Toolcraft TruPrint 1000: toolcraft erweitert Fertigung mit grünem Laser und LMD-Anlage
Die MBFZ toolcraft GmbH gilt als Vorzeigebetrieb der Additiven Fertigung. Auch in Corona-Zeiten zeigen Christoph Hauck und sein Team, dass Investitionen in neueste Technologien sinnvoll sind und einen Vorsprung im Markt bedeuten können. Fertigungslücken schließen und neue Technologiefelder eröffnen, das verspricht man sich mit der Einführung einer LMD-Anlage und einer LPBF-Anlage mit grünem Laser von Trumpf für die Herstellung von Kupferteilen. Von Georg Schöpf, x-technik

Der große Vorteil der LMD-Technologie besteht darin, auf bestehende Grundkörper Geometrien materialsparend und endkonturnah aufbringen zu können, die danach durch Zerspanung in die finale Form gebracht werden.


Zum Unternehmen
Die MBFZ toolcraft GmbH ist Vorreiter in zukunftsweisenden Technologien wie dem 3D-Druck in Metall und dem Bau von individuellen Roboterlösungen. Als Partner für Komplettlösungen bietet das Unternehmen die gesamte Prozesskette von der Idee über die Fertigung bis zum qualifizierten Teil im Bereich der CNC-Zerspanung, des 3D-Drucks in Metall sowie dem Spritzguss und Formenbau.
Zu den Kunden zählen Marktführer aus den Bereichen der Halbleiterindustrie, Luft- und Raumfahrt, Medizintechnik, optische Industrie, des Spezialmaschinenbaus sowie Motorsport und Automotive. Die gesamte additive Prozesskette kann inhouse abgebildet werden – von der Konstruktion und Simulation inkl. Topologieoptimierung und FEM-Berechnung über die Fertigung, Wärmebehandlung (Vakuumofen) bis zur Nachbearbeitung und Qualitätsvermessung. Dabei entspricht der gesamte Prozess den Anforderungen nach Nadcap. Auch der TÜV Süd hat sein Qualitätssiegel vergeben. Das innovative Verfahren sorgt durch die Kombination mit bewährten Kernkompetenzen für entscheidende Mehrwerte. Diese liegen vor allem im Bereich CNC-Drehen und -Fräsen schwer zerspanbarer Materialien und der Herstellung von Dreh-Fräsbauteilen.
Dass die MBFZ toolcraft GmbH im bayrischen Georgensgmünd immer für Innovationen gut ist, weiß man in der Branche längst. Bestätigen konnten das die Franken erst kürzlich wieder durch die Einführung der Grüner Laser-Technologie, wie sie von Trumpf auf der formnext letzten Jahres vorgestellt wurde und einer Investition in eine TruLaser Cell LMD-Anlage. „Auch und besonders in herausfordernden Zeiten wie diesen muss darauf geachtet werden, dass man sich einen Wettbewerbsvorsprung erhält bzw. diesen ausbaut. Als Anbieter einer breiten Fertigungspalette in unterschiedlichsten Branchen versuchen wir immer, zumindest eine Nasenlänge vorn zu sein. Es gibt ein paar Kundenanforderungen, die wir im AM-Bereich bislang nur bedingt erfüllen konnten. Da war einerseits die Verarbeitung von Kupfer und andererseits die Fähigkeit, Bauteile mittels LMD-Technologie zu reparieren, additiv zu ergänzen bzw. zu fügen sowie die Aufbringung von Hochleistungsbeschichtungen mittels EHLA-Verfahren. Beider Themen haben wir uns angenommen und ermittelt, mit welchen Lösungen wir diese Aufgaben bewältigen können“, erklärt Christoph Hauck, Geschäftsführer bei toolcraft. Hauck, der seit 2018 Vorstandsvorsitzender der Arbeitsgruppe Additive Fertigung im VDMA und seit kurzem auch Sprecher des Expertengremiums Additive Fertigung für Bayern ist, sieht sich als Botschafter der additiven Technologien und bestätigt: „Mir ist wichtig zu vermitteln, dass die Additive Fertigung mehr ist als ein technologischer Hype, sondern bei gezielter Anwendung einen enormen Mehrwert bieten kann.“

Im Umfeld der Medizintechnik ist die Additive Fertigung etabliert. Speziell der Implantatsbereich profitiert von der Technologie.
Shortcut
Aufgabenstellung: Additive Verarbeitung hochreflektierender Werkstoffe und Pulver-Laserauftragsschweißen.
Material: Reinkupfer und CuCr1Zr – Hartmetall, Werkzeugstähle, Stellite, Nickelbasislegierungen, Aluminiumbronze.
Lösung: TruPrint 1000 Green Edition und TruLaser Cell 3000.
Nutzen: Komplexe Geometrien auch in Kupfer durch Grüner Laser-Technologie und die Möglichkeit für die Reparatur und Beschichtung von Bauteilen sowie Materialkombinationen für neue Anwendungen.
Es grünt so grün
„Das Thema Verarbeitung von Reinkupfer ist für uns im Zerspanungsumfeld nichts Neues, darum war es eine logische Entwicklung, dass wir Reinkupfer auch additiv verarbeiten wollen. Viele Anwendungen, bei denen dieser Werkstoff punktet, zeichnen sich durch komplexe Geometrien aus, die sich geradezu anbieten additiv hergestellt zu werden“, so Hauck. Für die Anwendung mit Reinkupfer wurde in eine Trumpf TruPrint 1000 mit grünem Laser investiert. Diese steht seit Dezember 2019 in der hochmodernen Produktionshalle des AM-Zentrums bei toolcraft. Verarbeitet wird auf dieser Maschine neben Reinkupfer auch CuCr1Zr, eine aushärtbare Kupferlegierung mit hohen Festigkeitswerten, auch bei höheren Temperaturen. Zudem lässt sich über gezielte Wärmebehandlungen die Leitfähigkeit und Festigkeit regulieren. „Damit sind wir in der Lage, ganz spezielle Komponenten für die Luft- und Raumfahrt und alle Bereiche, wo eine komplexe Wärmeableitung erfolgen muss, herzustellen. Das spielt in der Elektronikindustrie, in der E-Mobilität und speziell auch in der Halbleitertechnik eine wichtige Rolle“, weiß Hauck. „Unsere Innovationsbereitschaft kann man schon daran erkennen, dass die TruPrint 1000 Green Edition, die bei uns steht, die Seriennummer 0001 trägt“, schmunzelt er.

Die TruLaser Cell 3000 bei Toolcraft verfügt über eine zusätzliche A-Achse für die Erstellung und Beschichtung von Rotationskörpern.

Christoph Hauck
Geschäftsführer der MBFZ toolcraft GmbH
„Mit der Einführung der beiden neuen Systeme haben wir unseren AM-Maschinenpark dahingehend ergänzt, dass wir jetzt auch Themen wie Beschichten, Reparieren und die additive Herstellung von Kupferteilen anbieten können. Das, verknüpft mit unserer Zerspanung, lässt kaum mehr Wünsche offen.“
Herausforderung Qualitätssicherung
„Die grundlegende Parameterentwicklung hat noch bei Trumpf stattgefunden. Wir entwickeln bei uns jetzt den Prozess weiter und verfeinern die Parametersätze. Dabei sind bei additiv gefertigten Kupferteilen auch in der Nachbearbeitung und der Qualitätssicherung neue Wege zu gehen. Beispielsweise musste für die metallographische Untersuchung ein eigenes Präparationsrezept entwickelt werden, damit brauchbare Messergebnisse erzielt werden können. Nimmt man die üblichen Verfahren und Vorgehensweisen, bekommt man verfälschte Ergebnisse, die ein untersuchtes Teil zu gut aussehen lassen, was sich im Einsatz dann fatal auswirken kann“, geht der Geschäftsführer ins Detail und freut sich, höchstqualifizierte Mitarbeiter im AM-Bereich zu haben, die auch diese Tücken herausfinden und verstehen und damit zu guten Lösungen kommen.
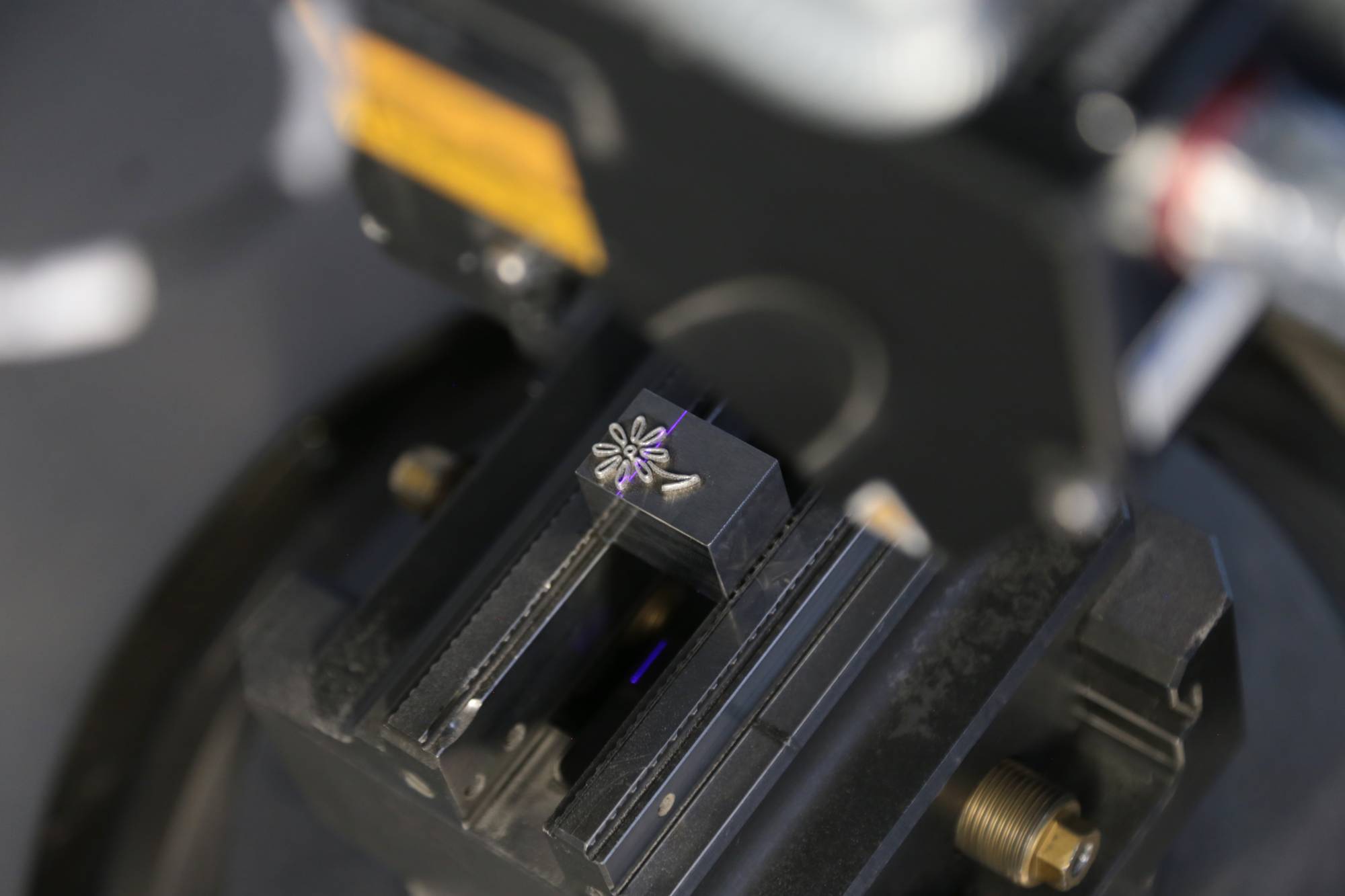
Für die Positionierung und Vermessung von Bauteilen kann ein Linienscanner eingeschwenkt werden.

Jonathan Krauß
Verfahrenstechniker und Systemverantwortlicher LMD bei MBFZ toolcraft GmbH
„Mit dem LMD-Verfahren eröffnen sich für uns neue Möglichkeiten. Wir können unterschiedliche Materialien geschickt kombinieren und so komplett neue Lösungen für unsere Kunden bereitstellen, die konventionell nicht realisierbar wären.“
Was der grüne Laser kann
Die TruPrint 1000 verfügt über eine Bauplattform mit 100 mm Durchmesser und einer Bauhöhe von ebenfalls 100 mm. Der eingesetzte grüne Laser ist ein gepulster TruDisc 1020 Scheibenlaser mit 515 nm Wellenlänge und 2 kW Pulsspitzenleistung. Damit ist eine hohe Absorptionsrate des Laserlichts bei hochreflektierenden Werkstoffen gewährleistet. Die üblicherweise im LPBF-Verfahren verwendeten Laser arbeiten in der Regel im Wellenlängenbereich zwischen 900 und 1.100 nm. Diese Wellenlängen werden von Kupfer beispielsweise zu stark reflektiert, um einen effizienten Energieeintrag zu gewährleisten. Speziell Reinkupfer ist somit mit herkömmlichen Laserquellen schwer bis gar nicht verarbeitbar.

Komplexe Kupferbauteile erhalten eine Wärmebehandlung und werden durch das anschließende Finish wieder metallisch blank.
LMD als Lückenschließer
Eine der Forderungen der Industrie für SLM-Teile liegt in der Bereitstellung großer Bauteile. Große Bauteile in einem Stück auf einer Laserschmelzanlage im Pulverbett zu fertigen, ist meist mit einigen Herausforderungen verbunden. Bei großen Bauteilen kommt die Verzugsproblematik sehr stark zum Tragen und auch eine gleichmäßige Gefügestruktur über das gesamte Bauteil ist meist nur mit einer entsprechenden Wärmebehandlung zu erzielen. Oftmals lassen sich derartige Probleme dadurch lösen, dass man ein großes Bauteil aus mehreren kleineren additiv hergestellten Komponenten fügt. Hierzu hat man bei toolcraft nun mittels LMD eine zusätzliche Möglichkeit geschaffen (neben diversen manuellen Schweißverfahren und Vakuumlöten). Dieser Ansatz ist nach Angaben von Jonathan Krauß noch recht neu, der seit Beginn des Jahres mit einem weiteren Kollegen das Equipment programmiert und bedient. Weitere Vorteile der LMD-Anlage liegen in der Beschichtung von Bauteilen sowie natürlich im Aufbringen zusätzlicher Geometrien auf Bestandsteile. Das wiederum bietet im Bereich der Reparatur von Komponenten enorme Vorteile. „Die Steuerung der Anlage ist mit unserer Siemens NX-Lösung verknüpft. Dadurch sind wir in der Lage schadhafte Teile, die zunächst auf der Maschine 3D-gescannt werden, direkt in Siemens NX zu importieren, die entstandenen Fehlstellen additiv aufzufüllen und danach die Reparaturstelle wiederum zerspanend nachzubearbeiten. Und das alles in ein und derselben Softwareumgebung“, schildert Krauß begeistert die neuen Möglichkeiten.
Die TruPrint 1000 Green Edition wurde im Wesentlichen für die Herstellung von Komponenten für die Elektronikindustrie gekauft. Mittlerweile findet sie aber zahlreiche weitere Anwendungen.

Der Maschinenpark in der AM-Halle bei toolcraft lässt in der additiven Metallteileherstellung kaum Wünsche offen.
Beschichten und mehr
Für die Bearbeitung und Erstellung rotationssymmetrischer Teile ist die Anlage bei toolcraft mit einer zusätzlichen A-Achse ausgestattet und für die Positionierung und Vermessung gespannter Teile mit einem einschwenkbaren 3D-Laser-Profilscanner versehen. Das bietet vor allem bei der Herstellung und Instandsetzung von komplexen Schneckengeometrien, diversen Walzensystemen und ähnlichen Anwendungen enorme Vorteile. Im Wesentlichen werden Nickelbasislegierungen, Cobalt-Chrom-, diverse Wolframverbindungen und Werkzeug- sowie Edelstähle auf der Anlage verarbeitet. Aber auch Versuche mit Aluminiumbronze und Hartmetallsubstitutionen zeigen vielversprechende Ergebnisse. „Es gelingt uns beispielsweise, sehr harte Geometrie-Features auf einen Werkzeugstahl-Träger aufzubringen. Das ermöglicht es, hochverschleißfeste Hybrid-Werkstoffsysteme wirtschaftlich herzustellen und auch wieder zu reparieren. Für unsere Kunden ein enormer wirtschaftlicher Nutzen“, eröffnet Krauß den Blick auf die umfangreichen Anwendungsspektren, die sich für toolcraft mit der Anlage erschließen. Je nach verwendeter Düse kann dabei zwischen präzisem Auftrag für dünne Wandstärken oder maximalem Materialauftrag gewählt werden. Zusätzlich verfügt toolcraft über einen EHLA-Auftragskopf, der vom Fraunhofer ILT und der RWTH Aachen entwickelt wurde. Mit diesem lassen sich sehr schnell Beschichtungen mit Schichtstärken ab 0,01 mm aufbringen. Damit ist eine wirtschaftliche Alternative zu dem seit September 2017 stark beschränkten Hartverchromen gegeben.

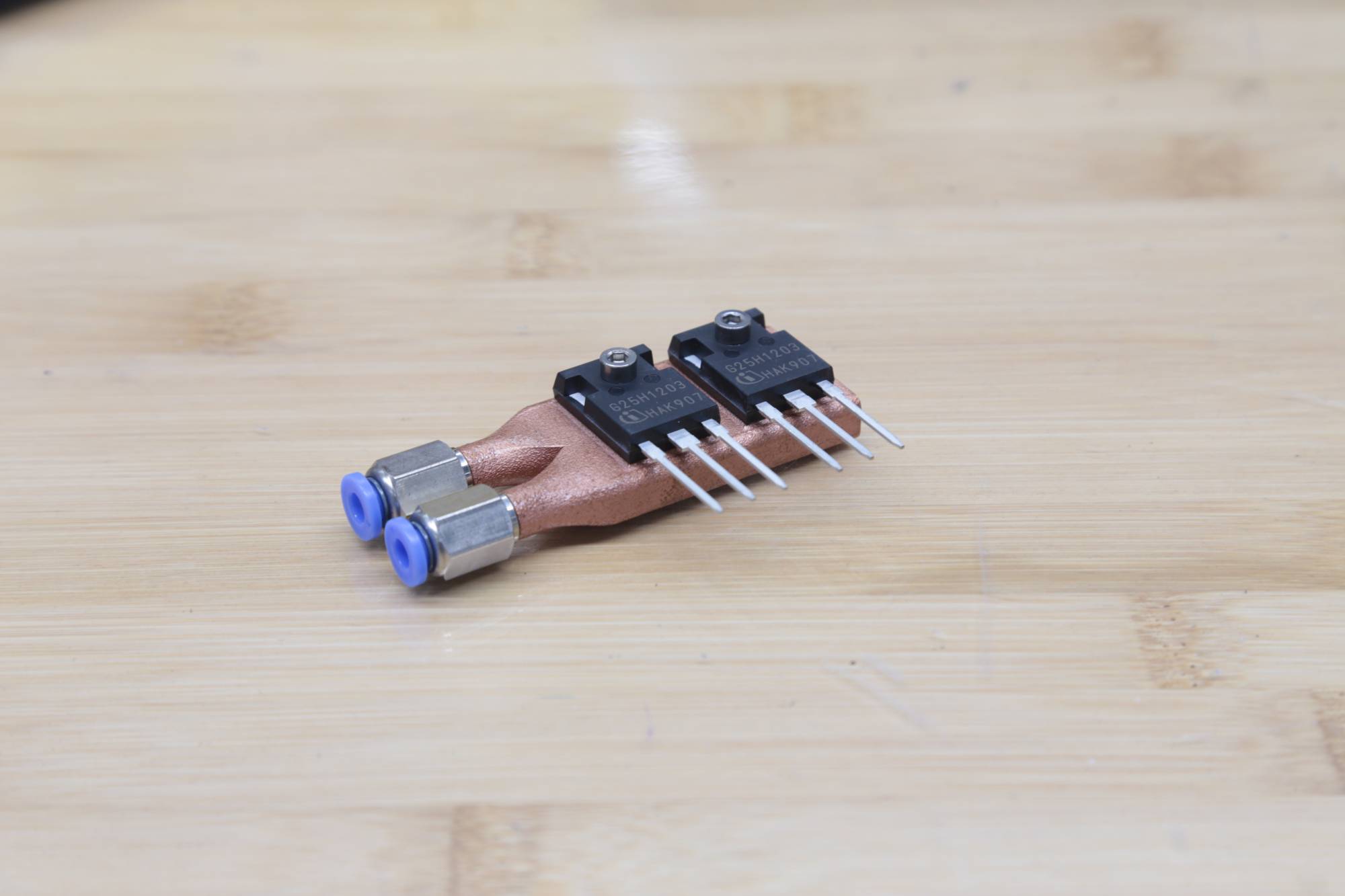
Auch Materialkombinationen sind dadurch möglich – beispielsweise eine Schicht aus Aluminiumbronze auf einem Grundkörper aus Werkzeugstahl.

Der LMD-Prozess eigent sich bestens für hybride Anwendungskonzepte.
Leistungsspektrum komplettiert
Auf jeden Fall ist toolcraft durch die beiden neuen Systeme bestens für die Anforderungen aus dem Markt gerüstet. „Es ist gelungen, damit ein paar Lücken in unserem Streben, unseren Kunden alles aus einer Hand bieten zu können, zu schließen. Dass sich daraus zusätzliche Marktchancen ergeben, ist ein schöner Nebeneffekt. Unser Know-how als Experten für die Additive Fertigung von Metallteilen stellen wir seit diesem Jahr dem Markt aber auch unter der Marke AMbitious – powered by toolcraft als Smart Expert Partner im Bereich Siemens NX AM, aber auch als unabhängige Industrieberatung zur Verfügung. Damit schließt sich der Kreis, neben der Dienstleistung der Additiven Fertigung, unseren Kunden auch die erforderlichen Werkzeuge für eine effiziente Datenaufbereitung und einer durchgängigen digitalen Prozesskette bieten zu können. So wird Additive Fertigung auch in ambitionierten Zeiten wie diesen wirtschaftlich interessant. Ein klarer Mehrwert für unsere Kunden“, fasst Hauck die Ereignisse der letzten Monate zusammen.
Teilen: · · Zur Merkliste