Joke: 3D-Druck – der schlafende Riese
Welche Potenziale beim 3D-Druck noch entdeckt werden können und warum er zu Ende gedacht werden muss Würden Sie Texte auf Ihrem Notebook mit einem Faustkeil eingeben? Wahrscheinlich nicht! Eine vergleichbare Situation gibt es zurzeit allerdings in vielen Werkstätten und Produktionsanlagen. Denn häufiger als man denkt, greift man sozusagen zum steinzeitlichen Werkzeug.

Auf den Werkstoff abgestimmte Schleifmittel sind der Schlüssel für eine effiziente Nachbearbeitung.
Die Rede ist von der Herstellung generativ gefertigter Bauteile. Die Technologie hat mittlerweile eine beeindruckende Marktreife und -durchdringung. Das Gesamtvolumen liegt aktuell weltweit schon bei zehn Milliarden Euro, davon eine Milliarde Euro allein in Deutschland. Neben Japan und den USA ist die Bundesrepublik einer der Treiber der Technologie. Die Wachstumsprognosen reichen von 125 Prozent Steigerung in den nächsten zehn Jahren bis hin zu 400 Prozent in den nächsten fünf Jahren. In den traditionell starken Branchen Deutschlands – Maschinenbau, Metallbearbeitung, Kunststoffe – sind die Hightech-Fertigungsverfahren nicht mehr wegzudenken. Umso erschreckender, wie das Finish der Teile häufig angegangen wird.
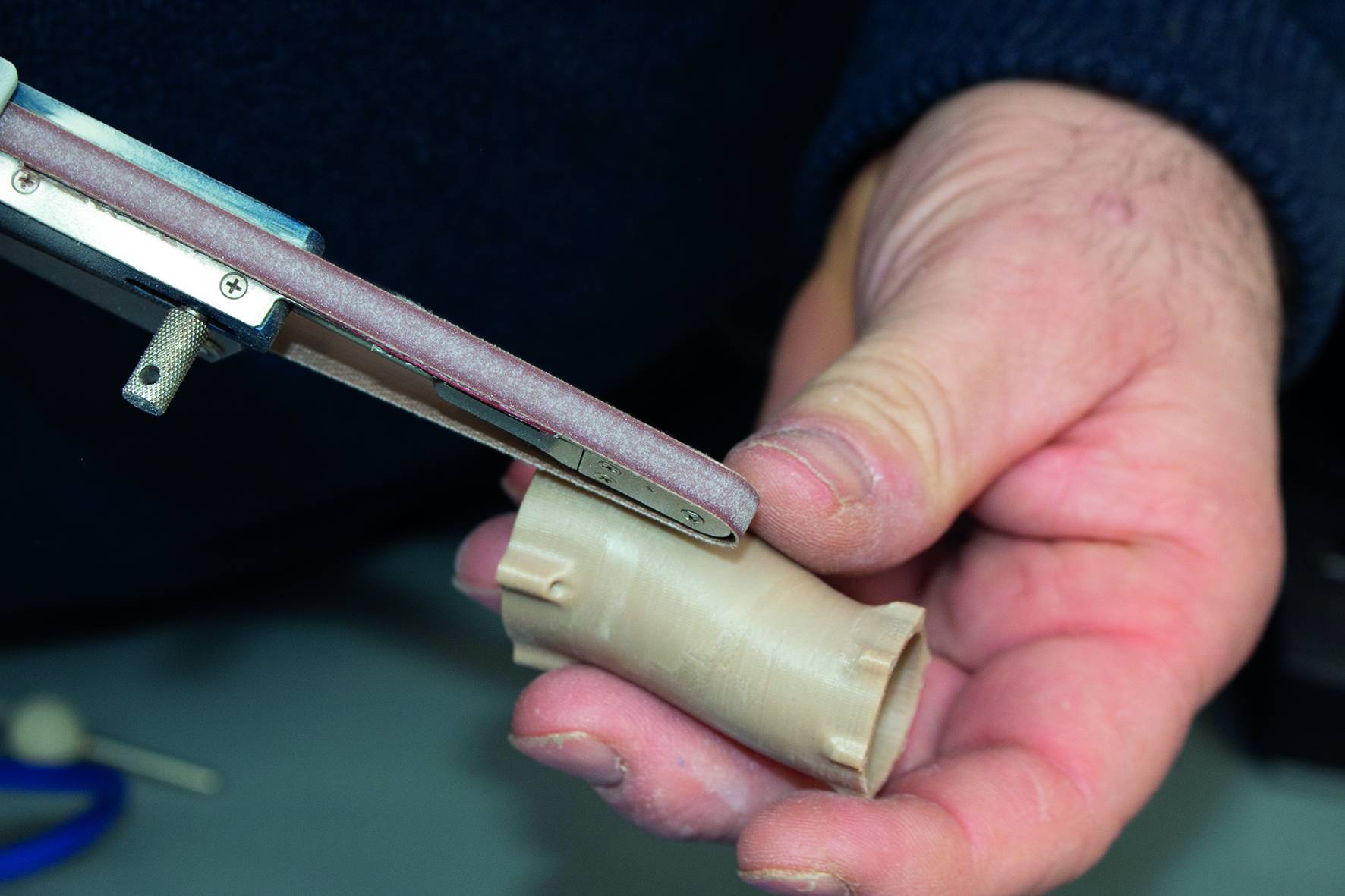
In der Oberflächen-Nachbearbeitung kommen auch handgeführte Bandschleifer zum Einsatz.
Finish mit Gefühl
Denn Additive Fertigung wird immer komplexer, unterschiedlichste Materialien werden genutzt. Den größten Zuwachs verzeichnen in den letzten Monaten Metalle als Basismaterial. Damit steigen jedoch die Anforderungen an die Nachbearbeitung der Bauteile. Mit einer Rohrzange oder einem Teppichmesser lassen sich Grate oder Stützstrukturen aus hochfesten Materialien wie Peek oder Titan nicht mehr adäquat entfernen. Seitenschneider quetschen Kunststoffteile, statt eine akkurate Kante zu schaffen. Und eine Metallsäge lässt Grate und Splitter entstehen.
An diesem Punkt lassen einige Druckerhersteller die Anwender auch noch zu häufig im Regen stehen. Denn es ist selten der Fall, dass ein Bauteil, wenn es aus dem 3D-Drucker kommt, fertig im Sinne von einsatzbereit ist. Zur Ehrenrettung der Hersteller: Es gibt Unternehmen, die zum Beispiel in ihren Innovationszentren den kompletten Produktionsprozess inklusive des notwendigen Finishs darstellen. Auch kommen immer mehr wasserlösliche Kunststoffe für Stützstrukturen zum Einsatz oder bei der Gestaltung der Supports werden Sollbruchstellen integriert.

Keramiktrennscheiben ermöglichen ein präzises Ablösen und Glätten feinster Strukturen.
Schon bei der Entpulverung ist einiges zu beachten
Wie notwendig ein konsequentes Zu-Ende-Denken ist, zeigt ein Blick auf das etablierte Pulverbettverfahren, welches bei der Fertigung die höchste Geometriefreiheit bietet. Zu wenige Unternehmen machen sich hierbei Gedanken über die nötige Entpulverung der fertigen Bauteile. Da die verwendeten Pulver extrem lungengängig sind, muss im Interesse der Mitarbeiter ein eindeutiger und sicherer Prozess festgelegt werden. Solche Bauteile nur mittels Rüttelns zu reinigen, belässt ein Risiko – Pulverreste könnten nicht vollständig entfernt sein und vom Bearbeiter eingeatmet werden. Gleiches gilt für die Nachbearbeitung, bei der der feine Abtrag gesundheitliche Risiken birgt.
Bei Metallbauteilen, die im SLM-Verfahtren hergestellt werden, ist eine mechanische Nachbearbeitung unerlässlich. DAs beginnt beim Entfernen der Stützstrulkturen und endet bei der Oberflächenbearbeitung.
Wie akkurat muss die Nachbearbeitung sein?
Eine Nachbearbeitung muss abhängig von der Geometrie und dem Einsatzweck des Bauteils erfolgen. Wenn es das Werkstück zulässt, kann dies auch mit Hammer und Meißel erfolgen. In den meisten Fällen geht es aber um Toleranzen im Milli- oder Mikrometerbereich. Dann ist ein Meißel nicht die beste Wahl. Viele Anwender wünschen sich für die Nachbearbeitung einen automatisierten Prozess und setzen hierbei beispielsweise auf Gleitschleifanlagen. Zu beachten ist jedoch, dass in diesem Verfahren jede Kante ohne kontrollierten Abtrag verrundet wird. Gleiches gilt für das Strahlen als Bearbeitungsprozess. Abhängig von der Geometrie können so bestimmte Partien eines Bauteils zu stark oder zu gering gereinigt werden.
Ein weiterer kritischer Faktor bei der Produktion ist die Zeit. Umso langsamer der Druckvorgang erfolgt, desto höher ist die Qualität des Werkstücks. Sprich, es erfolgt schon ein hohes Investment (von Zeit) in das Bauteil – allerdings fehlt diese Wertschätzung beim Finish. Hierfür steht zu häufig keine Zeit zur Verfügung. Ein letzter Faktor bei der Nachbearbeitung ist die Umgebung. Titanstäube zum Beispiel sind gefährlich. Beim Entgraten oder Schleifen müssen entsprechende Absaugvorrichtungen und Filter verwendet werden.

Spezielle Schleifstifte bewältigen auch Finish-Arbeiten an hochduktilen Werkstoffen wie Titan.
Geometrie und Material entscheiden über Bearbeitung
Generell gilt: Geometrie, Material und Einsatzzweck sind entscheidend für die Art und Intensität der Nachbearbeitung. In der Medizintechnologie zum Beispiel werden für Implantate innovative, harte Werkstoffe wie Titan oder der Kunststoff Peek für Schädelkalotten oder Kieferknochen eingesetzt. Bei solchen Teilen ist bei einer Entfernung der Stützstrukturen mit grobem Werkzeug die Gefahr, die Geometrie zu verändern, zu hoch. Oder die Materialien sind so hart, dass der gewohnte Cutter nichts mehr hilft.
Deshalb muss bei der strategischen Entscheidung, 3D-Druck in die eigenen Prozesse zu integrieren, die Nachbearbeitung mitgedacht werden. Ein Vorteil: Sie macht meist nur ein Promille der Investitions- und Druckkosten aus, kann aber für die Funktion eines Bauteils entscheidend sein. Ein Beispiel: Eine industrielle SLS-Anlage kostet aktuell im Durchschnitt EUR 135.000, ein Gerät zur manuellen Nachbearbeitung liegt inklusive der nötigen Werkzeuge meist unter EUR 2.000. Umso erstaunlicher ist es, dass viele Betriebe auf das hochmoderne Hightech-Verfahren setzen, aber mit dem Faustkeil die letzten Arbeiten erledigen.

Nachbearbeitung ermöglicht Reparaturen oder Veredelungen
Anwendungsbeispiele gibt es für die Additive Fertigung mehr als genug: vom Implantat in der Medizintechnologie über die Prototypenentwicklung in der Automobilindustrie oder Ersatzteilfertigung für die Luft- und Raumfahrt. Die Drucktechnologie entwickelt sich selbst auch rasant weiter. Auch hier kann ein intelligentes Finish neue Optionen eröffnen, zum Beispiel wenn Fehler auftreten, bei denen das Grundmaterial zu dünn oder nicht homogen genug verarbeitet wurde. Um solche Werkstücke dennoch verwenden zu können, bietet Reparaturschweißen eine schnelle und leicht verfügbare Lösung. Viele Betriebe haben mobile Schweißsysteme, die sie hierfür nutzen können. Wichtig sind die richtigen Schweißzusätze und -drähte.
Eine andere Option ist die Oberflächenveredelung zum Beispiel mit Hartmetallbeschichtungen. So können 3D-Druck-fähige Bauteile zusätzliche Funktionen erfüllen.
Mit der entsprechenden Expertise, welche Möglichkeiten und Chancen eine durchdachte Nachbearbeitung bietet, lässt sich noch mehr aus der Additiven Fertigung gewinnen. Das ist nicht nur ein Weckruf, sondern sogar ein Wachstumsschub für den schlafenden Riesen. Und der Faustkeil hat ausgedient.
Teilen: · · Zur Merkliste