Concept Laser X line 2000R: AM Factory of Tomorrow
Concept Laser stellt neue Maschinen-, Software- und Anlagenarchitektur zur Industriellen Serienfertigung im Sinne von „Industrie 4.0" vor: Obwohl Additive Manufacturing (AM) lediglich 0,03 % des über zehn Billionen US-Dollar schweren, globalen Produktionsmarktes ausmacht, hat die Additive Fertigung die Experimentierphase verlassen und entwickelt sich zum boomenden Geschäft. Im Jahr 2016 werden laut einer Studie der internationalen Managementberatung Bain & Company die Umsätze weltweit um rund 30 % auf mehr als sieben Mrd. USD ansteigen. Aber das ist erst der Anfang. Nach ihrer Einschätzung steht die Additive Fertigung an der Schwelle der Massenfertigung.
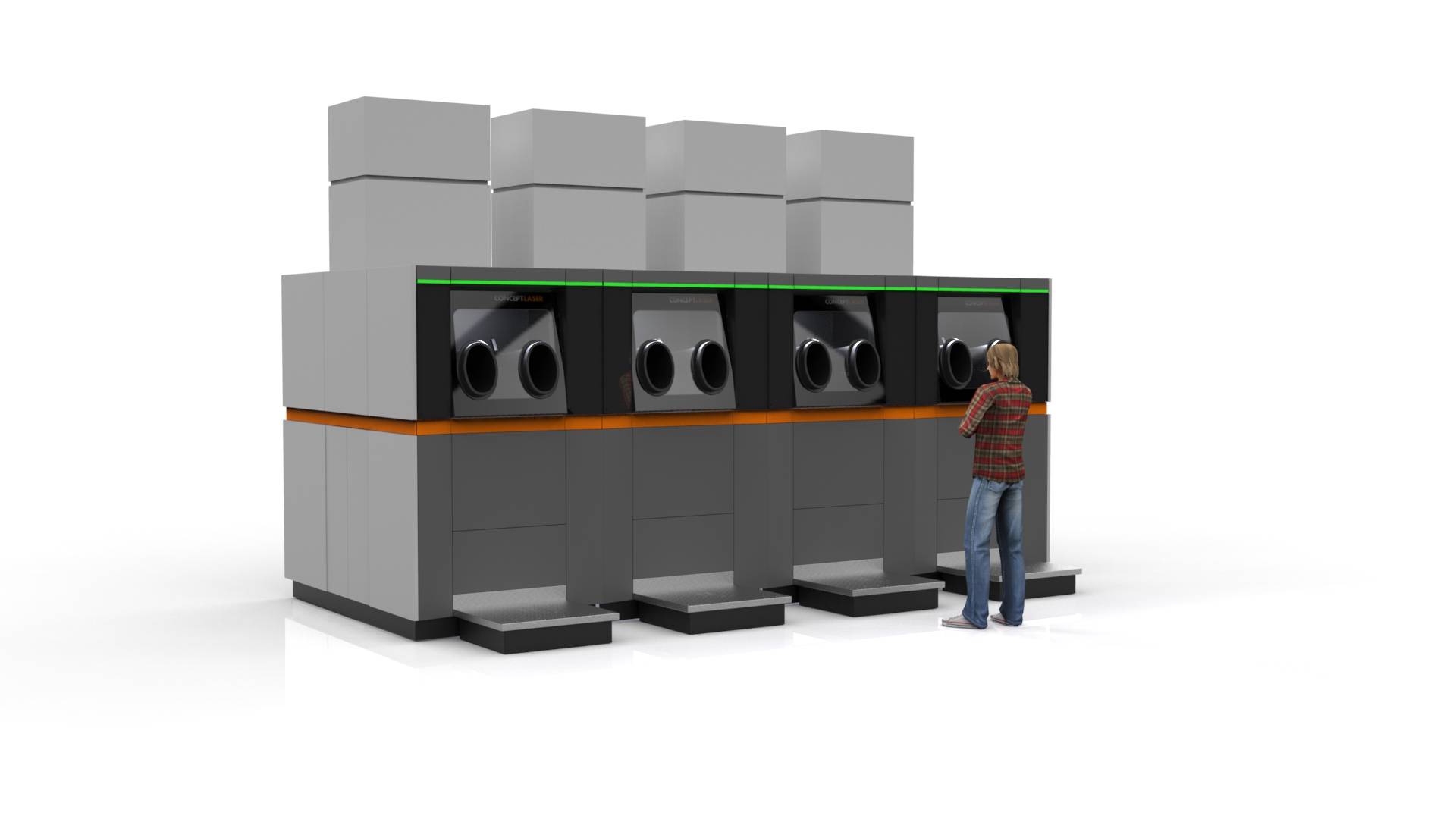
Smarte Produktion mit AM-Modulen von Concept Laser auf industriellem Niveau mit minimalem Footprint.
Prognosen für AM
Die Prognosen für Additive Manufacturing nach Roland Berger, einer global tätigen Unternehmens- und Strategieberatung, lauten:
Kosten in EUR:
2018 = 1,60/cm³
2023 = 1,10/cm³
Aufbaugeschwindigkeiten:
• Jahr 2013 = 10 cm³/h
• Jahr 2018 = 40 cm³/h
• Jahr 2023 = 80 cm³/h
In zehn Jahren eine Steigerung um den Faktor 8 oder 800 %. Das lässt industrielle Größenordnungen erwarten.
Die industrielle Serienfertigung hat das Additive Manufacturing erreicht. Angesichts der heute schon möglichen Aufbaugeschwindigkeiten und Bauraumgrößen hat die generative Fertigung längst das Stadium des Prototyping überwunden. Nun wartet der Megatrend „Industrie 4.0“ als große Herausforderung auf alle Marktteilnehmer. Laut Peter Sander, Leiter Emerging Technologies & Concepts bei Airbus, plant der Flugzeughersteller im Jahr 2018 Titan, Edelstahl und Aluminium im AM-Serieneinsatz zu verarbeiten. Anwender aus der US-Luft- und Raumfahrtbranche haben AM zur Standardstrategie erklärt.
Die Herausforderungen für eine wirtschaftliche Serienproduktion spielen sich auf drei Ebenen ab: Digitalisierung, Automatisierung und eine Vernetzung der Maschinen bis hin zur Schaffung einer Smart Factory.

Basisgedanke der neue Anlagen-Architektur von Concept Laser: Entkoppelung von Handling- und Prozesseinheit.

Oliver Edelmann
Leiter Vertrieb & Marketing bei Concept Laser
„Als Trendsetter zeigt Concept Laser einmal mehr andere Lösungen als der Wettbewerb. Und das ist auch gut so. Mit der neuen Maschinenarchitektur wird Concept Laser erneut einen Meilenstein und Impuls in der additiven Fertigung metallischer Bauteile setzen. Dieser Ansatz geht ganz neue Wege und ermöglicht eine wirtschaftliche Serienproduktion. Wir wollen die Wertschöpfung unserer Anwender deutlich steigern.“
The next industrial revolution
General Electric (GE) spricht von sich selbst als „Digital Industrial Company“ und in Bezug auf AM von „The next industrial revolution“. Das Unternehmen kündigte bereits 2014 an, dass binnen fünf Jahren ca. 80 % eines Triebwerks additiv hergestellt werden. Ebenfalls 2014 kündigte GE an, dass eine sogenannte Fluid Nozzle zum Betanken von Flugzeugen, bisher ein Druckgussteil, bis 2016 nur noch gedruckt werden soll. Die Aufbaugeschwindigkeit gibt GE mit nur ca. 18 Stunden an – und, das überrascht sogar Branchenkenner, die Stückzahl liegt weltweit bei 150.000 pro Jahr.
Option zur Kombination einer Handling-Station mit zwei Prozess-Stationen.
Betrachtung von Kosten und Aufbaugeschwindigkeiten
Immer dann, wenn das generativ aufgebaute Bauteil besser, leistungsfähiger, schneller verfügbar, leichter oder/und kostengünstiger sein wird, ist die Additive Fertigung die richtige Lösung. Die Kosten werden derzeit mit EUR 3,14/cm³ (für Material, Maschine, Energie etc.) angesetzt, sinken aber ständig, was die weitere Verbreitung verbessert. Die Prognosen nach Roland Berger, einer global tätigen Unternehmens- und Strategieberatung, lauten für 2018 EUR 1,60/cm³ und für 2023 EUR 1,10/cm³. Aufbaugeschwindigkeiten sind aus Sicht der Industrie das wohl wichtigste Kriterium zur Beurteilung der Wirtschaftlichkeit. Die Grenzen verschieben sich durch den Stand der Technik kontinuierlich nach oben (siehe Info-Box).
Mehrere Handling-Stationen können eine zentrale Metallpulver-Aufbereitungseinheit bilden.
Wie verändert ein generativer Ansatz das konstruktive Denken?
Bislang legten Einkäufer einen konventionellen Bauteil auf den Tisch und fragten, was es lasergeschmolzen kosten würde. Dies bedeutete faktisch, die Vorzüge des Verfahrens ungenutzt zu lassen. Heute gehen die Konstrukteure systematischer vor. Es werden die Leistungsparameter definiert, und daraus werden „verfahrensgerechte Lösungen“ entwickelt. Das Bauteil kann AM-gerecht „designt“ werden.
Das Ergebnis überrascht nicht nur optisch. Bionisch ausgelegte Leichtbauteile können durchschnittlich um bis zu 20 bis 30 % leichter sein als gefräste oder gegossene Bauteile. In einigen Fällen erreicht die potenzielle Gewichtsreduktion auch 60 bis 80 %, wenn z. B. rechtwinklige Metallblöcke auf ihre eigentliche Funktion reduziert werden. Wichtig ist es, die Bauteilanforderungen hinsichtlich thermischer und mechanischer Eigenschaften zu erfassen und diese mit einer gezielt auf das Verfahren abgestimmten Konstruktion zu erschließen. Konkret bedeutet dies, dass die Teile nicht nur mehr können, sie sind auch leichter und weisen eine andere Geometrie auf.
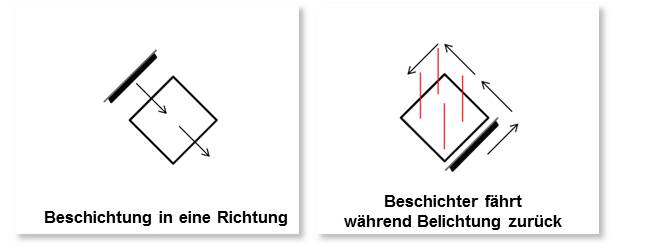
Schematische Darstellung des neuen 2-Achsen-Beschichtungsprozesses: Während der Beschichter nun zurückfährt, kann gleichzeitig belichtet werden. Dies geht einher mit einer Zeitersparnis und einem sauberen Beschichtungsprozess, da der Beschichtungsvorgang nur in eine Richtung verläuft.
Wie verändert sich die Verarbeiterszene?
Der Bedarf an generativer Fertigungskapazität nimmt weltweit rapide zu. Aufgrund der Fertigungsoption „on demand“ und „dezentral“ gilt dies für nahezu alle Weltregionen. Aktuell ist zu beobachten, dass sich die Verarbeiterszene formiert und zu strategischen Investitionen in den Metalldruck bereit ist. Dabei zeigen sich zwei idealtypische Modelle: Das Druckzentrum als Dienstleister sowie industrielle Anwender, welche die Entwicklungs- und Fertigungskompetenzen „In-house“ nutzen, um Wettbewerbsvorteile ausspielen zu können.
Als Nebeneffekt bleibt auch noch anzumerken: jene Verarbeiter, die umfassende 3D-Produktlösungen anbieten wollen, bauen ihre metallurgischen und verfahrenstechnischen Kompetenzen aus, suchen Netzwerke und Kooperationen und bieten Bauteile höchst unterschiedlicher Volumina an. Es geht hier um eine Dienstleistung als Full-Service-Anbieter.

Beispiel eines Bauteils aus der Luftfahrt (Bracket von Airbus): Neues Design und Leichtbau treffen auf Seriencharakter. In der Abbildung ist ein additiv gefertigtes Bauteil (unten) im Vergleich zum konventionellen Bauteil (oben) zu sehen. (Quelle: Airbus Operations GmbH)
Momentaner Stand der Technik
Die bisherigen Maschinenkonzepte konzentrierten sich meist auf Aufbaugeschwindigkeiten, Bauraumgrößen und qualitative Aspekte. Die propagierten Zielsetzungen wurden auf Anbieter- und Verarbeiterseite weitgehend erfüllt, womit sich der 3D-Druck im ersten Schritt für das Prototyping und die Kleinserienfertigung etablieren konnte. Doch die Erwartungen an die generative Fertigung steigen weiter. Welche Antworten bieten die Maschinen- und Anlagenbauer auf mittlere Sicht?
Größere Bauräume? – Die X line 2000R mit 2 x 1.000 W von Concept Laser verfügt über den derzeit größten Bauraum der Welt für das pulverbettbasierte Laserschmelzen von Metallen (800 x 400 x 500 mm³). Noch größere Bauräume sind denkbar, aber es treten höhere Spannungen im Bauteil auf – und ein wirtschaftlicher Betrieb ist somit ungewiss. Zudem bieten sich intelligente Fügetechniken an. Die industriellen Anwender sind mit dem heutigen Stand der Technik eher zufrieden.
Stärkere Laserquellen? – Hier darf man gespannt sein, wohin der technische Fortschritt führt, aber auch dieser Weg alleine wird nicht das Allheilmittel sein.
Höhere Aufbaugeschwindigkeiten? – Hier liegt unbedingt ein Ansatz, der sich schnell umsetzen lässt. Stichwort ist die Multilaser-Technik. Allerdings müssen mehrere Laserquellen geschickt eingesetzt werden, damit es bei der Qualität der Bauteile, Stichwort Überlappbereiche und Schmauchentwicklung, keine Abstriche gibt.

„AM Factory of Tomorrow“ von Concept Laser für die industrielle Serienfertigung. (Alle Bilder: Concept Laser)
Neue Wege in der Maschinenarchitektur
Die Probleme, die sich für die Serienfertigung aus den bisherigen „Stand alone“-Maschinenlösungen ergeben, werden bei Concept Laser nun durch eine neue Maschinenarchitektur überwunden. Dazu findet zunächst eine räumliche Trennung von Produktions- und Handlingprozessen statt. Dies geschieht aber nicht, wie bei allen Anlagenlösungen von Concept Laser innerhalb der Maschine, sondern es entstehen zwei physisch getrennte Bereiche. Zudem ermöglichen das automatisierte Pulvermanagement sowie die Automation weiterer, bis dato manueller Prozesse, die bisherigen Stillstandzeiten auf ein Minimum zu reduzieren. Abgerundet wird das Konzept durch eine Anbindung konventioneller Prozessschritte an die Additive Fertigung – z. B. zur Nachbearbeitung der Bauteile. Insgesamt fügt sich das Bild zu einer automatisierten, digitalisierten und vernetzten Lösung zur wirtschaftlichen Serienfertigung von metallischen Bauteilen im Sinne des Leitgedanken der Industrie 4.0.
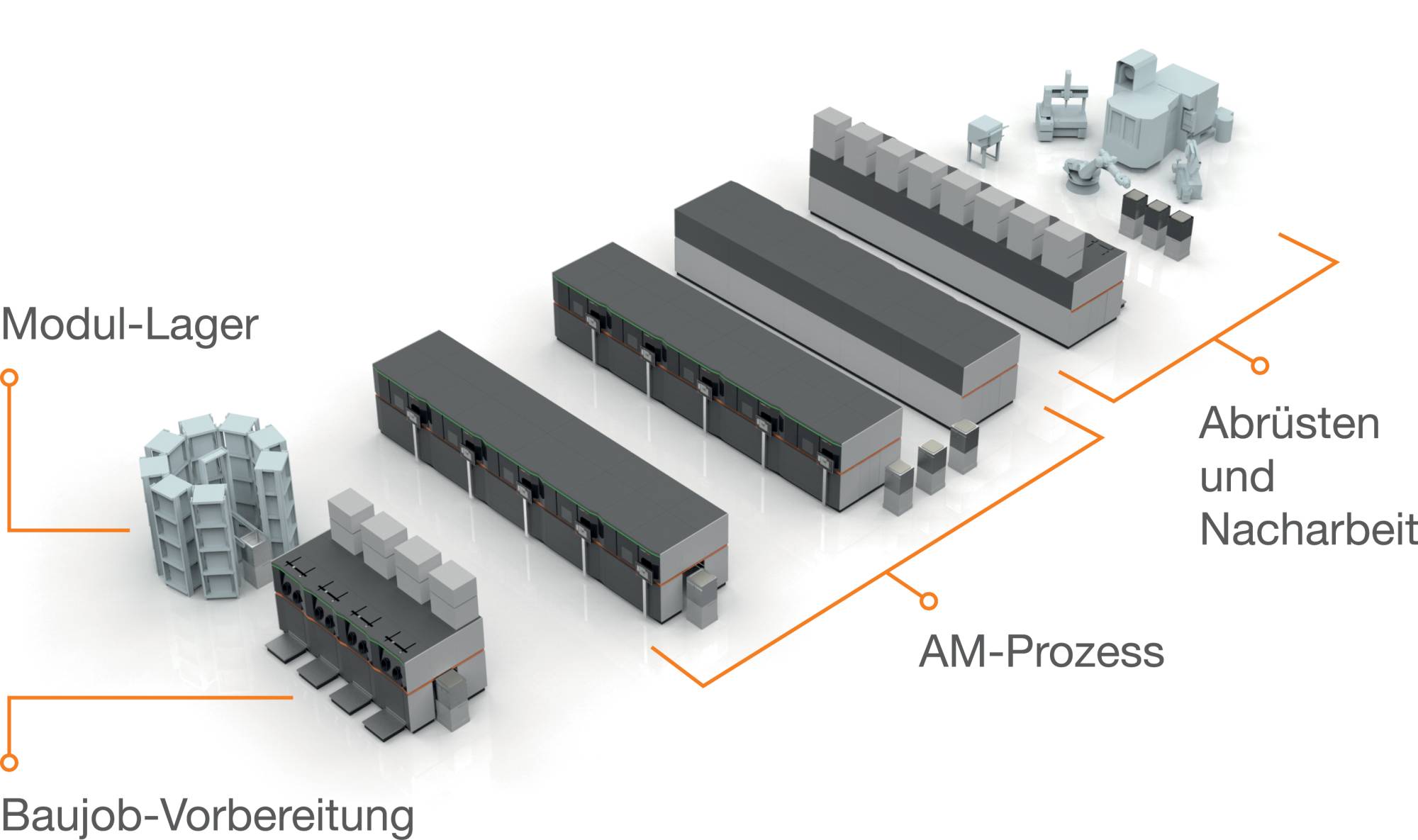
Verkettung der „AM Factory of Tomorrow“: Die „Smart Factory“ ist ein flexibel erweiterbares, hochgradig automatisiertes und zentral steuerbares Meta-Produktionssystem, das sich maximal an den Produktionsaufgaben ausrichtet und auf industrielle Serienproduktion abzielt.
Entkoppelung „Pre Production“ und „Production“
Die neue Anlagenarchitektur ist im Wesentlichen durch eine Entkoppelung von „Pre Production“, „Production“ und „Post Production“ gekennzeichnet. Dies beinhaltet u. a. eine flexible Maschinenbeschickung sowie eine räumliche Trennung der Auf- und Abrüstvorgänge.
Zielsetzung war es dabei, die Prozesskomponenten durch Schnittstellen gezielter abzustimmen und die Flexibilität der Prozessgestaltung zu einem ganzheitlichen Ansatz zu erhöhen. Möglich wird dies durch einen konsequenten modularen Aufbau von „Handling-Stationen“ und „Bau- bzw. Prozess-Einheiten“, der hinsichtlich Kombination und Vernetzung deutlich mehr Flexibilität und Verfügbarkeiten verspricht. Auch wird es möglich sein, die gegebene Materialvielfalt durch eine gezielte Kombination dieser Module besser und letztendlich wirtschaftlicher zu handhaben. So kann der Anlagennutzer künftig mithilfe der Module sehr genau die Produktionsaufgabe hinsichtlich Bauteilgeometrie oder Material „maßschneidern“.
Alles in allem werden Effizienz und Verfügbarkeit des Produktionssystems deutlich erhöht – bei signifikanter Reduktion des Flächenbedarfs. Simulierte Produktionsszenarien haben gezeigt, dass dieser um bis zu 85 % im Vergleich zu bestehenden Möglichkeiten reduziert werden kann. Darüber hinaus wird die Laserleistung pro Quadratmeter Flächenverbrauch um den Faktor 7 gesteigert.
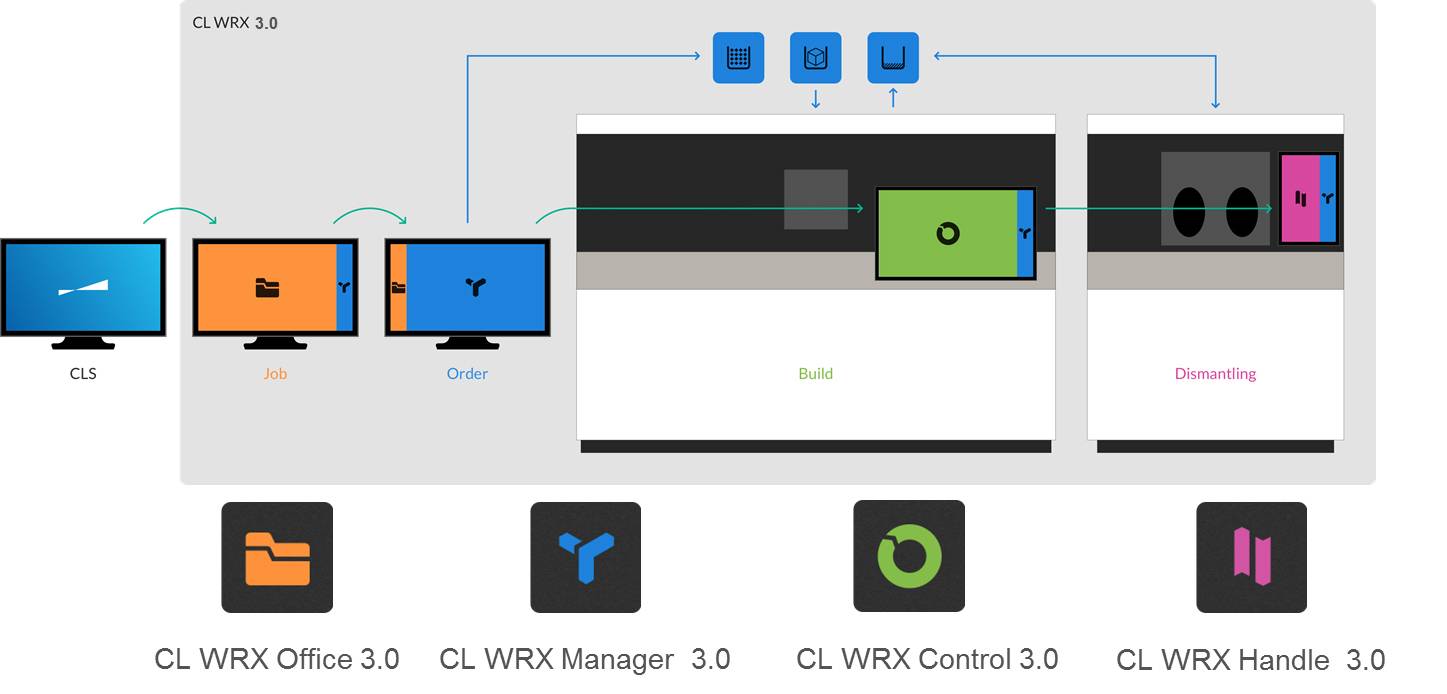
Workflow der Software-Module CL WRX 3.0.
Die modulare Handling-Station
Die neue Handling-Station verfügt über eine integrierte Siebstation und ein Pulver-Management. Es werden nun keine Container mehr für den Transport zwischen Maschine und Siebstation benötigt. Entpacken, Vorbereitungen für den nächsten Baujob sowie Sieben finden somit in einem geschlossenen System statt, ohne dass der Bediener in Kontakt mit dem Pulver gerät. Eine Handling-Station kann mit zwei Prozess-Stationen zu einer Fertigungszelle verbunden werden. Auch ermöglicht es der neue Werksbaukasten, mehrere Handling-Stationen zu einer Materialaufbereitungsanlage zusammenzufügen und räumlich von den Prozess-Stationen zu trennen.
Die modulare Prozessstation
Die Prozessstation selbst verfügt über einen Bauraum von 400 x 400 x >400 mm³. Laserquellen, Prozessgasmanagement und Filtertechnik sind im Modul integriert, die Schichtstärken liegen im gewohnten Bereich. Zudem verfügt die Anlagenlösung über einen variablen Fokusdurchmesser und wird wahlweise mit 1-, 2- oder 4-Laser-Optik mit unterschiedlicher Laserleistung von 400 bis 1.000 W verfügbar sein. Eine gegebene Redundanz der Laser sorgt dafür, dass bei Ausfall eines Lasers die verbleibenden drei Laser immer noch die gesamte Bauplatte abdecken – der Baujob kann trotzdem fertiggestellt werden. Mehr Laserquellen erhöhen die zu erwartenden Geschwindigkeiten. Sie erhöhen aber auch die Komplexität und Abhängigkeiten, was zu Anfälligkeit führen kann und somit den gewünschten positiven Effekt ins Negative umschlagen lässt.
Verfahrbare Module als Bindeglied
Die Materialbevorratung, die Prozesseinheit sowie die Auffangeinheit des überschüssigen Materials sind bisher fest miteinander verbunden. Dies führt dazu, dass z. B. bei neuer Pulverzufuhr der Bauprozess unterbrochen werden muss, was wiederum zu den erwähnten Totzeiten führt. Der neue Ansatz sieht nun eine Trennung dieser drei Teilbereiche in einzelne Module vor.
Diese Module sind unabhängig voneinander und können einzeln gesteuert werden. Dabei werden sie über ein Tunnelsystem im Inneren der Prozess- oder Handling-Station bewegt. So kann z. B. bei der Zufuhr von neuem Pulver das leere Modul der Pulverbevorratung durch ein neues Modul sofort automatisiert ersetzt werden, ohne dass der Bauvorgang zwingend unterbrochen werden muss. Auch fertige Baujobs können nun mit dem eigenen Modul aus der Maschine gefahren werden und direkt durch ein neues vorbereitetes Baumodul ersetzt werden, sodass der Produktionsbetrieb sofort wieder aufgenommen werden kann.
Bemerkenswert ist die direkte Verknüpfung dieser Module ohne Rohre oder Schläuche sowie deren Identifikation über RFID-Interfaces. Entsprechend ergibt sich ein sicherer Materialstrom bei hohen Materialdurchsätzen und bei gleichzeitiger Flexibilität, wenn es gilt, unterschiedliche Materialtypen dem Bauprozess zuzuführen und zu verarbeiten.
Neuer Beschichtungsprozess und Werkzeugwechselsystem
Das neue Anlagenkonzept verfügt über ein neuartiges 2-Achsen-Beschichtungssystem, das es erlaubt, die Rückfahrt des Beschichters parallel zur Belichtung durchzuführen. Dies führt zu einer wesentlichen Zeitersparnis beim Beschichtungsprozess, ohne die heute marktüblichen Probleme mit Schweißspritzern von Systemen, die in beide Richtungen beschichten. Dieser Ansatz verbindet die Vorteile einer intelligent eingesetzten Multilasertechnik mit höchstem Qualitätsbestreben. Die Beschichterklingen, wahlweise aus Gummi, Stahl oder Carbon, können während des Baujobs automatisch gewechselt werden. Ein automatisiertes Werkzeugwechselsystem – wie in der CNC-Maschinentechnik – verspricht hohe Flexibilität sowie Zeitvorteile beim Rüsten der Maschine und reduziert den manuellen Eingriff des Bedieners.
Neue Software-Architektur: Transparente Prozessüberwachung
Zur Steuerung und Überwachung von Anlagenkomponenten und Datenfluss wurde eine Software-Architektur entworfen, die eine MDE (Maschinendatenerfassung) mit einer BDE (Betriebsdatenerfassung) kombiniert und gleichzeitig den Datenfluss der digitalen Prozesskette organisiert. CL WRX steht für „Concept Laser Works“. Das integrierte Tool soll den Mitarbeitern der AM-Fertigung eine übersichtliche Prozessüberwachung im Monitoring, aktive Prozessgestaltung und Automation bis hin zur Bauteildokumentation in einem Guss anbieten.
Relevante Kenndaten schnell zu erfassen ist für den Anwender stets wichtig. So können die verbleibende Pulvermenge eingesehen, der Baufortschritt überprüft, Fehlermeldungen interpretiert oder anstehende Wartungsaufgaben vorhergesehen werden. Gleichzeitig bietet CL WRX 3.0 Schnittstellen für eingehende CLS-Daten, Automatisierungsaufgaben und Verknüpfungen zu ERP-Systemen des Betriebs. Die AM-Fertigung wird so in das betriebliche Umfeld integriert.
Die „AM Factory of Tomorrow“ als Ergebnis
Die neue Maschinenarchitektur erlaubt eine flexible Verknüpfung von Maschinen miteinander. Dabei können Prozess- und Handling-Station beliebig kombiniert werden, aber auch Prozess-Stationen und Handling-Stationen räumlich getrennt voneinander betrieben werden. Es findet eine Vernetzung der einzelnen Maschinen bzw. von Elemente miteinander statt. Doch der Grundgedanke der „AM Factory of Tomorrow“ geht sogar über diesen Ansatz hinaus und sieht auch eine Vernetzung mit klassischen Fertigungsmethoden – z. B. beim Post Processing – der Bauteile vor. Folglich entstehen Maschinennetzwerke, die nicht nur untereinander sondern auch mit entsprechenden Peripheriegeräten „kommunizieren“.
Neben der Vernetzung ist die Automation zweites Schlüsselelement. Bisher manuelle Prozesse wie z. B. das Zuführen von neuem Metallpulver oder die Nacharbeit der Bauteile und die daraus resultierenden Stillstandszeiten werden auf ein Minimum reduziert. Module, die z. B. den Maschinen neuen Werkstoff zuführen oder fertige Baujobs den nachgelagerten Fertigungsschritten zukommen lassen, werden automatisch an die notwendige Position bewegt. Somit werden erhebliche Zeit- und Kostenersparnisse realisiert, welche für die gewünschte Wirtschaftlichkeit in der Serienproduktion sorgen. Nicht ein noch weiteres Plus an Laserquellen oder noch stärkere Laserleistungen stehen im Vordergrund dieses Ansatzes, sondern die bisher fehlende Automation und Vernetzung von Anlagen. Insgesamt gleicht die „AM Factory of Tomorrow“ einer „Smart Factory“ im Sinne des Leitgedankens des „Industrie 4.0“-Konzeptes und ermöglicht so eine wirtschaftliche Serienproduktion metallischer Bauteile.
Messe formnext:
Halle 3.1, Stand F48
Teilen: · · Zur Merkliste