joke ENESKAmicro: Oberflächenfinish im Fokus - joke Technology bietet passende Werkzeuge und Materialien
Branchen wie Medizintechnik, Werkzeug- und Formenbau, Automotive und viele mehr setzen verstärkt die Additive Fertigung für Prototyping und Kleinserien ein. Die Technologie wird immer vielseitiger: Immer mehr Materialien können verwendet, immer mehr Verwendungszwecke bedient werden. Vor allem beim Einsatz von harten Werkstoffen stellt sich zum Abschluss allerdings eine Frage: Wie wird die Oberfläche behandelt, damit das Bauteil seinen Zweck wirklich erfüllen kann? Für dieses Oberflächenfinish bietet joke Technology nun passende Werkzeuge und Materialien.
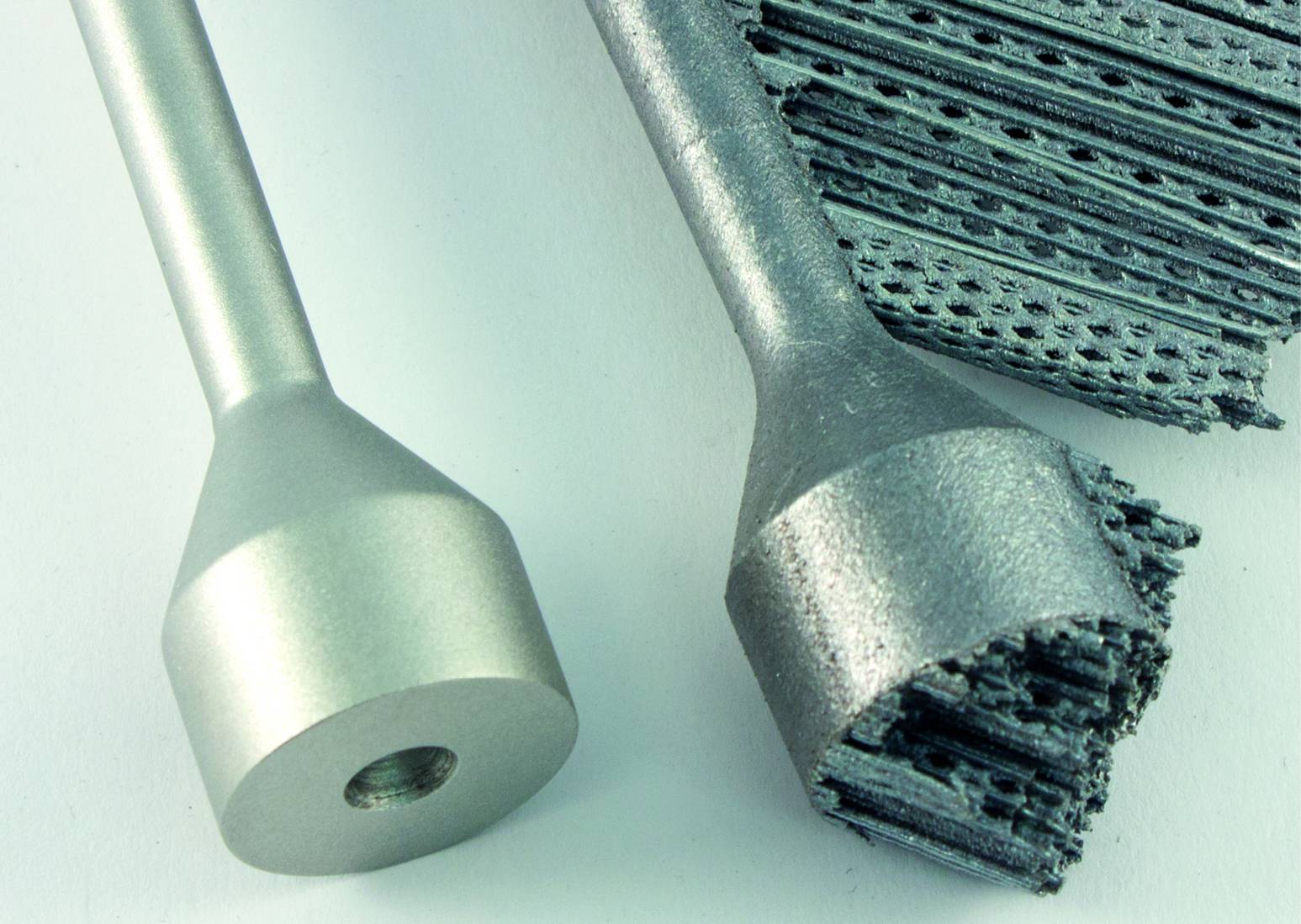
Finales Finishing: Zuletzt entscheidet sich, welche Oberflächenstruktur das Werkstück haben wird – in diesem Fall wurde es mit Glasperlen gestrahlt.
Damit Prototyp oder Ersatzteil ihren Zweck erfüllen, muss der Produktionsprozess eines additiv gefertigten Werkstücks wirklich bis zum Ende durchdacht und auch umgesetzt werden. „Durch den Trend 3D-Druck entsteht zurzeit ein immenser Bedarf hinsichtlich der Nachbearbeitung“, ist Stefan Ritt von der SLM Solutions Group AG, Hersteller von Maschinen für die additive Fertigung, überzeugt. Das bedeutet fast immer ein manuelles Finish.

Mit einer Diamant-Trennscheibe lassen sich Stützstrukturen sehr einfach grob entfernen.
Nachbehandlung wesentlich
Beim schichtweisen Aufbau sind, insbesondere bei Materialien mit Metallanteil, häufig Stützstrukturen, sogenannte Supports, notwendig. Die Halbkugel eines künstlichen Gelenks oder eine Turbinenschaufel benötigen für ihre Statik eine solche stabilisierende Konstruktion. Diese Supports müssen anschließend entfernt werden, wenn die Bauteile eingesetzt werden. Dabei tritt ein erstaunliches Phänomen auf: So hochspezialisiert bereits einige Anwender beim 3D-Druck sind, so wenig Aufmerksamkeit widmen sie bisher der Nachbearbeitung. Hier kommen noch (fast klassisch) Hammer und Meißel oder Zange zum Einsatz. Das kann allerdings dazu führen, dass die Bauteile und Werkstücke in ihrer Oberfläche beschädigt und gar zerstört werden. Im schlimmsten Fall scheinen sie optisch perfekt, sind aber in ihrer Funktion stark beeinträchtigt. Turbinenschaufeln für Wärmepumpen zum Beispiel müssen bis aufs kleinste Detail genau den Vorgaben entsprechen. Beim Finish mit Hammer und Meißel kommt es aber zu Verformungen, die schnell außerhalb der Toleranzwerte liegen. Besser und angemessen sind stattdessen die klassischen Schritte des Oberflächenfinishs – Entgraten, Fräsen, Schleifen und Polieren.

Ein kühler Schliff und hohe Zerspanungsleistung. Das versprechen die Schleifstifte mit vacuum brazed Bindung von joke.

Schnell und genau im Materialabtrag, ist die joke Diamant-Feile mit galvanischer Bindung.
Mit einem faserlaminierten Polierstift kann man in einem Arbeitsgang vibrationsfrei schleifen und gleichzeitig polieren.

Auch bei harten Werkstoffen eine Hochglanzpolitur zu realisieren, ist mit der joke Magic FAS Diamantpaste möglich.

Die joke PU-DIA-Feile überzeugt durch Abtrag und Anpassungsfähigkeit, besonders auf harten Werkstoffen.

Vom Fräsen bis zur Hochglanzpolitur
Für dieses Finish gibt es von joke Technology passende Werkzeuge und Materialien. Zudem berät das Unternehmen zu den möglichen Anwendungs- und Arbeitsverfahren. Dass hier ein hoher Informations- und Aufklärungsbedarf besteht, bestätigt auch Ritt aus Herstellersicht: „Es fehlt häufig noch die Erfahrung über die gesamte Prozesskette hinweg.“
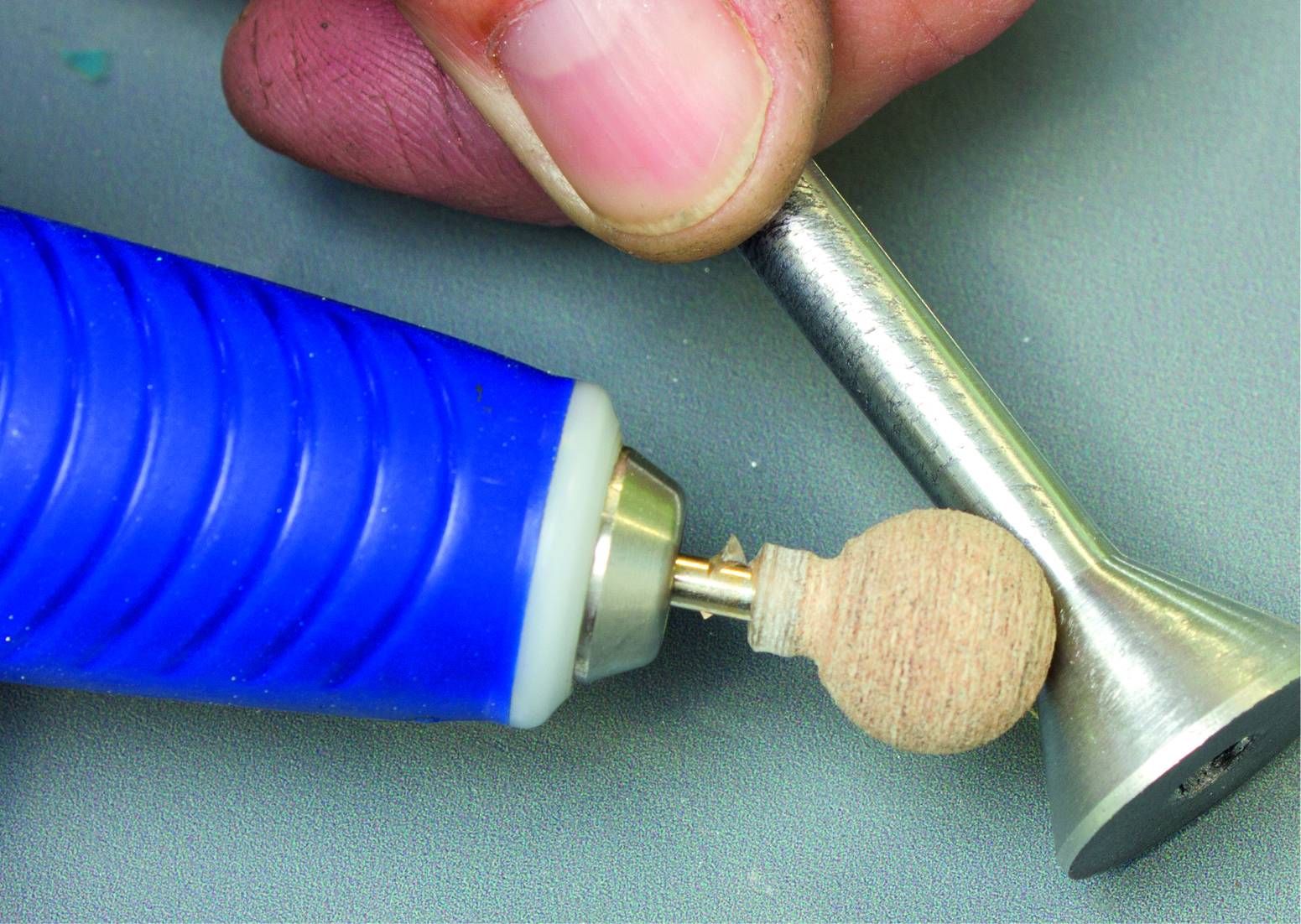
Das von joke Technology gebotene Baukasten-System ist für die verschiedenen Arbeitsschritte – vom groben Fräsen bis zur Hochglanzpolitur – konzipiert. Basis der Lösung ist ein ENESKAmicro, ein Mikromotorsystem mit Steuergerät und einer Vielzahl von Motoren und Handstücken. Die neuen Schnellspann-Handstücke erlauben präzise Fräsarbeiten, ohne dass sich der Fräser „herauszieht“. Das ENESKAmicro zeichnet sich durch seine stufenlos regulierbare Drehzahl und die hohe Laufruhe aus. Damit sind die Anwender in der Lage, konzentriert über längere Phasen akkurat zu arbeiten. Die bürstenlosen Motoren leisten bis zu 60.000 U/min und sind besonders vibrationsarm. In vielen Bereichen haben sie sich mittlerweile als leistungsfähige Alternative zu Druckluft-Antrieben etabliert.


Materialien entscheidend für Anwendung
Für die Bearbeitung ist zu berücksichtigen, dass verschiedene Materialien bei der additiven Fertigung zum Einsatz kommen. Insbesondere Titan, welches bei bestimmten Zwecken gerne verwendet wird, ist in der Bearbeitung eine echte „Diva“. Wird es zu heiß, drohen Verformungen oder Strukturveränderungen.
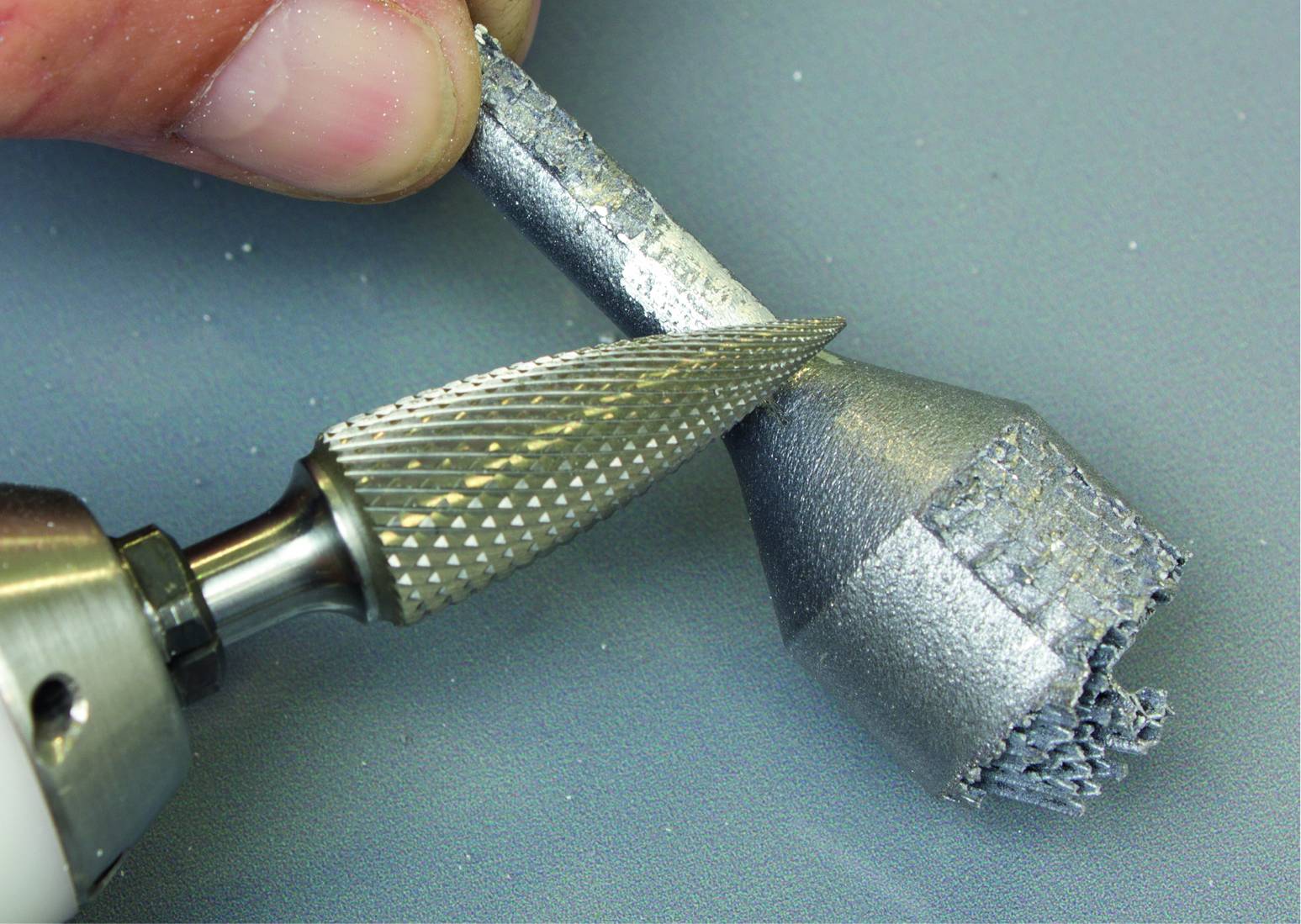
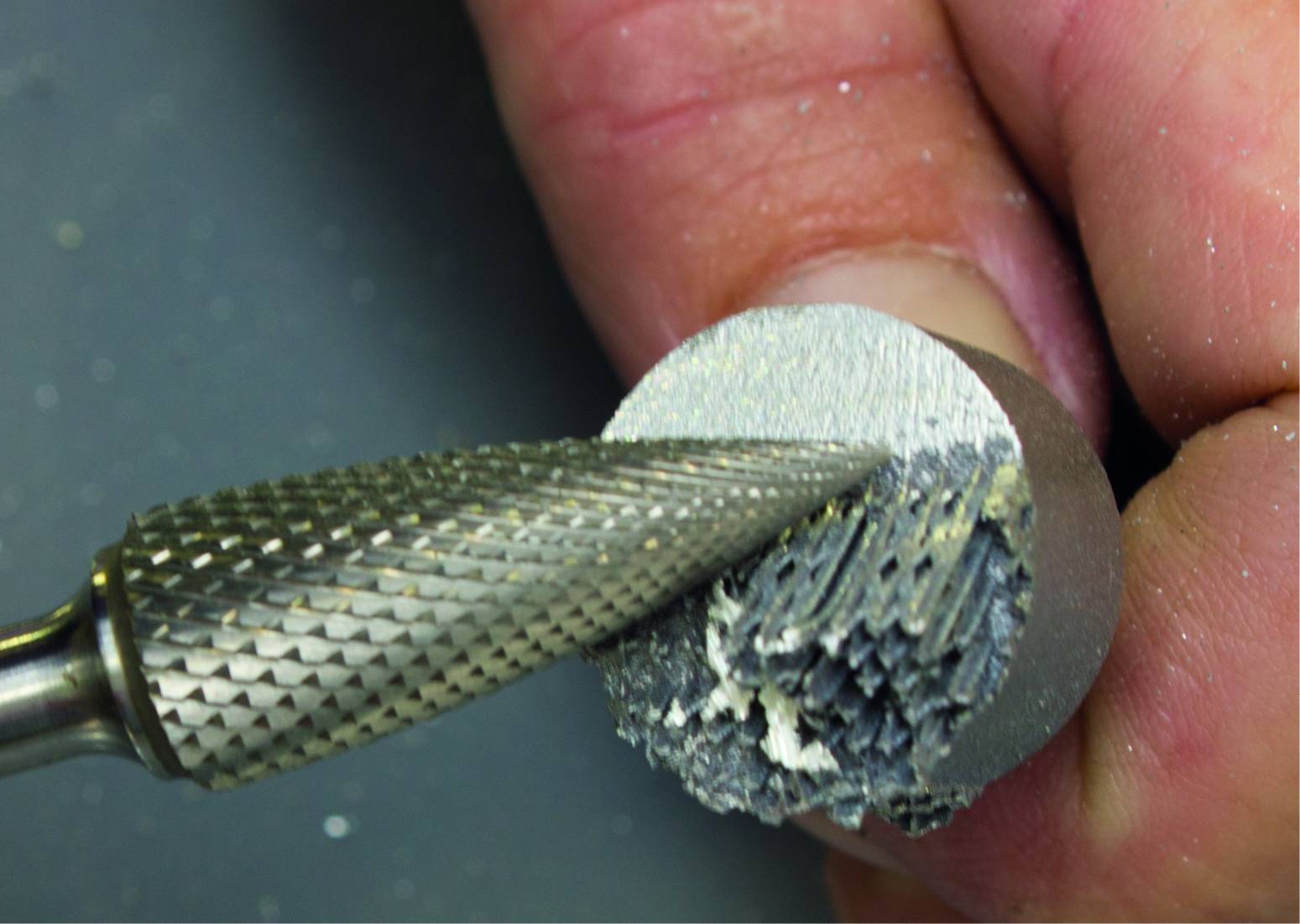
Die Härte des zu verarbeitenden Materials ist ein wesentlicher Faktor. Für schwer zerspanbare Stoffe wie Inconel oder Titan hat joke neue Hartmetall-Frässtifte mit ultrafeiner Verzahnung im Programm. Sie sind für Werkstoffe mit einer Härte bis zu 65 HRC einsetzbar. Ihr Vorteil ist der hohe Abtrag bei gleichzeitig hoher Oberflächengüte. Neu im Portfolio sind des Weiteren Diamantschleifstifte in vacuum brazed Bindung, die durch ihren hohen Kornüberstand einen „kühlen Schliff“ erzielen. So werden zum Beispiel beim Entfernen von Stützstrukturen ungewünschte Veränderungen an Werkstoffen vermieden. Vor allem bei glasfaserverstärkten Werkstoffen wie GFK und CFK im Flugzeug- und Schiffsbau oder beim Bearbeiten von Ventildeckelringen, Bremsscheiben oder Gusswerkstoffen sind sie geeignet.
Weichere Materialien wie Kunststoff, Gummi oder Gips hingegen verlangen Keramikfräser. Diese zeichnen sich durch eine hohe Standzeit und sehr gute Schneideigenschaften bei geringer Erwärmung aus.
Für die Feinstbearbeitung bis hin zur Hochglanzpolitur insbesondere in Bezug auf harte Werkstoffe gibt es spezielle Pasten wie die joke Magic FAS. Ihre polykristallinen Diamanten mit einem Korn von 0,25 bis 25 µm sind – in Kombination mit den richtigen Polierwerkzeugen – für die Bearbeitung von Keramik, Hartmetall, Kobalt, Nickel oder Titan geeignet. Sie ermöglichen eine hohe Abtragsrate bei langer Standzeit.
Teilen: · · Zur Merkliste