anwenderreportage
Serienfertigung mit Variantenvielfalt
In einem einzigartigen Projekt zusammen mit der Deutsche Bahn AG stellt die C.F.K. CNC-Fertigungstechnik Kriftel GmbH Handlaufschilder für Bahnhöfe additiv her. Automatisierte Prozesse ermöglichen die Serienfertigung kleinster Losgrößen bei hoher Variantenvielfalt.

Das Entpacken. Konkret nimmt die Additive Fertigung nur etwa 30 bis 40 % des Gesamtaufwandes in Anspruch.

Dr. Ing. Christoph Over
Geschäftsführer bei C.F.K CNC-Fertigungstechnik Kriftel GmbH
„Ein enormer Vorteil der Additiven Fertigung liegt in der Möglichkeit auch bei hoher Variantenvielfalt eine Serienfertigung zu ermöglichen. Abweichungen in den einzelnen Teilen wirken sich im Bauprozess nur gering aus, sofern man die Datenaufbereitung elegant lösen kann.“
Erfahrung sei durch nichts zu ersetzen, so heißt es. Dass das besonders in der Industrie zutrifft, scheint wohl eine Binsenweisheit – auch in der Additiven Fertigung. Als CNC-Fertigungsdienstleister mit über 30 Jahren Erfahrung im produzierenden Gewerbe kennt man bei der C.F.K. CNC-Fertigungstechnik Kriftel GmbH die Bedeutung der Erfahrung genau. „Wir haben schon 2004 begonnen, die Additive Fertigung in industrielle Prozesse zu integrieren. Damals, noch unter der Firmierung inno-shape haben wir mit einer Trumpf-Maschine der ersten Generation begonnen. 2009 ist inno-shape dann in die C.F.K. integriert worden. Heute fertigen wir auf acht Laserschmelzanlagen vom Einzelteil bis zur Serie Metallteile in unterschiedlichsten Werkstoffen“, erklärt Christoph Over, Geschäftsführer von C.F.K.
Dass Serienfertigung kein Lippenbekenntnis ist, erkennt man an den Losgrößen. So stellt C.F.K jährlich zwischen 7.000 und 8.000 Wirbelfusionskörper für die Medizintechnik her. Auch für die Luftfahrtindustrie sowie den Automotivbereich ist man tätig. „Wir sind immer bemüht unseren Kunden die Möglichkeiten der Additiven Fertigung nahezubringen. Das beinhaltet auch die Überprüfung des jeweiligen Projektes hinsichtlich Wirtschaftlichkeit. Oftmals ist es sinnvoller, ein Teil konventionell zu fertigen, wenn sich eine generative Herstellung schlicht nicht rechnet“, so Over weiter. Als Fertigungsbetrieb, in dem man sowohl den additiven Prozess als auch die Zerspanung für die Nachbearbeitung sowie das Erodieren für komplexe Anwendungsfelder beherrscht, ist man bei C.F.K. in der Lage, die gesamte Wertschöpfungskette abzubilden. Die Expertise in der Zerspanung hilft bei der Einschätzung, wie sich die Additive Fertigung über Laserstrahlschmelzen in industrielle Prozesse integrieren lässt.
Eine logische Teilung bei besonders langen Schildern musste Fertigungsbedingt bei maximal 300 mm erfolgen.


Infos zum Anwender
Die C.F.K CNC-Fertigungstechnik Kriftel GmbH mit Sitz im hessischen Kriftel bei Frankfurt ist ein Full-Service-Provider für Einzelteil und Serienkomponenten. Im Unternehmen arbeiten 65 Mitarbeiter und fertigen auf acht Laserstrahlschmelzanlagen sowie 36 Erodiermaschinen komplexe Metallteile für unterschiedlichste Branchen und Industriezweige.
Langjährige Erfahrung
Dabei zählt Christoph Over zu den Gründern der Technologie. Zusammen mit Wilhelm Meiners hat er am Fraunhofer Institut für Lasertechnik ILT an der Entwicklung des Selektiven Laserstrahlschmelzens mitgewirkt. So ist er auch mit den meisten Herausforderungen des Verfahrens bestens vertraut und wirbt dafür, bei einem Projekt immer den Gesamtprozess vor Augen zu halten.
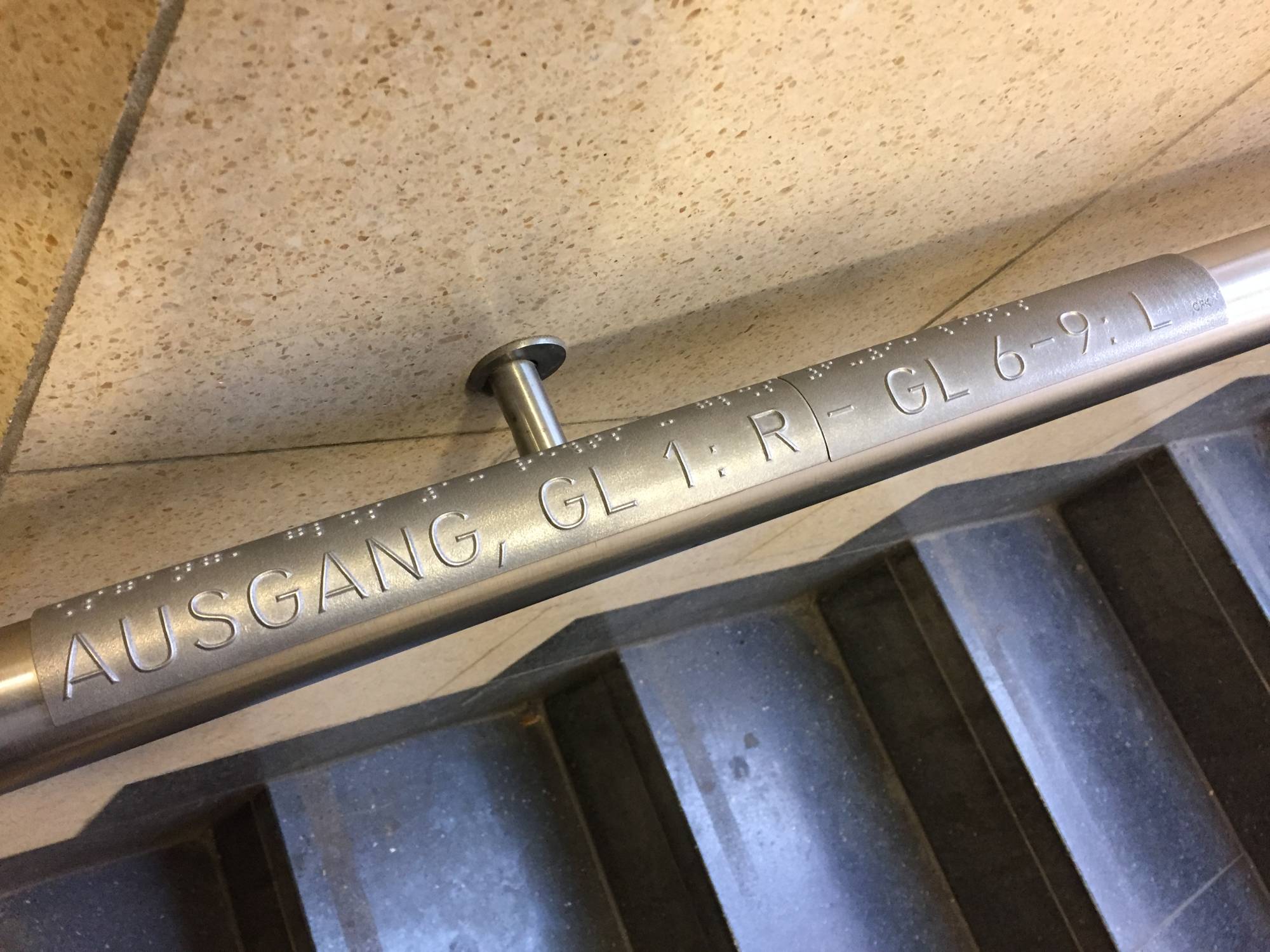
So war es auch bei dem Projekt für die Handlaufschilder mit der Deutschen Bahn. Es handelt sich dabei um Informationsschilder im Rahmen eines Wegeleitsystems, die auf den Handläufen der Treppenaufgänge zu Bahnsteigen den seheingeschränkten Reisenden über die Gleisnummer und Zugänge informieren. „Die Handlaufschilder an sich sind auf den ersten Blick nicht wirklich aufregend“, schmunzelt Over. „Jedoch ist die Herstellung durchaus anspruchsvoll. Der Bauprozess selbst ist freilich verhältnismäßig einfach. Die große Herausforderung liegt vielmehr in der Aufbereitung der Daten. Die Losgröße je Schild liegt zwischen einem und maximal acht Schildern mit der gleichen Aufschrift. Bei dem Projekt ging es um die Handlaufschilder für 87 Bahnhöfe, was zu einem Gesamtvolumen von 1.400 Schildern geführt hat“, geht der Geschäftsführer ins Detail.

Auf den Handlaufschildern ist der Text in Pyramidenschrift nach DIN und in Braille-Blindenschrift aufgebracht.
Automatisierte Prozesse für Variantenfertigung
Die geforderten Handlaufschilder sollten aus AlSi10Mg gefertigt, anschließend gleitgeschliffen und gegen Korrosion passiviert werden. Die Aufschrift sollte in Pyramidenschrift und zusätzlich in Braille-Schrift, also Blindenschrift, aufgebracht werden. „Wir standen vor der Aufgabe, einen weitgehend automatisierten Prozess zu schaffen, der es ermöglicht, die Daten zu Bahnhof und Schildtext, die lediglich in einem Excel-Dokument vorlagen, zu druckbaren Modellen aufzubereiten“, so Over.
Die Aufbereitung der Baujobs wird bis ins letzte Detail durchdacht.
Komplexe Detailaufgaben bewältigen
Zunächst wurde im Rahmen der entsprechenden Ausschreibung ein Musterschild erzeugt, welches von der DB AG auf die Einhaltung der geforderten Rahmenbedingungen überprüft wurde. Ebenso musste ein geeignetes Klebersystem gefunden werden, um die Schilder sicher zu befestigen. „Wir haben schließlich ein Softwaretool entwickelt mit dem es uns möglich war die Schilderbeschriftung in Braille-Schrift zu übersetzen und schließlich auch die erforderlichen 3D-Modelle inklusive der Pyramidenschrift nach DIN für den Klartext zu erzeugen. Außerdem war eine automatische Kennzeichnung der Schilder zur Identifikation per Bahnhof erforderlich. Schließlich mussten noch die Baujobs aufbereitet werden, bei denen es teilweise erforderlich war, die Schilder, die über 300 mm – der maximalen Bauhöhe – lang werden, logisch zu trennen (d.h. nicht im Wort, insbesondere nicht im Braille-Wort).
Nach dem Abtrennen der Schilder von der Bauplattform mittels Drahterodieren erfolgte das manuelle Entgraten der Stützen. Trovalisiert und passiviert werden die Schilder bei einem externen Dienstleister. Nach einer abschließenden Qualitätskontrolle bei C.F.K. werden die Schilder auf Vollständigkeit geprüft, nach Bahnhof geordnet, inklusive Kleber versandfertig gemacht und an den Montage-Dienstleister ausgeliefert.
AM-Anteil oft vergleichsweise gering
„In diesem Projekt wurde deutlich, dass der Anteil der reinen Additiven Fertigung vergleichsweise klein sein kann. Konkret nimmt die Additive Fertigung nur etwa 30 bis 40 % des Gesamtaufwandes in Anspruch. Die eigentliche Herausforderung liegt in der Automatisierung, der Datenaufbereitung, der Konvertierung der Information in Modelldaten sowie der eindeutigen Zuordnung. Jedenfalls zeigt das Projekt aber auch, wo der große Vorteil der Additiven Fertigung ist. Obwohl ein einzelnes Handlaufschild nicht sehr komplex ist, bedeuten die unterschiedlichen Losgrößen je Schild und die hohe Variantenvielfalt, dass sich diese Schilder konventionell nur mit einem sehr hohen Aufwand, auch hinsichtlich der Durchlaufzeit, realisieren ließen“, fasst Over das gelungene Projekt mit der Deutschen Bahn zusammen.
Näheres zu den Handlaufschildern: www.3d-handlaufschild.de
Teilen: · · Zur Merkliste