GROB GMP300: Mit LMP zu komplexen Maschinenteilen
Mit dem Liquid Metal Printing hat die Grob-Werke GmbH & Co. KG eine einzigartige Technologie am Markt. Diese wird seit der Einführung der GMP300 im Jahr 2022 stetig weiterentwickelt. Mit neuen Funktionalitäten und besserer Sensorik werden in der neuen Maschinengeneration wesentliche Verbesserungen in der Bauteilqualität und den Materialeigenschaften erzielt.

Die fertige Schutzgasdüse konnte inklusive Nachbearbeitung in nur zwei Tagen Durchlaufzeit bereitgestellt werden, wobei der reine Druckprozess lediglich 30 Minuten gedauert hat.
Seit der Maschinenbauer Grob 2022 im Rahmen der Hausmesse seine Maschine für Liquid Metal Printing der Weltöffentlichkeit vorgestellt hat, ist viel geschehen. Entwicklungen im Bereich des Bauraums, der Schutzgasführung und des Monitorings haben den Prozess noch stabiler gemacht und Baugeschwindigkeit sowie Bauteilqualität konnten weiter gesteigert werden. „Zahlreiche Anwendergespräche und Fertigungsaufträge haben uns gezeigt, an welchen Stellschrauben beim ansonsten bewährten Maschinenkonzept für einen industriellen Einsatz gedreht werden muss. Erste mechanische Anpassungen ermöglichten uns die Verarbeitung magnesiumhaltiger Aluminiumlegierungen aus der 4000er- und 5000er-Legierungsreihe. Erste Ergebnisse sehen bereits vielversprechend aus“, erzählt Johannes Glasschröder, der bei Grob die AM-Entwicklung verantwortet.
Bei einigen Legierungen konnten bereits nach dem Aufbau und einem Abschrecken im Wasserbad bessere Materialeigenschaften erzielt werden als beim Ausgangsmaterial. „Die Verarbeitung von Reinaluminium mit einem Reinheitsgrad von 99,7 % zeigt ebenfalls ein sehr stabiles Verhalten bei der Tropfenerzeugung. Dieses speziell für die Elektroindustrie relevante Material ist ein weiteres Alleinstellungsmerkmal unserer Technologie, da die Herstellung und die Verarbeitung des Pulvers in PBF-Technologien Stand heute undenkbar ist. Durch unser gießtechnisches Verfahren gibt es keinerlei Sicherheitsbedenken, zudem ist unser Draht-Ausgangswerkstoff in der Beschaffung vergleichsweise günstig“, ergänzt Glasschröder.
Neben Aluminiumlegierungen, bei denen auch der für den Werkzeug- und Formenbau gefragte EN-AW 7075 evaluiert wird, stehen kupferhaltige Legierungen aus der 2000er-Serie bei den LMP-Spezialisten auf der To-Do-Liste. Erste Probedrucke sind vielversprechend und es ist zu erwarten, dass der LMP-Prozess auch für diese Werkstoffgruppe brauchbare Ergebnisse liefern wird.
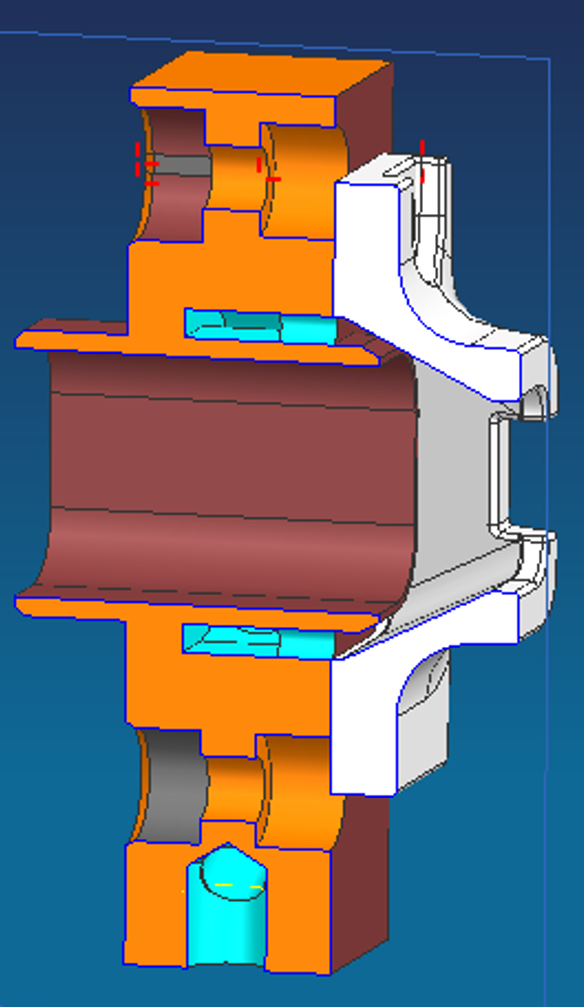
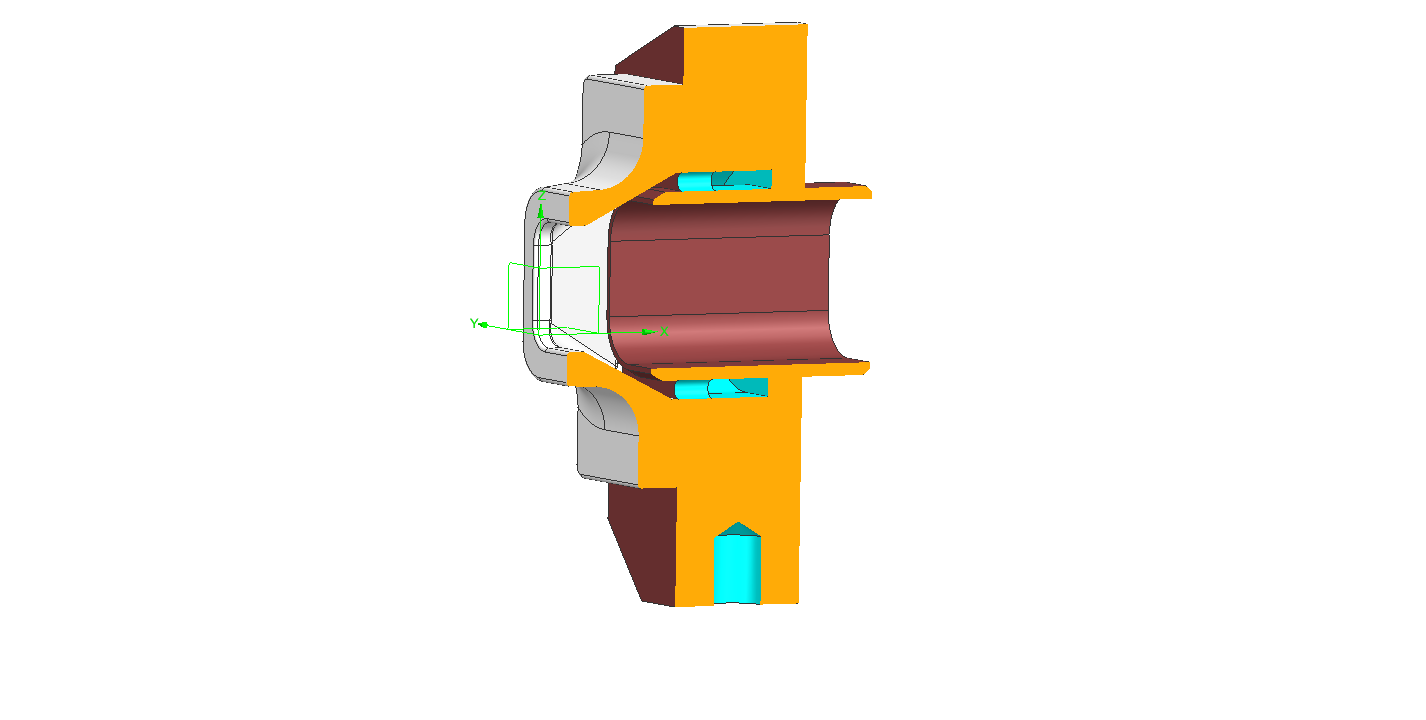
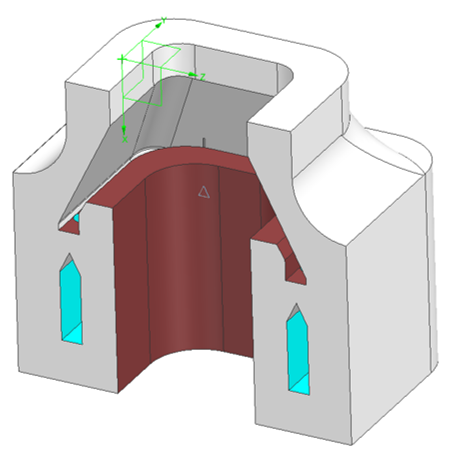
Die ursprüngliche Konstruktion (1) aus mehreren Teilen wurde für die Additive Fertigung (2) umkonstruiert und entsprechend dem LMP-Designkatalog für den LMP-Prozess angepasst (3).
Ersatzteil Laserschweißtechnik
Dass die LMP-Technologie von Grob bereit für den produktiven Einsatz ist, zeigt ein Beispiel aus dem Maschinenbau. Für eine Laserschweißanlage im Bereich der Elektromobilität wurde eine Schutzgasdüse für den Laserkopf benötigt. Diese wurde ursprünglich konstruktiv aus mehreren Teilen zusammengesetzt, um die gewünschte Funktion zu erreichen. Die Teile waren CNC-Frästeile, die in mehreren Aufspannungen zu bearbeiten waren und dementsprechende längere Durchlaufzeiten in der Fertigung verursachten. „Da diese Komponente zunächst als Erprobungsteil benötigt wurde, für eine konventionelle Herstellung aber eine zu lange Durchlaufzeit zu erwarten war, wurde eine 3D-gedruckte Variante in Betracht gezogen. Ein Fertigungsdienstleister, der die Düse mithilfe von LPBF herstellen sollte, konnte aber auch keine zeitgerechte Lieferung zusagen. Darum kam man auf unsere AM-Abteilung zu, mit der Frage, ob die Düse mittels LMP herstellbar sei. Wir haben das Teil entsprechend unseres Design-Katalogs einem Re-Design unterzogen und damit an unseren LMP-Prozess angepasst. Der Druck auf unserer GMP300 hat schließlich nur 30 Minuten je Düse, von der drei Stück hergestellt wurden, gedauert. Am Ende mussten nur ein paar wenige Funktionsflächen überarbeitet werden und das Teil war mit einer gesamten Durchlaufzeit von nur zwei Arbeitstagen einsatzbereit für den Feldversuch an der Laserschweißanlage“, freut sich Glasschröder, dass er mit der LMP-Technologie eine schnelle Lösung liefern konnte.
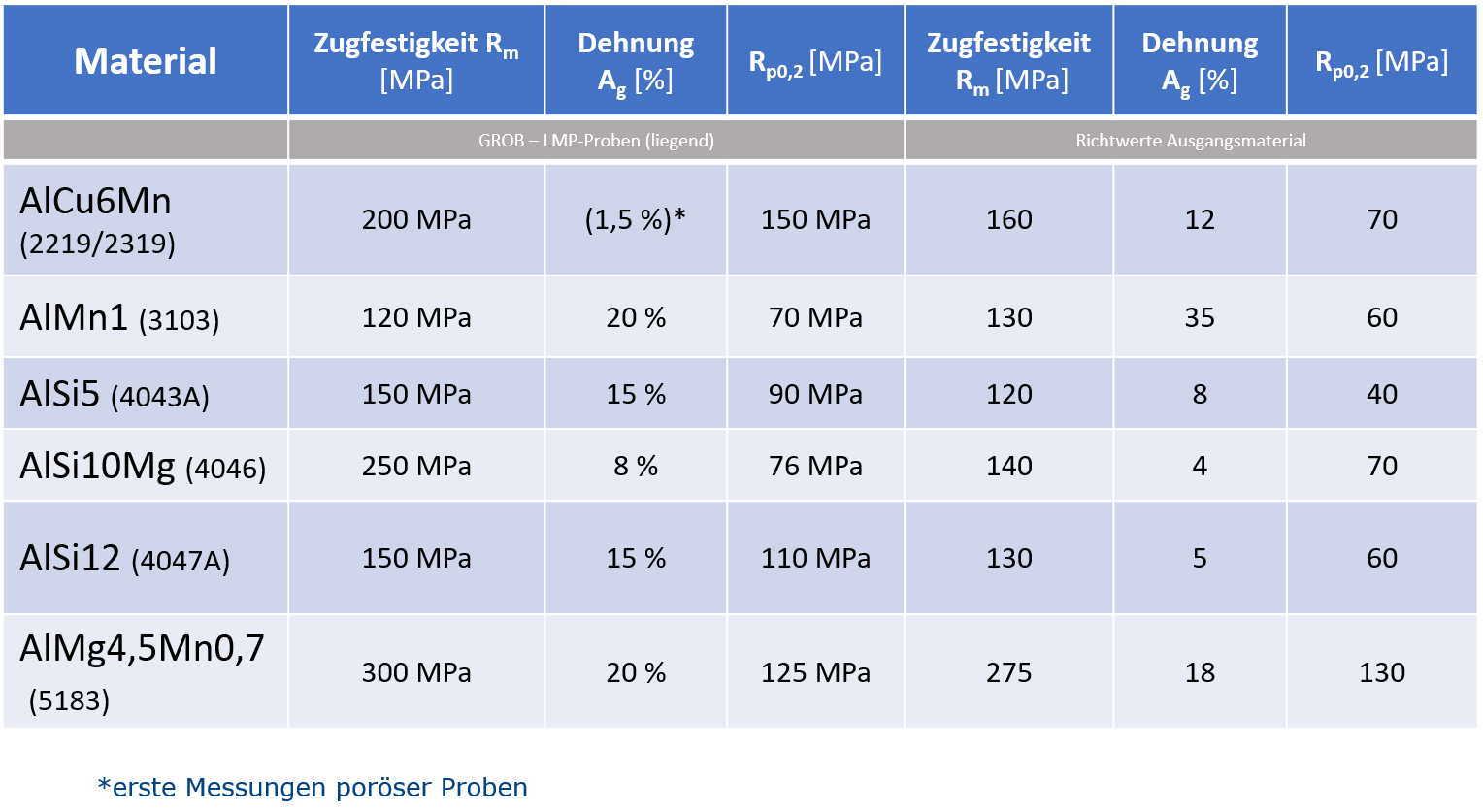
Die verschiedenen Aluminiumlegierungen zeigen bereits in ersten Probedrucken vielversprechende Ergebnisse im Vergleich zum Ausgangsmaterial.
Neuerungen in der GMP300
Aber auch in der AM-Maschine von Grob selbst gibt es Neuentwicklungen. So wurden unter anderem Verbesserungen bei der In-situ-Prozessüberwachung geschaffen. Wurden zuvor die Tropfen mit einer feststehenden Kamera am Rand der Prozesskammer überprüft, so liefern bei der neuen Generation zwei im 90°-Winkel angeordnete Kameras gleichzeitig Tropfenbilder zur Überwachung während des Bauprozesses. „Das ermöglicht uns, die Tropfengeometrie, den Durchmesser sowie die Tropfengeschwindigkeit laufend zu überprüfen. Das bietet Vorteile im Hinblick auf Bauteilqualität, einer optimierten Aufbaugeschwindigkeit sowie bei der Prozessdokumentation“, verrät Glasschröder. Zusätzlich ist die neue Maschine mit einem Quotientenpyrometer ausgestattet. Dieser Sensor ermöglicht eine In-Situ-Messung der Bauteiloberflächentemperatur, wodurch langfristig eine genauere Steuerung der Temperaturverteilung und damit eine bessere Kontrolle der Materialeigenschaften erreicht werden kann. Auch das Schutzgaskonzept in der Maschine wurde weiterentwickelt. Dadurch soll zukünftig eine Stickstoffschutzatmosphäre mit einem Restsauerstoffgehalt unter 200 ppm erreicht werden. Die Düse wird gleichzeitig mit Stickstoff gespült, was den Restsauerstoff ebendort auf unter 1 ppm reduziert. Erst dadurch wird die bereits erwähnte Verarbeitung von magnesiumhaltigen Legierungen möglich. Die kommende Revisionsanlage wurde jedoch nicht nur in relevanten Bereichen konsequent weiterentwickelt, sondern es wurden auch neue Features für zukünftige Entwicklungen berücksichtigt. So wird es zukünftig möglich sein, über zwei separate Drahtfördersysteme z.B. eigene Legierungen im Tiegel zu generieren oder auch von einer zu einer anderen Legierung gradierte Materialübergänge im Bauteil zu schaffen. Auch der Einsatz von Pellets als Ausgangsmaterial wurde durch eine Änderung des Druckkopfes vereinfacht. Dies spielt speziell in der Untersuchung von klassischen Gusslegierungen eine Rolle, die ansonsten nicht bzw. nur schwer in Drahtform zur Verfügung stehen.
„Insgesamt erzielen wir mit der neuen Maschine eine bessere Bauteilqualität und haben die Voraussetzung geschaffen, neue Aluminiumlegierungen prozesssicher verarbeiten zu können, und das schnell und mit günstigem Materialeinsatz. Die wirtschaftlichen Vorteile durch den Einsatz der LMP-Technologie zeigen sich nicht nur durch die hohe Anlagenflexibilität und der verkürzten Prozesskette, sondern auch in der schnellen Bauteilfertigung. Durch einen im Haus entwickelten Slicer sind wir zudem in der Lage, bereits vor Druckbeginn die Bauzeit und damit die Fertigungskosten sehr genau vorhersagen zu können. Durch unser Know-how im Bereich der Zerspanung und der vollständigen Inhouse-Entwicklung des LMP-Prozesses haben wir die Möglichkeit, Kunden und Interessierte ganzheitlich bei der Umsetzung ihrer Ideen und Projekte zu unterstützen“, fasst Glasschröder zusammen.
Teilen: · · Zur Merkliste