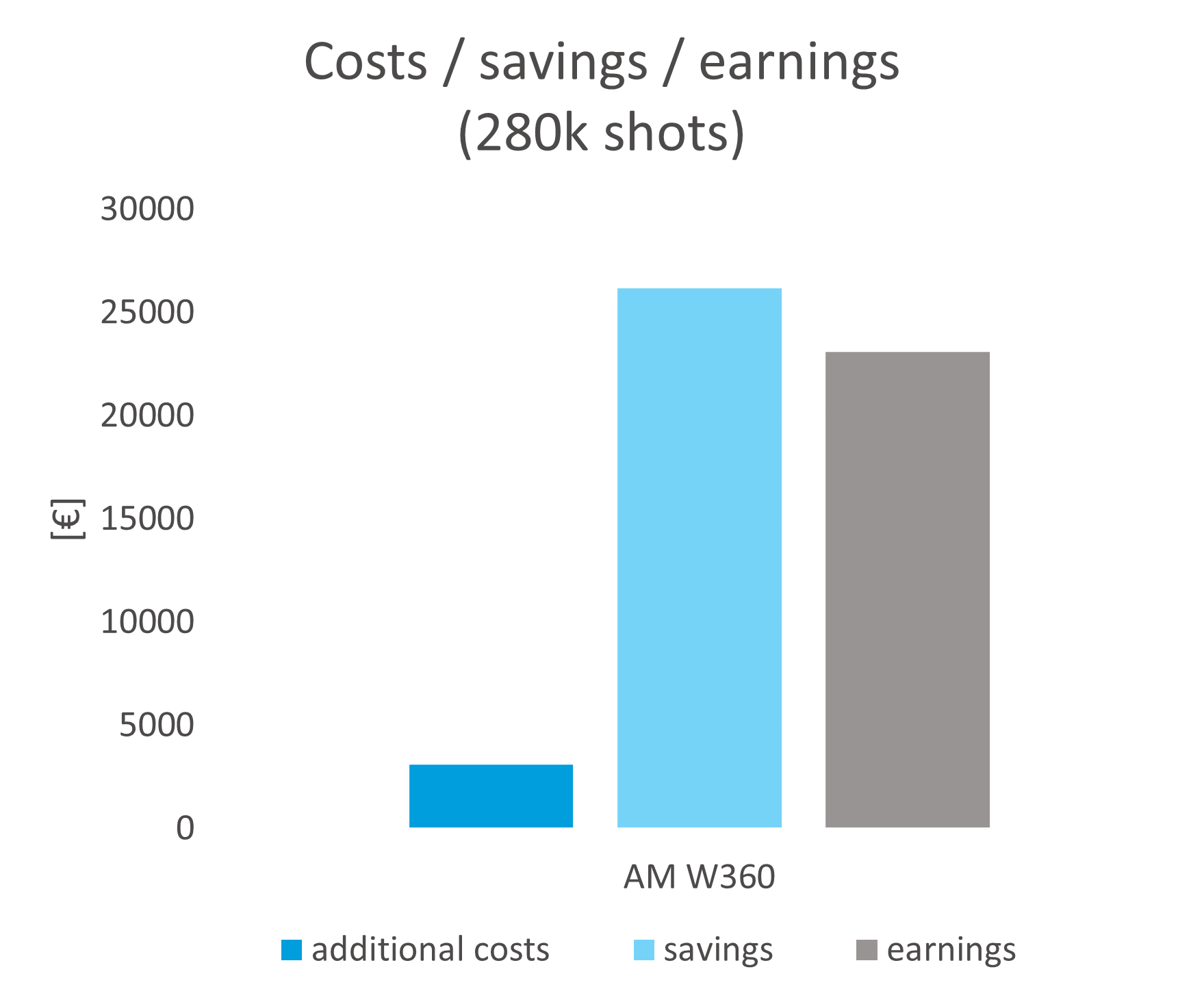
Die Einsparung von insgesamt 9 ct/Stück schlägt sich pro Jahr mit einem Gesamtvorteil von 45.000 Euro nieder.
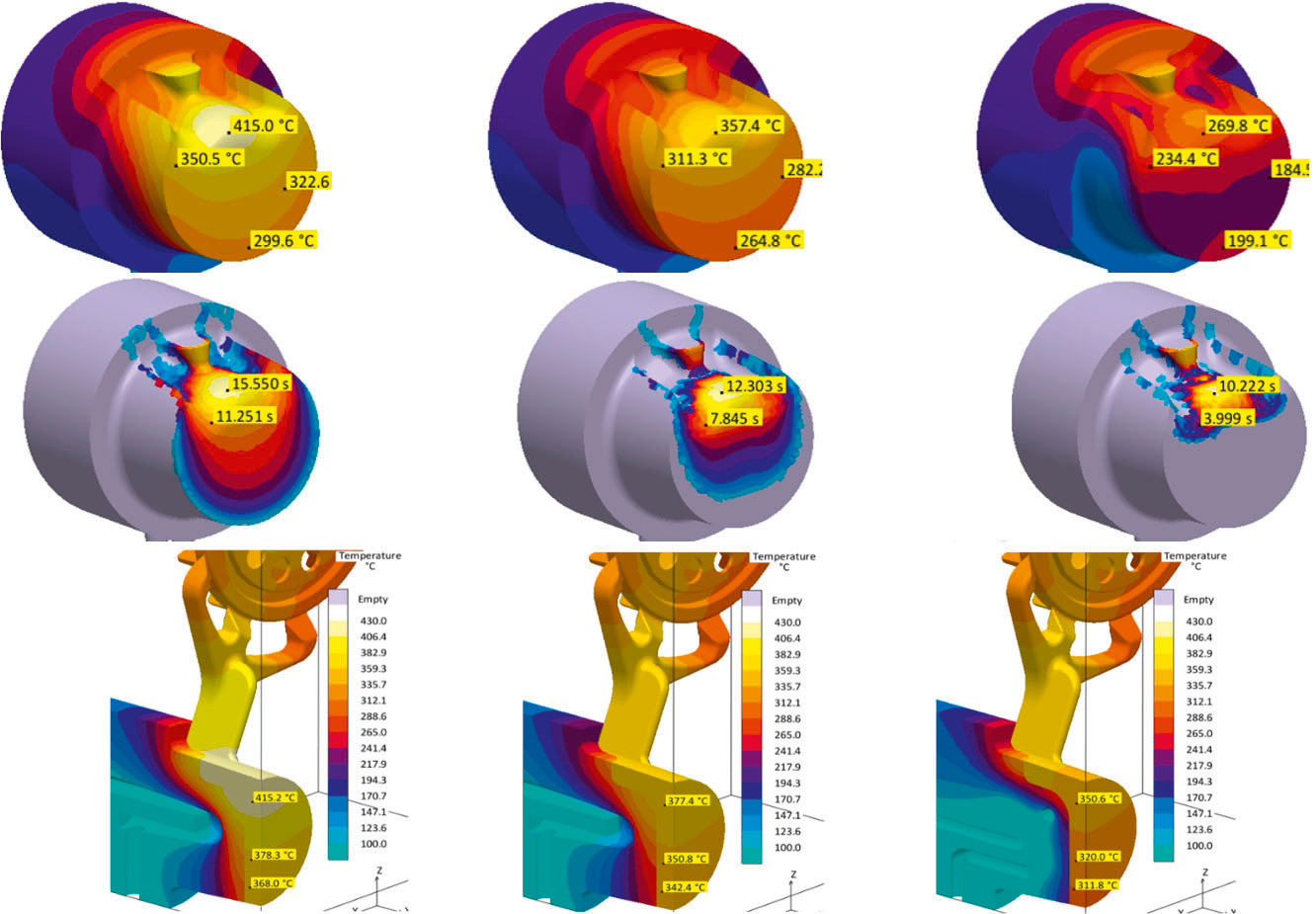
Mithilfe numerischer Simulation wird am vAMC genau ermittelt, wo bei Druckgussformen Probleme entstehen können, aber auch, wie man diesen wirksam begegnen kann.
Klare wirtschaftliche Vorteile
Mit dem neu designten und komplett additiv hergestellten Verteiler konnte die Standzeit auf 280.000 Schuss erhöht und dabei die Zykluszeit von 32 auf 29,5 s verkürzt werden. In der Kalkulation bedeutet das eine Kosteneinsparung von 8 ct/Stück. Durch das bessere Abkühlverhalten aufgrund der konturnahen Kühlung sinkt beim neuen Verteiler die Oberflächentemperatur nach dem Sprühen auf 250 °C im Vergleich zu 330 °C rascher ab. Das vermindert die Bildung intermetallischer Phasen (Anm.: Dabei handelt es sich um Anhaftungen in Form von Grenzschichtverbindungen zwischen dem Werkzeug und der Aluminiumschmelze). Dadurch entfällt der Reinigungsaufwand, der normalerweise etwa eine Stunde pro Woche beträgt, was sich zusätzlich mit einer Einsparung von ca. 1 ct/Stück widerspiegelt. Das ergibt eine Gesamteinsparung von 9 ct/Stück durch den Einsatz des neuen Verteilers. „Das sieht auf den ersten Blick nicht nach viel aus, schlägt aber bei 500.000 Stück pro Jahr mit immerhin 45.000 Euro zu Buche. Zwar ist der additiv gefertigte Verteiler erheblich teurer als der konventionell gefertigte, was aber in der Relation gerade einmal 12 % der eingesparten Summe ausmacht, wobei die 45.000 Euro bereits die Nettoeinsparung bedeuten.
„Mit diesem Werkstoff können wir ein ziemlich breites Feld an Anforderungen abdecken. Seine besonderen Eigenschaften sind aber sicher im Werkzeugbau für Druckgusswerkzeuge oder aber für Spritzgießwerkzeuge für faserverstärkte Polymere besonders hervorzuheben. Durch seine Widerstandsfähigkeit und herausragenden Wärmeleiteigenschaften ist er geradezu prädestiniert dafür. Ein wahrer Herkules unter den Werkstoffen“, fasst Wiedenegger die besonderen Stärken des BÖHLER W360 AMPO zusammen.
Teilen: · · Zur Merkliste