Nikon SLM Solutions SLM 125: Produktivitätssteigerung im Formenbau
Potentiale additiver Fertigungsverfahren im Werkzeug- und Formenbau bei ABB: Der technologische Wandel durch die Additive Fertigung gewinnt bei immer mehr Unternehmen im Werkzeug- und Formenbau an Bedeutung. Generativ gefertigte Werkzeugeinsätze zur konturnahen Kühlung bieten ein großes Potential im modernen Werkzeugbau. ABB konnte am Beispiel einer Verkabelungstülle eine enorme Produktivitätssteigerung aufzeigen.

ABB stellt unter Anderem Kabeltüllen aus TPE in sehr großen Stückzahlen her.
ABB Antriebe und Steuerungen ist einer der weltweit führenden Hersteller von Antrieben und SPS Steuerungen. Das Unternehmen beschäftigt rund 6.600 Mitarbeiter in mehr als 80 Ländern. Die Kundenwünsche werden auf der ganzen Welt durch 12 Fabrikationsbetriebe abgedeckt. ABB produziert unter Anderem Millionen von Kabeltüllen pro Jahr. Die Kabeltülle, die für diese Fallstudie zu Grunde gelegt wurde, ist eine Komponente, die in hohen Stückzahlen aus einem thermoplastischen Elastomer (TPE) hergestellt wird. Das ursprünglich verwendete Spritzgießwerkzeug hatte keine Kühleinsätze und erreichte eine Zykluszeit von etwa 60 Sekunden, einschließlich der Abkühlzeit des TPE von etwa 30 Sekunden.
Die Fallstudie verfolgte mit der Umsetzung einer konturnahen Kühlung für diesen Einsatz gleich mehrere Ziele: Die Effizienz in der Produktion zu verbessern und gleichzeitig die Produktqualität durch die Reduktion der Ausschussquote zu steigern.

Konturnahe Kühlung für Werkzeugeinsätze
Mit dem SLM-Verfahren werden mechanisch und thermisch belastbare, metallische Bauteile mit hoher Präzision erstellt. Dabei werden heute Härtegrade von bis zu 54 HRC, abhängig vom Werkstoff, erreicht. Dieses additive Fertigungsverfahren stellt einen großen Vorteil für die Wertschöpfung im Produktionsbetrieb dar. Der Werkzeugbauer spart Zeit in der Konstruktions- und Fertigungsphase, außerdem fließen mögliche Änderungswünsche schneller und leichter ein.
Mit der additiven Fertigungstechnologie SLM (Selective Laser Melting) können Kühlkanäle für Spritzgusswerkzeuge sehr nahe unter der Formkontur des Werkzeugs angesetzt werden. Komplexe Teile mit unterschiedlichen Wandstärken bei Verrippungen und Stegen können so bestmöglich gekühlt werden. Neben dem Reduzieren der Zykluszeit kann durch die Kühlung der Verzug im Teil verringert werden. Auch das Temperieren des Werkzeugs kann über diese Kanäle erfolgen. ABB konnte die Zykluszeit für die Kabeltülle durch eine Neugestaltung und Optimierung des Werkzeugeinsatzes enorm reduzieren. Die optimierte Geometrie des Bauteils führt neben einer Verrringerung der Zykluszeit auch zu weniger Ausschuss in der Produktion.
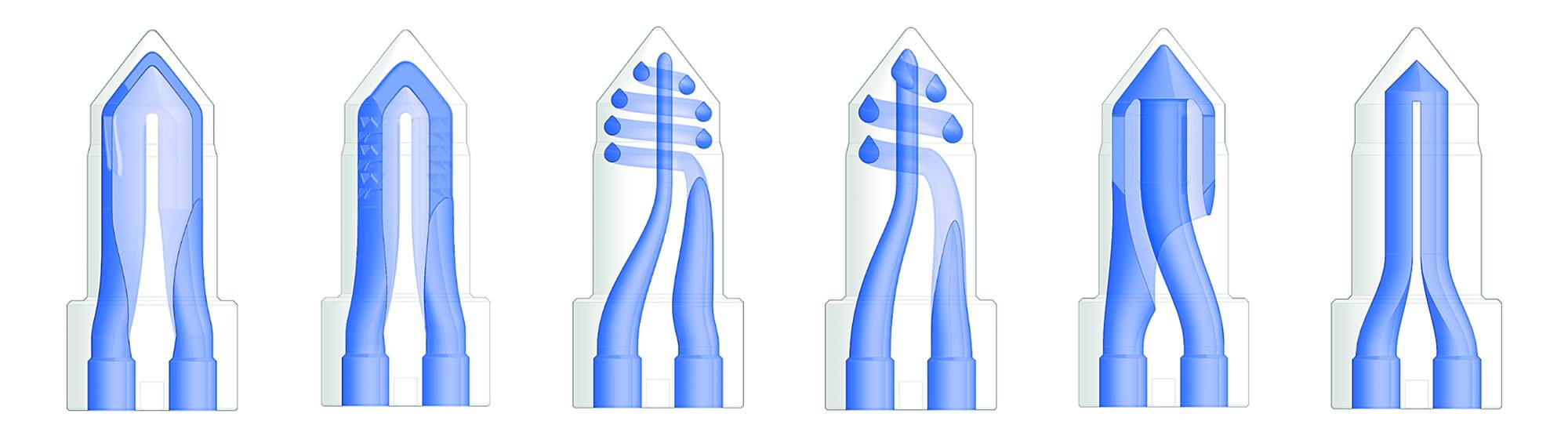
Sechs verschiedene Kühlgeometrien wurden untersucht, wobei die erste, die vierte und die fünfte (von links) vergleichbar gute Ergebnisse von unter zehn Sekunden erzielten.
Redesign für konturnahe Kühlung
Für die Studie wurden sechs verschiedene Kanalprofile für den Werkzeugeinsatz neu entworfen. Dabei wurde bewusst eine Version so erstellt, dass sie einer herkömmlichen Kühlung sehr ähnlich ist, um einen Vergleich mit der konventionellen Fertigung durchführen zu können. Die Kanalprofile wurden für die SLM-Fertigungstechnologie unter Berücksichtigung herstellungsrelevanter Faktoren optimiert, wie die Verringerung der Winkel von face-down-Flächen um mit weniger Support-strukturen auszukommen, Mindestwandstärken zwischen den Kanälen und die Abmessungen und Formen der Kanäle. Bevor die verschiedenen Kühlkanalprofile in die Produktion gingen, wurden Simulationen zu Wasserströmung und Wärmeleitfähigkeit durchgeführt. Bereits bei diesen Simulationen zeigten die neu konstruierten Teile ein leicht verändertes Kühlverhalten.
Die neuen Werkzeugeinsätze wurden von der finnischen VTT Technical Research Centre of Finland Ltd. auf einer SLM®125HL in 1.2709 martensitaushärtbarem Stahl hergestellt. Anschließend erfolgte eine Wärmebehandlung, um die gewünschte Härte von 54 HRC zu erreichen. Die endgültige äußere Form wurde konventionell nachbearbeitet.

Eine thermische Simulation lieferte erste verwertbare Angaben zum Abkühlverhalten unterschiedlicher Geometrien.
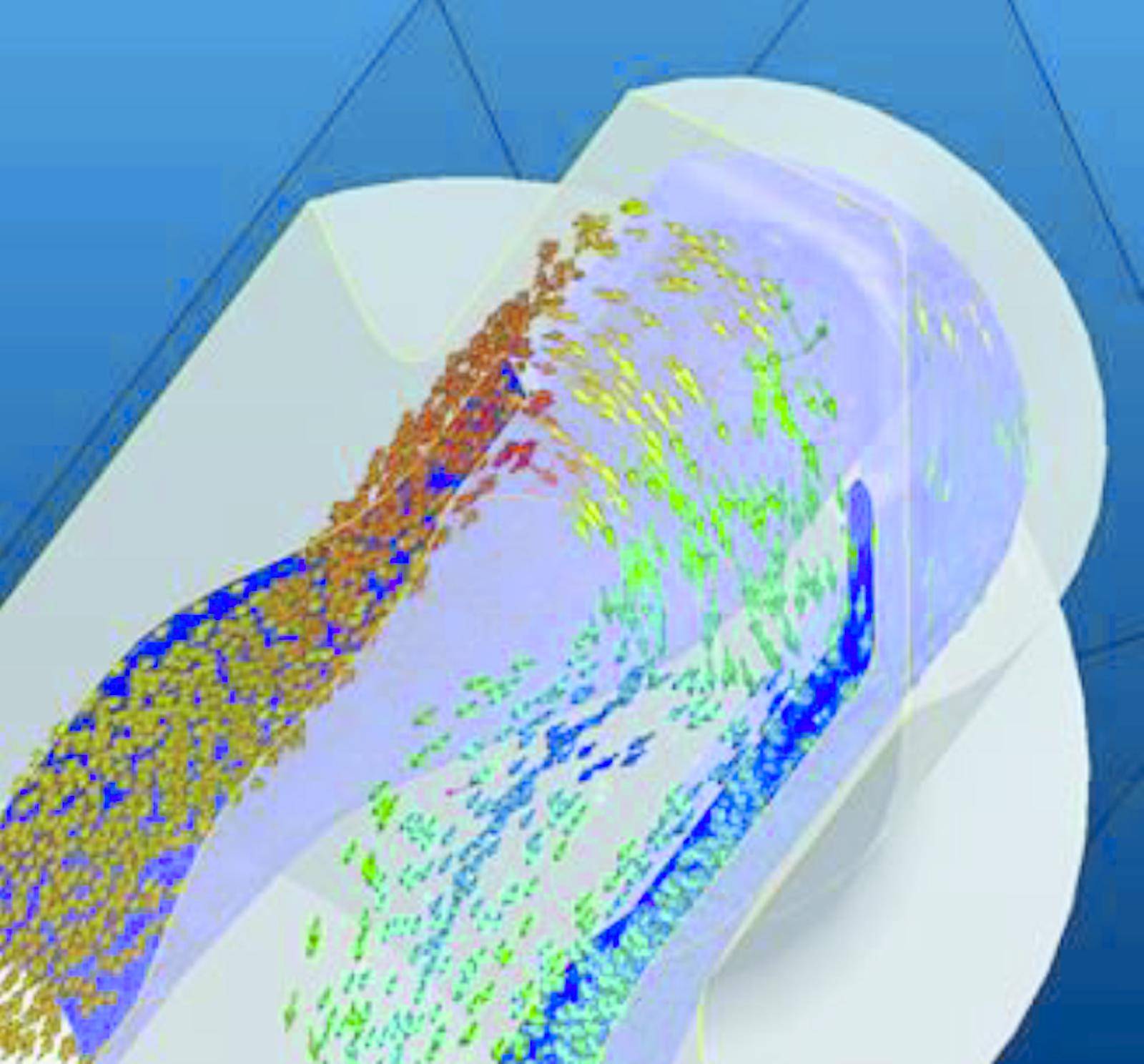
Anhand von CFD-Simulationen konnten die Kühlkanäle optimiert werden.
Der Kühltest
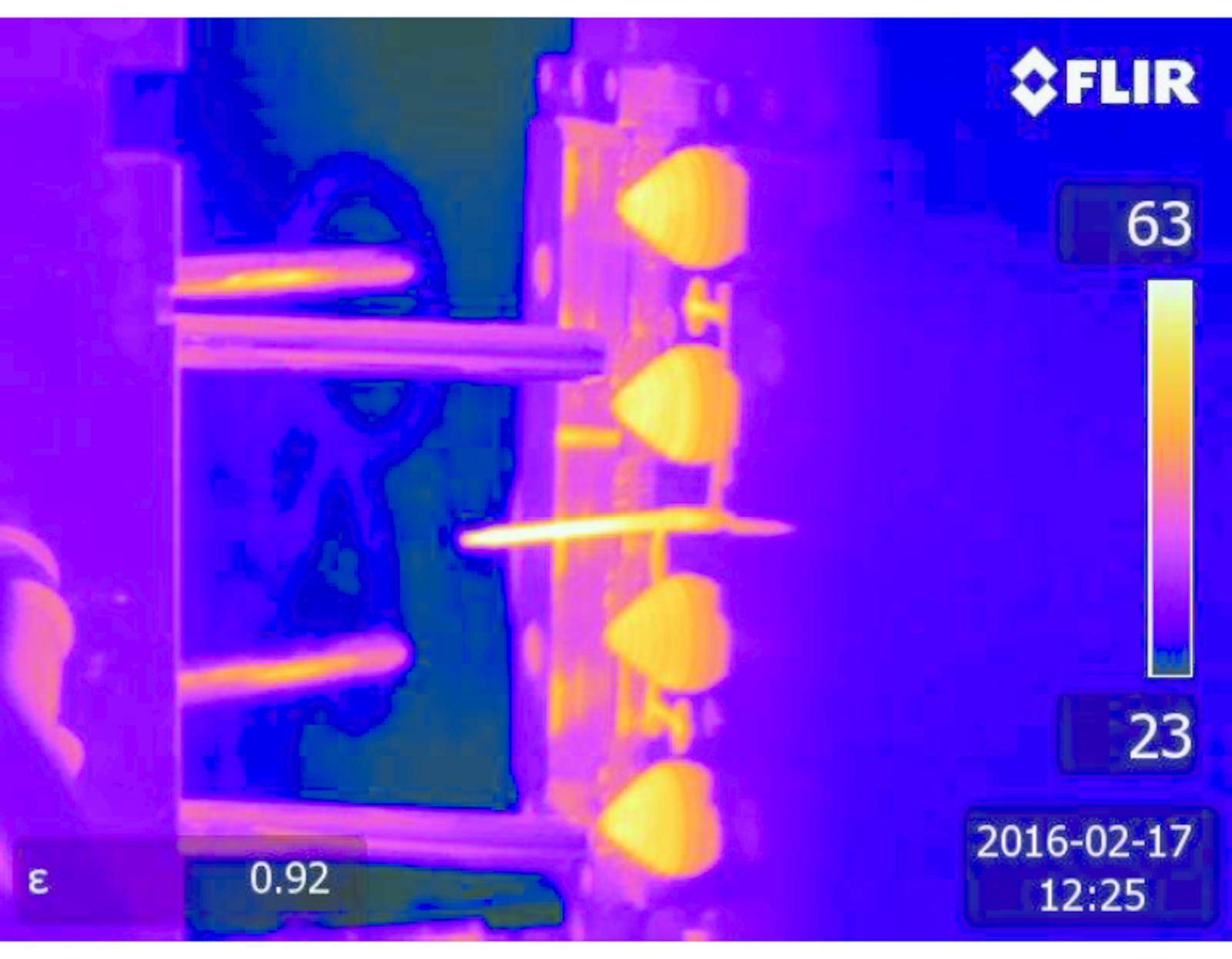
Die additiv gefertigten Teile wurden in einem Temperprozess auf eine Temperatur von 70 °C erhitzt und anschließend auf 20 °C abgekühlt, um einen guten Vergleich mit dem Abkühlen des TPE im Spritzgussverfahren herzustellen. Die Abkühlphase wurde durch Infrarotabtastung gemessen, um das Kühlverhalten aufzuzeigen.
Das beste Kühlungsverhalten mit Kühlzeiten unter 10 Sekunden lieferten die Formen Fontäne, dünnes U und das dicke Spiralprofil. Diese verfügen über relativ kleine Querschnitte für eine schnelle und turbulente sowie gleichmäßige Wasserströmung nahe der Einsatzoberfläche. Der Werkzeugspitzenbereich kühlt auf allen Profilen langsamer ab. Die Fontäne und das dünne U-Profil wurden im Zusammenspiel mit anderen Parametern und Überlegungen zur einfachen Herstellung mit den meisten Potenzialen für die Produktion identifiziert.
Die Teile mit der konturnahen Kühlung wurden im Spritzgusswerkzeug eingebaut. Beim TPE wurde durch den Einsatz der konturnahen Kühlung im Spritzgusswerkzeug eine Reduzierung der Abkühlzeit von etwa 30 Sekunden auf etwa 6 Sekunden erzielt, bei einer Minimierung der Zykluszeit von 60,5 Sekunden auf 14,7 Sekunden.
Die Formeinsätze mit konturnaher Kühlung ermöglichten im Spritzgießwerkzeug eine Abkühlzeit von lediglich 6 s für die Kabeltüllen aus TPE.

Der Kühlungstest wurde mittels Infrarotkamera überprüft.
Fazit
Der Trend zur konturnahen Kühlung hat zahlreiche technische und ökonomische Gründe. Werkzeuge sollen in der Fertigung bei den Stückkosten Geld verdienen, und dies gilt umso mehr bei hohen Stückzahlen. Prozesssichere Werkzeuge, die Zykluszeiten reduzieren helfen, verbessern die Wertschöpfung in der Produktion. Das SLM-Verfahren kann in der Zukunft massgeblich dazu beitragen, Werkzeuge effizienter zu machen und die Produktivität zu steigern.
Teilen: · · Zur Merkliste