Schäumverfahren in der Spritzgusstechnik mit Hochglanzflächen
bkl-lasertechnik präsentiert neues Verfahren: Die Schäumtechniken im Spritzgussverfahren bringen Materialersparnis und Geschwindigkeitsgewinn, gehen aber leider auch mit einem Qualitätsverlust an den Oberflächen der Teile einher. Der nordbayerische Laserspezialist bkl-lasertechnik hat nun ein Verfahren entwickelt, mit dem auch Hochglanzflächen möglich werden.

Das im Schäumverfahren gespritzte Teil kann mit glänzenden Oberflächen überzeugen und das sogar in diversen Narbungen.
bkl-Narbkatalog
bkl-lasertechnik ist nicht nur in der Lage, Spritzguss-Werkzeuge für Hochglanzflächen im Schäumverfahren zu entwickeln. Das Unternehmen kann diese Flächen zudem mit attraktiven Narbungen versehen, die mittels Laserstrukturierung dreidimensional und verzerrungsfrei in die Form eingebracht werden können. Um Kunden bei der Gestaltung zu unterstützen, bietet bkl-lasertechnik einen umfangreichen Narbkatalog an.
Aber warum hat sich gerade ein Laserspezialist dieser Problematik angenommen? „Ganz einfach: Die für dieses Verfahren notwendigen Geometrien zur konturnahen Kühlung lassen sich nur mit der additiven Fertigung im Laserschmelzverfahren realisieren“, erläutert Bernd Klötzer, Inhaber der bkl-lasertechnik.
Denn der für die Qualität der Oberflächen entscheidende Arbeitsschritt ist die gezielte Aufheizung und Abkühlung der Form an den richtigen Stellen und zur richtigen Zeit im Spritzgießzyklus. Mit einer neu entwickelten Temperiertechnik wird ein spezielles, heißes Fluid in die Kühlkanäle gespritzt, um die Oberflächen an den entscheidenden Stellen aufzuheizen, bevor der Kunststoff in die Form gespritzt wird. Danach wird die Form blitzschnell wieder mit einem kalten Fluid abgekühlt.
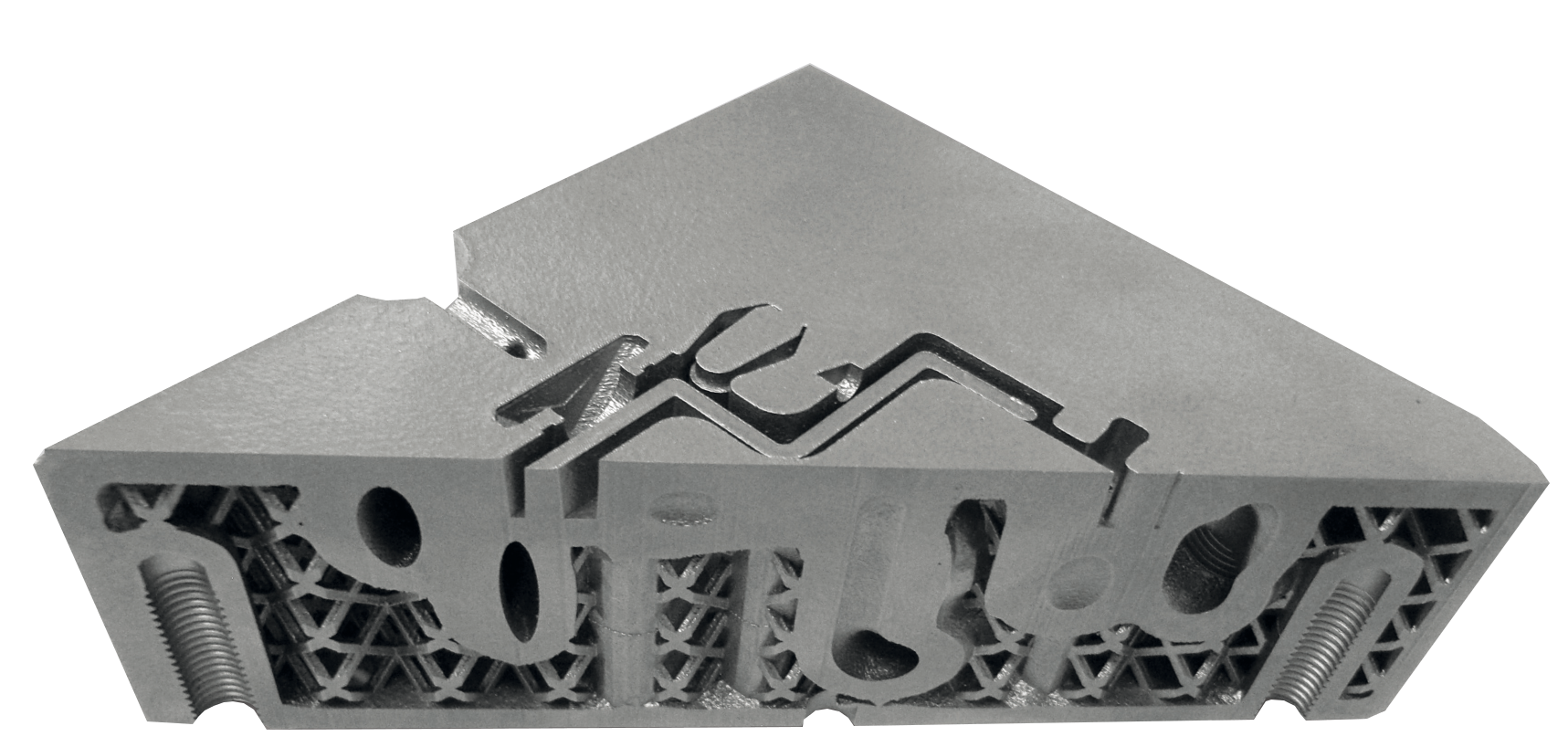
Form mit isolierenden Wabenstrukturen und Kanälen zur konturnahen Kühlung.
Konturnahe Kühlung
Die Geometrien für solche Werkzeuge lassen sich nur mit additivem Laserschmelzen realisieren. Denn nur so lassen sich Formen erstellen, die sich mittels feiner Kanäle oder isolierender Wabenstrukturen schnell und gezielt erhitzen oder kühlen lassen.
Zusätzlich zur Oberflächenqualität bietet dieses Spritzgussverfahren weitere Vorteile: Neben der Materialeinsparung um bis zu zehn Prozent reduziert sich auch die Fertigungszeit für die Werkzeuge um bis zu 25 Prozent – dank der additiven Fertigung. Zudem wird aufgrund der kurzen Aufheizzeiten merklich Energie eingespart. Insgesamt reduziert sich auch die Belastung der Spritzgussmaschine, da lediglich mit einem Spritzdruck von 200 bar gearbeitet wird und auch das Gewicht der Form – durch die feinen Wabenstrukturen – um einiges geringer ist.


Links: im herkömmlichen Schäumverfahren gespritztes Teil; rechts: im bkl-Verfahren gespritztes Teil.
Teilen: · · Zur Merkliste