Renishaw RenAM 500M: Additive Fräserentwicklung
Der schnelle Weg zum additiv gefertigten Serienteil: Das neue generative Fertigungssystem RenAM 500M von Renishaw ist für die industrielle Nutzung des 3D-Metalldrucks ausgelegt. Um diese Technik für innovative Zerspanungswerkzeuge zu nutzen und diese möglichst schnell als Serienteile marktreif anbieten zu können, setzt die Komet Group auf eine Kooperation, in die Renishaw nicht nur die Maschinentechnik sondern auch das Produktions-Know-how einbringt.

Das neue generative Fertigungssystem RenAM 500M von Renishaw wurde speziell für die industrielle Serienfertigung komplexer Metallkomponenten entwickelt. (Bilder: Renishaw und Komet)

Ralph Mayer
Leiter des Bereichs LBC Engineering bei Renishaw.
„Unsere Stärke liegt in der Kompetenz, die technischen Herausforderungen der Kundenbauteile zu analysieren und gemeinsam mit dem Kunden Lösungswege zu erarbeiten. (Bild: Komet Group)“
Renishaw genießt in der Metallbearbeitung einen Bekanntheitsgrad, der sich in erster Linie auf Angebote zur Präzisionsmessung bezieht. Auf dem Gebiet des 3D-Metalldrucks ist das Unternehmen seit dem Jahr 2011 aktiv, als Renishaw einen Maschinenhersteller für generative Fertigungsprozesse, die MTT Technologies Ltd., übernahm. Seither wird das selektive Laserschmelzen unter Argon-Schutzgasatmosphäre und die dazu erforderliche Maschinentechnik konsequent weiter entwickelt.
Das jüngste Ergebnis dieser Entwicklungsarbeit ist das neue generative Fertigungssystem RenAM 500M, das Renishaws optische Systeme und Steuerungstechnik enthält. Basis dieser Maschinen ist die selbstentwickelte AM-Systemplattform, die Merkmale wie z. B. geringen Gasverbrauch, patentierte Atmosphärengenerierung und minimale Stellfläche aufweist – was in Summe die Betriebskosten vergleichsweise niedrig hält. Auch die Bedienzeit fällt durch effizientes Werkstoff-Handling über das eingebaute Sieb- und Pulverrückführungssystem gering aus. Zudem werden Prozessemissionen sicher über den patentierten, dualen SafeChange™-Filter geleitet.
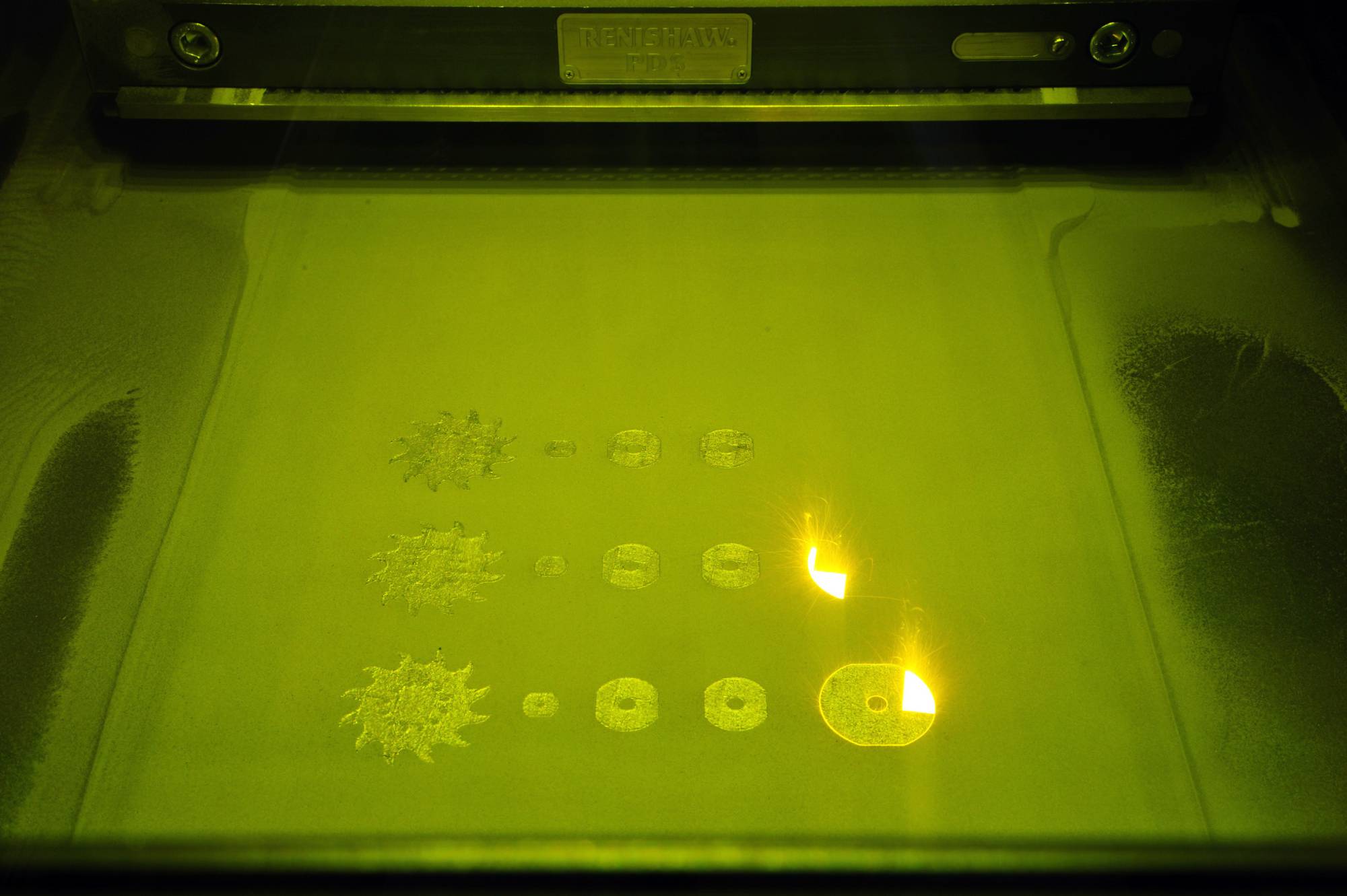
Additive Fertigung live: In einem extrem dünnen Bett aus Metallpulver werden mit einem Laser gezielt jene Bereiche geschmolzen und dann beim Abkühlen verfestigt, die das Bauteil ergeben sollen. Mit immer neuen Metallpulverschichten wird dieser Vorgang so oft wiederholt, bis das Teil fertig ist.

Dr. Reinhard Durst
Entwicklungsleiter Hartmetallwerkzeuge Komet Group.
„Um ein gutes Werkzeug zu erzeugen, kommt es entscheidend darauf an, welche Laserprozessstrategie man wählt und wie man vorgeht. Da ist viel Know-how von Renishaw eingeflossen.“
Erfolgsfaktor Anwendungs-Know-how
Mit der 2013 erfolgten Übernahme der LBC LaserBearbeitungsCenter GmbH, die nun als Geschäftsfeld LBC Engineering unter dem Renishaw Deutschland-Dach arbeitet, verfügt das Unternehmen über langjähriges Anwendungs-Know-how in generativen Prozessen. Ralph Mayer, zuständig für Dienstleistungen rund um die Additive Fertigung, erläutert das Entstehen der Bauteile im Renishaw AM-System: „In einem extrem dünnen Bett aus Metallpulver werden mit einem hochleistungsfähigen Ytterbium-Faserlaser gezielt jene Bereiche geschmolzen und dann beim Abkühlen verfestigt, die das Bauteil ergeben sollen.“
Mit immer neuen Metallpulverschichten wird dieser Vorgang so oft wiederholt, bis das Teil fertig ist. Dabei werden in der Regel Schichtdicken zwischen 20 und 60 µm gewählt. Je dünner die Schichten sind, umso besser werden Genauigkeit und Oberflächenqualität. Allerdings steigen mit der Zahl der Schichten auch die Fertigungszeit und somit die Herstellungskosten. Umgekehrt sinkt möglicherweise der Aufwand für eine Nachbearbeitung der Werkstücke.
Ralph Mayer verspricht: „Das Gefüge der additiv erzeugten Werkstücke kann eine zu 99,9 % gleiche Struktur erreichen wie gewalzte oder gegossene Metallteile. Doch muss für jedes Bauteil die richtige Strategie gewählt werden. Unsere Stärke liegt in der Kompetenz, die technischen Herausforderungen der Kundenbauteile zu analysieren und gemeinsam mit dem Kunden Lösungswege zu erarbeiten.“

Nach dem „Druckprozess“ der Schneidenträger für die Komet Einschraubfräser: Um die Arbeitsfläche der Anlagen möglichst gut auszunutzen, werden mehrere Werkzeuge in einem Arbeitsgang erzeugt. (Bild: Komet Group)
Kooperationsstrategie sichert Kunden den schnellen Erfolg
Deshalb macht Renishaw ein besonderes Angebot: Potenzielle Kunden können sich zunächst mit der generativen Fertigung im Rahmen ihrer konkreten Anforderungen vertraut machen – inkl. Tests und Produktion auf Maschinen bei Renishaw. „Erst wenn der Kunde klar sieht, ob sich dadurch für ihn eine interessante Wertschöpfung ergibt, steht die Frage des Kaufs einer Anlage im Raum“, betont Mayer. „Wir bieten aber auch Dienstleistungen und erweiterte Kooperationen zur additiven Bauteilgenerierung an.“
Ein Unternehmen, das sich auf eine solche Partnerschaft eingelassen hat, ist die Komet Group, einer der führenden Hersteller von Präzisionswerkzeugen. Schon seit Jahren untersuchen die Werkzeugspezialisten, welche konkreten Potenziale der 3D-Druck für die Werkzeugherstellung bietet und welche Maschinen auf dem Markt verfügbar sind.
Seit einem Jahr arbeitet Komet mit Renishaw zusammen, „weil uns deren Angebot sowohl technisch als auch von der Anwendungsseite her überzeugt hat“, erläutert Dr. Reinhard Durst, Leiter Forschung und Entwicklung Hartmetallwerkzeuge bei Komet. Er ist vom Potential der 3D-Drucktechnik begeistert: „Allein schon die Möglichkeit, die Werkzeuggeometrie innen und außen frei zu gestalten, macht die generativen Verfahren für uns zu einem Zukunftsthema. Denn damit lässt sich die Leistungsfähigkeit und Produktivität der Werkzeuge enorm steigern, was für unsere Kunden einen deutlichen Mehrwert schafft.“

Additiv hergestellt und bereits in Serie: der neue KOMET PKD-Einschraubfräser.
Produktivere Werkzeuge durch Additive Fertigung
Ein Beispiel: Das erste der gemeinsam mit Renishaw bearbeiteten Projekte war die Entwicklung neuer PKD-Einschraubfräser, deren additiv generierter Grundkörper mit PKD-Schneiden bestückt und auf einen Werkzeughalter aufgeschraubt wird. Diese Werkzeuge sind inzwischen Bestandteil des Komet-Katalogangebots. Reinhard Durst berichtet: „Durch das additive Verfahren ist es uns gelungen, wesentlich mehr PKD-Schneiden auf einem Werkzeug unterzubringen. Wir haben die Anordnung der Schneiden geändert und wesentlich größere Achswinkel realisiert. Wir konnten die Nuten im Vergleich zu konventionell gefrästen Werkzeugen deutlich verkürzen. So wird das Werkzeug für den Anwender sehr viel produktiver.“
Bei einem 32 mm-Einschraubkopf beispielsweise wurde die Zahl der Nuten und Schneiden von sechs auf zehn gesteigert. Entsprechend ermöglicht das Werkzeug einen in diesem Verhältnis erhöhten Vorschub.
Nach einem Jahr der Zusammenarbeit sieht Reinhard Durst die Entscheidung für die Partnerschaft mit Renishaw vollauf bestätigt: „Die Strategie für das Laserschmelzen kann man sich nicht einfach selbst erarbeiten. Wer eine Maschine kauft und sagt, ich probiere das selber aus, wird scheitern. Um ein gutes Werkzeug zu erzeugen, kommt es entscheidend darauf an, welche Laserprozessstrategie man wählt und wie man vorgeht. Da ist viel Know-how von Renishaw eingeflossen.“
Die Kooperationsstrategie treibt Renishaw mit dem Aufbau sogenannter „Solution Center“ voran. Dort können Kunden aktuelle AM-Maschinen mieten und damit eigenständig arbeiten. Sie haben dabei aber stets Renishaw-Mitarbeiter in der Nähe, die sie um Rat fragen können. „Wir streben ein Win-Win-Verhältnis an. Der Kunde verkürzt seine Lernkurve und reduziert die Zahl möglicher Fehler auf ein Minimum“, erläutert Mayer, „und wir bekommen wertvolle Informationen über die Anforderungen der Industrie, auf deren Basis wir Maschinen und Technologie weiterentwickeln können.“
Rasanter Fortschritt
Da der 3D-Druck mit Metall noch eine sehr junge Technologie ist, schreitet die Entwicklung schwungvoll voran. Neben der RenAM 500 M entwickelte Renishaw auch die speziell auf die AM-Technologie ausgerichtete Software QuantAM, die aus CAD-Daten das Programm für die schichtweise Produktion von Werkstücken erstellt. Sie platziert die Teile auf der Arbeitsfläche des „Druckers“, ergänzt Stützkonstruktionen, die auch zur Wärmeableitung dienen und unterteilt die Fertigungsdaten in die einzelnen Schichten.
Weitere Neuentwicklungen sind zu erwarten. So arbeitet Renishaw aktuell an neuen Werkstoffen sowie an Regel- und Qualitätsüberwachungssystemen für die RenAM-Maschinen. Dadurch soll zum einen der Produktionsablauf automatisiert und zum anderen die derzeit noch spürbaren Abhängigkeiten zwischen dem Know-how des Bedieners und der Qualität des hergestellten Produkts reduzieren werden. Dabei ist die Einbettung der Additiven Fertigung ins Renishaw-Portfolio von großem Vorteil, wie Ralph Mayer unterstreicht: „Renishaw ist das einzige Unternehmen, das die komplette Prozesskette vom CAD/CAM über die Produktion bis zur Qualitätssicherung durch entsprechende Messtechnik aus einer Hand abbilden kann.“
Teilen: · · Zur Merkliste