anwenderreportage
Ventilblock im Leichtbau
Auch im hohen Norden wird eifrig daran gearbeitet gearbeitet, Bauteile zu optimieren und dafür auch die Möglichkeiten der Additiven Fertigung in der Herstellung zu nutzen. Das VTT-Technical Research Center of Finland Ltd. nutzt eine SLM® 125 HL von SLM-Solutions um Entwicklungen Realität werden zu lassen. Autor: Georg Schöpf / x-technik

Durch die Optimierung des Ventilblocks und additiven Herstellung mit einer SLM® 125 HL von SLM-Solutions konnte dessen Gewicht eines Ventilblocks aus H 13 um 74 % gegenüber dem Originalteil reduziert werden. Das fertig optimierte Teil wiegt nur mehr 600 g.


SLM® 125 HL
(h3)Anlagenparameter
• Bauraum (x/y/z): 125 x 125 x 75 (125) mm
• Laserleistung: 400 W, Yb-Faser-Laser
• Baugeschwindigkeit: 25 ccm/h
• Praktische Schichtdicke: 20µm - 75µm
• Min. Spurbreite / Wandstärke: 140 - 160 µm
• Operativer Strahlfocus frei wählbar: 60/70 - 90 µm
• Belichtungsgeschwindigkeit: 10 m/s
Das wirtschaftliche System mit den kompakten Abmaßen ist für schnelle Ergebnisse im F+E-Bereich, sowie für die Produktion kleinerer Bauteile ausgelegt. Zusätzlich bietet die SLM®125HL eine Bauraumreduzierung auf 50 x 50 x 50 mm³. Damit können kleinere Teile mit nur 20% der Pulvermenge erstellt werden. Die patentierte bidirektionale Beschichtungssteuerung gewährleistet eine hohe Baurate.
Ausgangssituation war ein Ventilblock aus H 13 (1.2344) Werkzeugstahl, wie sie von der Firma Nurmi Cylinders vor allem für Kräne zur Ansteuerung von Hydraulikzylindern eingesetzt werden. Das Bauteil hatte vor der Optimierung ein Gewicht von 2,5 kg. In der konventionellen Herstellung waren zusätzliche Hilfsbohrungen erforderlich, die im Anschluss teilweise wieder mit Stopfen abgedichtet werden müssen, und dadurch immer die Gefahr von Leckagen bargen.
„Ziel war es, den Ventilblock möglichst leicht zu machen, ohne an Festigkeit zu verlieren. Rahmenbedingung für die Optimierung war ein Arbeitsdruck von 300 bar an Hydraulikflüssigkeit, dem das Ventil unter maritimen Bedingungen standhalten muss“, beschreibt Pasi Puukko, Research Team Leader bei VTT die Aufgabenstellung. „Da wir durch unsere Lasersintermaschine in der Produktion auf die Möglichkeiten der Additiven Fertigung zurückgreifen können, hatten wir bei der Optimierung volle Designfreiheit“, so Puukko weiter. VTT setzt in der Additiven Fertigung von Komponenten auf Laserschmelzsysteme der deutschen SLM-Solutions Group AG, die in Österreich von der MostTech Technologie Agentur vertreten wird.
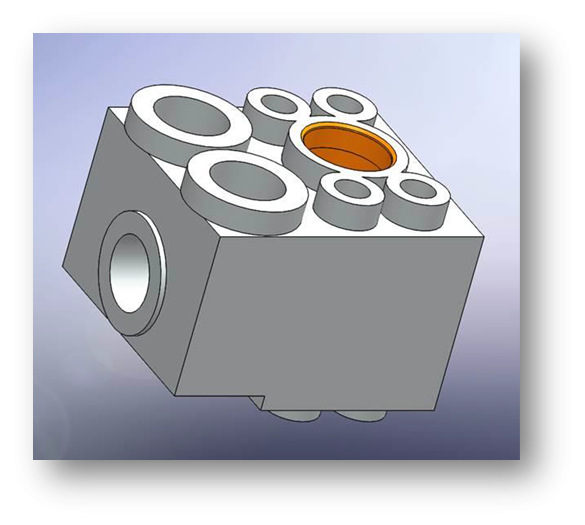
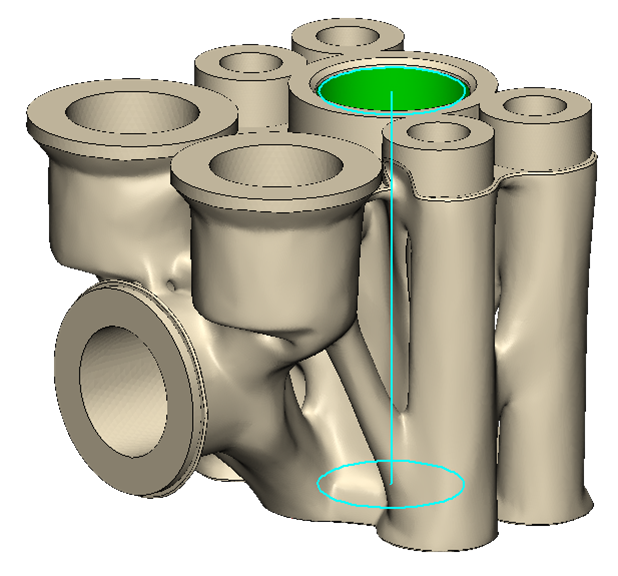
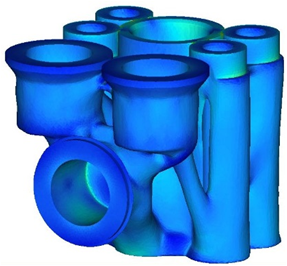
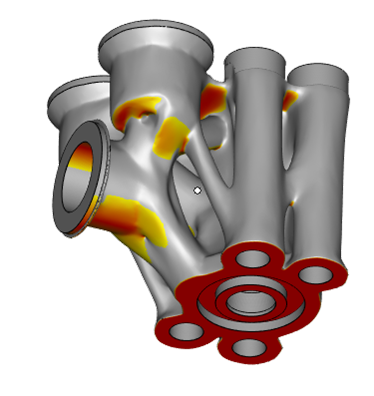
Der Optimierungsprozess von der Ursprungsgeometrie bis zur Simulation des fertig optimierten Bauteils.

Pasi Puukko
Research Team Leader bei VTT
„Mit der SLM 125 HL, die wir jetzt seit gut einem Jahr einsetzen, können wir optimierte Bauteile schnell und in hervorragender Qualität herstellen. Eine Nachbearbeitung ist oftmals überhaupt nicht mehr nötig.“
Mehrere Durchgänge erforderlich
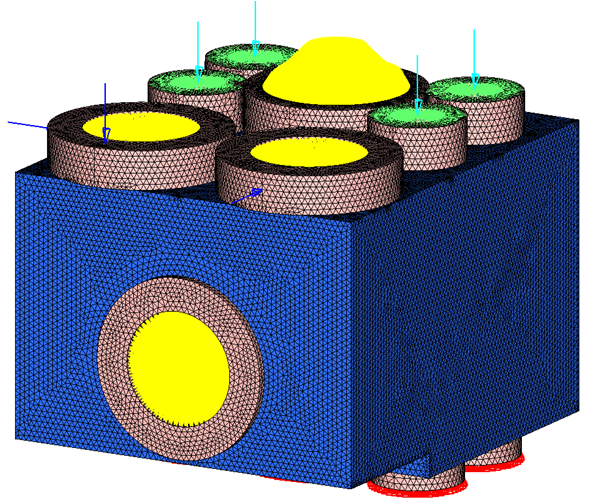
Um zu einem tragfähigen Ergebnis zu kommen wurde für die Optimierung auf die Simulationssoftware OptiStruct von Altair zurückgegriffen. Dazu wurde ein 3D-Modell des ursprünglichen Ventilblockes in die Software eingelesen. Danach wurden sämtliche Rahmenbedingungen definiert. Diese enthielten neben Vorgaben für den Bauraum auch Informationen über die anliegenden Drücke, etwaige mechanische Belastungen (Anm: Lasten von Verschraubungen, Auflagelasten etc.), Materialbedingungen sowie Sicherheitsfaktoren.
„Die Software generiert ein Berechnungsnetz, das als Grundlage für die Optimierung fungiert. In einem ersten Durchgang wurden die Außengeometrien reduziert. Eine anschließende Glättung der Geometrien verringerte die Flächenzahlen. Hierfür wurde, als Zwischenschritt für das remeshing, 3-maticSTL von Materialise verwendet. Diese Software bietet auch gleichzeitig die Möglichkeit, das Modell auf Flächenintegrität zu überprüfen, was für den späteren Bauprozess sehr wichtig ist. In weiteren Design-Durchgängen wurden die Ventilkanäle auf der Basis definierter Vorgaben hinsichtlich Winkel und Querschnitt angepasst“, beschreibt der Teamleiter den Gesamtvorgang detailliert.

Infos zum Anwender
Die VTT Technical Research Center of Finland Ltd. ist ein Forschungs- und Technologieunternehmen mit Sitz in Espoo in Südfinnland. Seit 73 Jahren entwickelt das Unternehmen neue und innovative Technologien und Lösungen für Kunden und Partner im privaten und öffentlichen Sektor. Dabei baut der staatsnahe Betrieb auf enge nationale und internationale Netzwerke und die intensive Zusammenarbeit mit Kooperationspartnern aus der Industrie.
Fertigungsvorbereitung
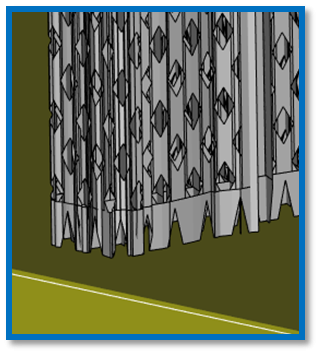
Um den vorgegebenen Drücken standhalten zu können sind bei dem vorliegenden Ventilblock die Anschlüsse entsprechend massiv ausgeführt. Dadurch entsteht im Bauprozess im SLM-Verfahren die Gefahr, dass diese im Pulverbett absinken, oder das Modell im Pulverbett kippt. Deshalb war das Anbringen von Supportgeometrien notwendig. Die Definition der Stützgeometrien wurde schließlich in einem letzten Durchgang mithilfe von Magics RP von Materialise vorgenommen.


Beachtliches Ergebnis
„Durch die Optimierung des Ventilblocks konnte dessen Gewicht um 74 % gegenüber dem Originalteil reduziert werden. Das fertig optimierte Teil wiegt nur mehr 600 g. Durch die Verwendung eines alternativen Materials könnte sogar noch eine zusätzliche Gewichtsreduktion erzielt werden. Außerdem gelang es durch geringfügige Anpassungen der internen Kanäle, das Fließverhalten im Ventilblock zu verbessern. Das fertige Teil beinhaltet bereits sämtliche Hydraulikkanäle und Befestigungslöcher. Zusätzliche Bohrungen sind jetzt nicht mehr erforderlich. In der Nachbearbeitung des Ventilblocks mussten nur noch die Flanschflächen überarbeitet werden“, fasst Puukko den Projekterfolg abschließend zusammen.
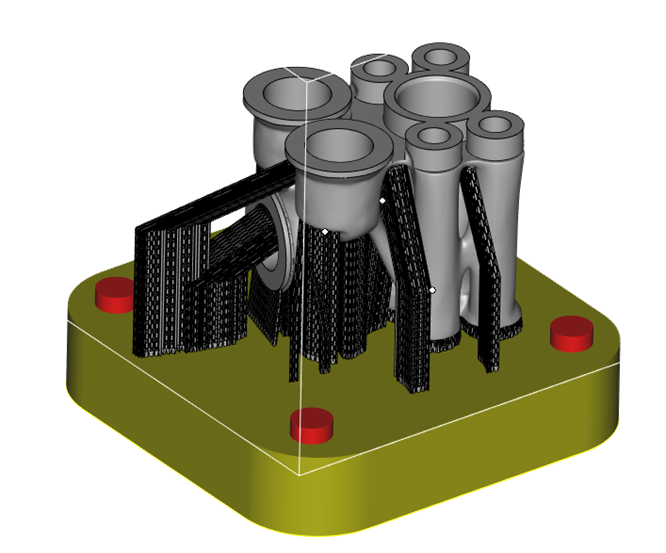
Die Supports und deren Ansatzpunkte werden so ausgeführt dass sie leicht entfernt werden können.

Die Magics RP Software ermittelt die Bereiche für die Supportstrukturen erforderlich sind.
Teilen: · · Zur Merkliste