Robotergestützte Präzision
Aus der Dienstleisterlandschaft im Bereich der additiven Metallteile sticht ein Unternehmen wohl am deutlichsten heraus. Die toolcraft AG aus Georgensgmünd (D) ist nicht nur Full Service Provider für additiv gefertigte Metallbauteile, sie ist auch Wegweiser in der AM-Weiterbildung und in der Unterstützung der AM-Branche durch moderne Technologien wie Virtual Reality. Der letzte Clou, den die Franken jetzt abliefern, ist eine robotergestützte Fertigungszelle, die eine hybride Komplettbearbeitung ermöglicht.
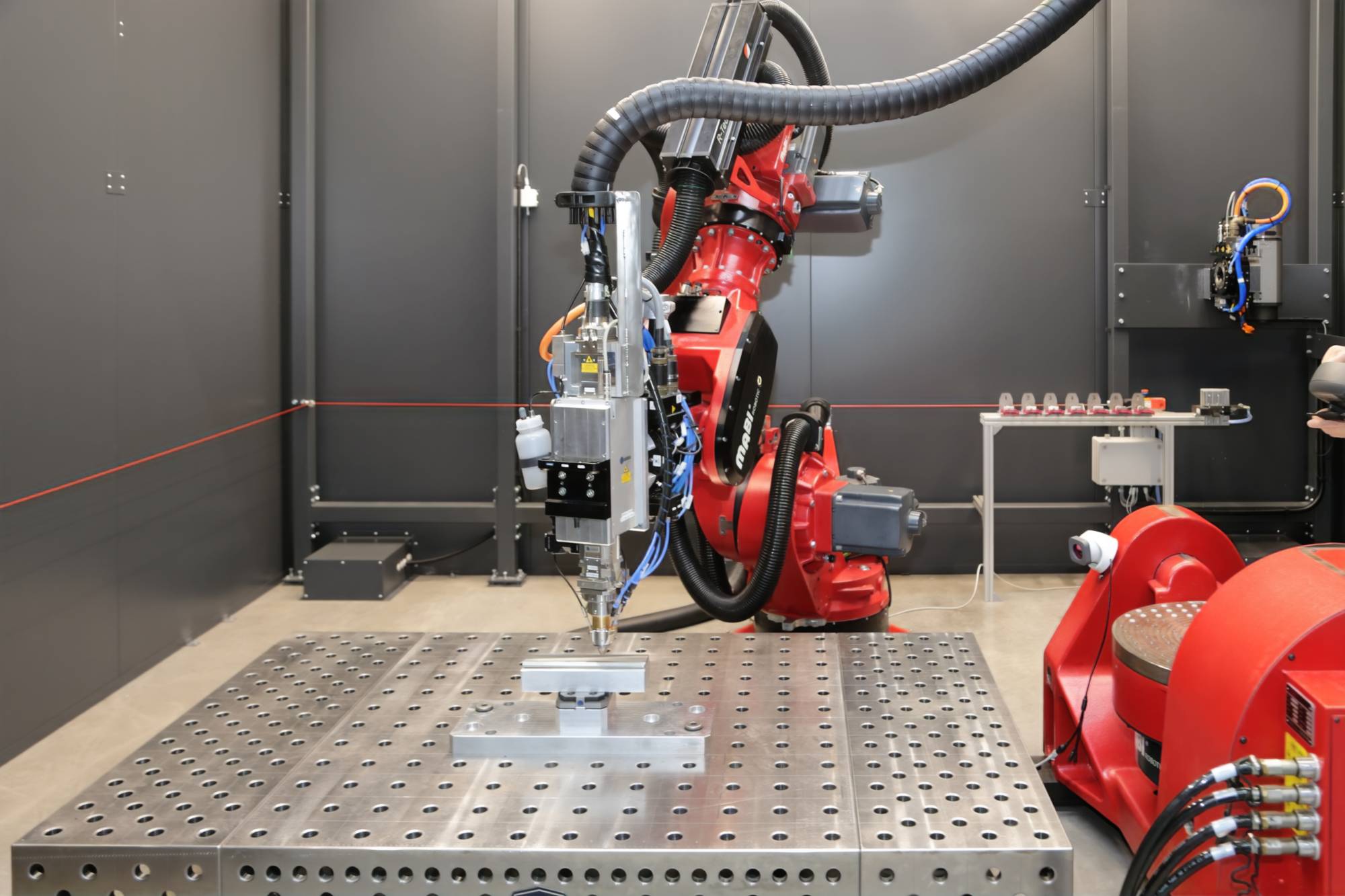
In der Roboterzelle kann über den LMD-Auftragskopf additiv gefertigt werden. Auch die Bearbeitung sehr großer Bauteile ist dabei möglich.
Shortcut
Aufgabenstellung: Kombination von Additiver Fertigung und zerspanender Nachbearbeitung.
Lösung: toolcraft Roboterzelle mit LMD-Auftragschweißkopf und Frässpindel.
Nutzen: Sequenzielle Bearbeitung großer Bauteile in einer Aufspannung.
„Wir erleben in unseren Kundenprojekten von Zeit zu Zeit Situationen, bei denen wir, trotz aller Fertigungsmöglichkeiten, die wir bei uns im Hause haben, an Grenzen stoßen“, verrät Christoph Hauck, Vorstand Technologie und Vertrieb bei der toolcraft AG und wohl eine der bekanntesten Persönlichkeiten im Bereich der Additiven Fertigung im deutschsprachigen Raum. Er zählt zu den rührigsten Botschaftern für den 3D-Druck in der Industrie, ist in vielen der wesentlichen nationalen und internationalen Gremien zur Additiven Fertigung vertreten und ist überzeugt: „Und das ist gut so, dass wir an Grenzen stoßen, denn nur das bringt uns dazu, unsere Methoden zu überdenken und neue Ansätze zu finden.“ Als technologischer Kompass im Unternehmen vertritt Hauck die klare Ansicht, dass manche Komponenten nur deshalb nicht gefertigt werden können, weil „man einfach nur noch nicht ausprobiert oder herausgefunden hat, wie es gehen könnte.“ Und so finden die Mitarbeiter bei toolcraft in Christoph, wie ihn jeder nennen darf, immer ein offenes Ohr, wenn es um Ideen und Verbesserungsvorschläge geht.

Die doppelwandige Laserschutzeinhausung bietet optimalen Schutz in der Arbeitsumgebung.


Zur Firma
Das mittelständische Familienunternehmen mit Sitz in Georgensgmünd und Spalt wurde 1989 von Bernd Krebs gegründet. toolcraft ist Vorreiter in zukunftsweisenden Technologien wie der Additiven Fertigung und dem Bau von individuellen Turn-Key-Roboterlösungen. Als Partner für Komplettlösungen bietet toolcraft die gesamte Prozesskette von der Idee über die Fertigung bis zum qualifizierten Präzisionsbauteil in den Bereichen CNC-Zerspanung, Additive Fertigung sowie im Spritzgießen und Formenbau. Zu den Kunden zählen Marktführer aus der Halbleiterindustrie, Luft- und Raumfahrt, Medizintechnik, optischen Industrie, dem Spezialmaschinenbau sowie Motorsport und Automotive. Teil der Unternehmensphilosophie ist zudem eine intensive Zusammenarbeit mit Kooperationspartnern sowie Hochschulen, Universitäten und Forschungseinrichtungen.
Permanente Weiterentwicklung garantiert Erfolg
Mit diesem Spirit hat man es bei toolcraft geschafft, sich in den 35 Jahren seit der Gründung durch Bernd Krebs von einem Betrieb für Präzisionszerspanung zu einem Dienstleistungsunternehmen zu entwickeln, in dem es scheinbar für jede Aufgabenstellung eine Lösung gibt. Neben der Kompetenz in der Additiven Fertigung zählen zum Leistungsumfang des Unternehmens die Präzisions-CNC-Zerspanung, Werkzeugbau, Spritzgießen, Engineering und Robotik. „Da hat sich im Laufe der Jahre einiges an unterschiedlichsten Technologien angesammelt. Dadurch sind wir aber auch in der Lage, auf die sich ständig verändernden Anforderungen aus dem Markt zu reagieren. So gibt es kaum Anforderungen, denen wir nicht nachkommen können. Meist gelingt es uns sogar durch innovative Ansätze, die Anforderungen zu übertreffen und unseren Kunden Lösungsansätze zu präsentieren, die über das ursprünglich geforderte Anforderungsprofil hinaus gehen. So wurde beispielsweise eine Fertigungszelle für ein Kundenprojekt in der Hörgeräteindustrie bei uns entwickelt, die dann beim Kunden betrieben werden sollte. Mittlerweile lässt der Kunde seine Komponenten auf mehreren dieser Zellen bei uns im Hause fertigen“, verrät Hauck. In diesem Projekt wirken mehrere Kompetenzbereiche von toolcraft zusammen. Neben den erforderlichen Spritzgießwerkzeugen mit additiv gefertigten Werkzeugeinsätzen wurde auch die Automatisierung mit Robotern umgesetzt, die die einzelnen Komponenten aus der Spritzgießmaschine entnehmen und anschließend zusammensetzen.
Durch die breite technologische Ausrichtung ist man aber auch in der Lage, technologieübergreifend innovative Ansätze zu wählen. „2020 haben wir in unserer Additiven Fertigung eine Trumpf TruLaser Cell 3000 LMD-Anlage in Betrieb genommen. Mit dieser sind wir in die DED-Technologie mit Laserauftragschweißen und dem EHLA-Verfahren eingestiegen. Wir haben schnell erkannt, welche Vorteile die Verfahren mit sich bringen, aber auch schnell festgestellt, wo wir anlagentechnisch an die Grenzen stoßen“, erinnert sich Florian Schlund, Projektleiter Additive Fertigung (LMD) bei der toolcraft AG, und sein Kollege Andreas-Artur Bauer, der bei toolcraft den Bereich Robotik leitet, ergänzt: „Die Problematik mit der Bauteilgröße ist oft ein Thema in der Additiven Fertigung. Sowohl bei den Pulverbettmaschinen als auch beim Auftragschweißen sind die Bauräume oft begrenzt und speziell, wenn es zum Beispiel um Reparaturanwendungen im Werkzeugbau geht, stößt man da schnell an räumliche Grenzen. Außerdem haben wir auch in der Zerspanung von großen Teilen immer mal wieder die Situation, dass etwas repariert werden muss oder zusätzliche Elemente angebracht werden müssen. Das geht sich auf unserer Trumpf-Anlage dann nicht mehr aus, wenn die Komponente zu groß oder zu schwer wird.“
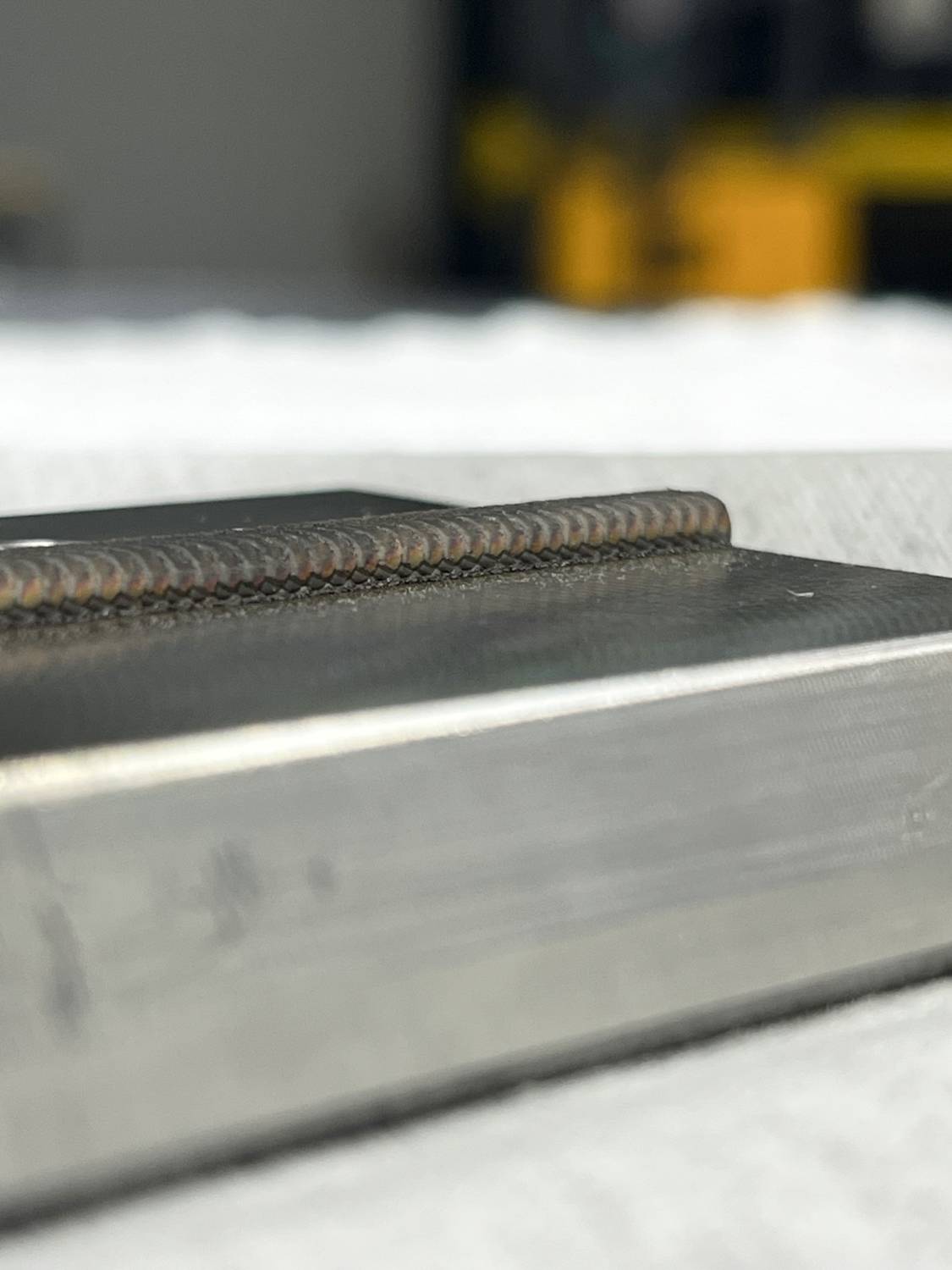
Selbst feinste Konturen in Multimaterialanwendungen sind mit dem Auftragskopf umsetzbar.
Groß denken
So wurde den AM-Experten bei toolcraft schnell klar, dass man wohl insgesamt größer denken muss und vor allem auch eine flexible Lösung benötigt. Da man sich im Unternehmen seit 2015 intensiv mit Robotik und Automatisierungslösungen auseinandersetzt, war es naheliegend, in diesem technologischen Spektrum nach Lösungen zu suchen. So entstand das Konzept einer Roboterzelle, in der man sowohl additiv als auch zerspanend arbeiten kann. „Wir haben in den vergangenen Jahren einige unterschiedliche Robotik-Anwendungen umgesetzt. Einerseits eben für Kunden, andererseits aber auch, um unsere internen Abläufe zu optimieren“, verrät Schlund und ergänzt: „Je nach Anforderung in der Anwendung setzen wir dabei auf unterschiedliche Industrieroboter. Neben Stäubli und Mabi-Robotern, die wir vorrangig verwenden, kommen auch Autonox und Fanuc-Roboter zum Einsatz.“
So bilden diese Roboter auch die Grundlage für die kombinierte Roboterzelle. „Für die Anwendungsbereiche Fräsen, Schleifen, Polieren oder Entgraten bieten wir schon ein umfangreiches Portfolio an Roboterzellen an. Diese genügen jedoch nicht den Anforderungen für eine laserbasierte Additive Fertigung. Da beim Laserauftragschweißen mit hohen Laserleistungen gearbeitet wird, sind da klare Vorgaben hinsichtlich Schutzmaßnahmen einzuhalten“, weiß Schlund.
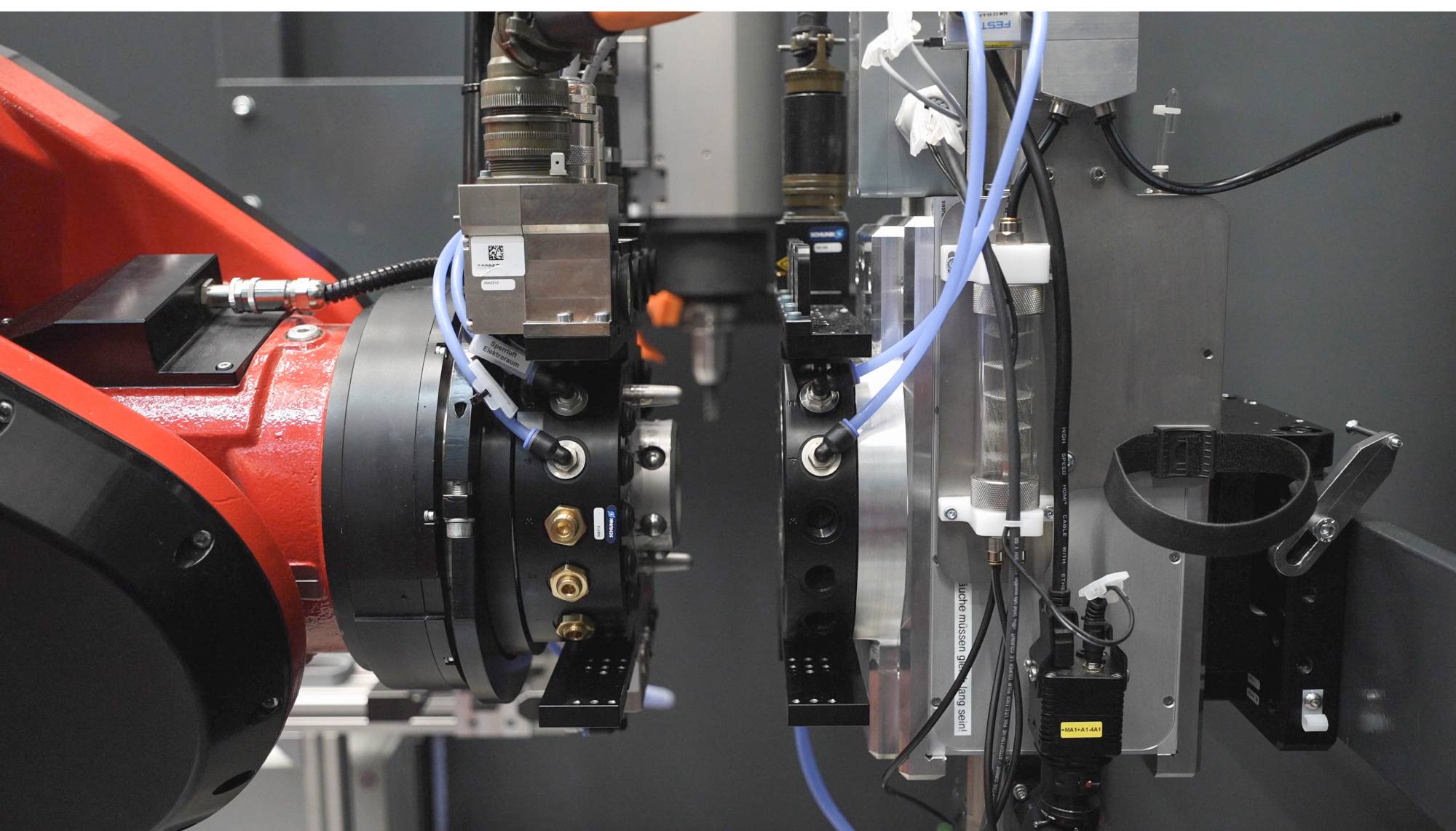
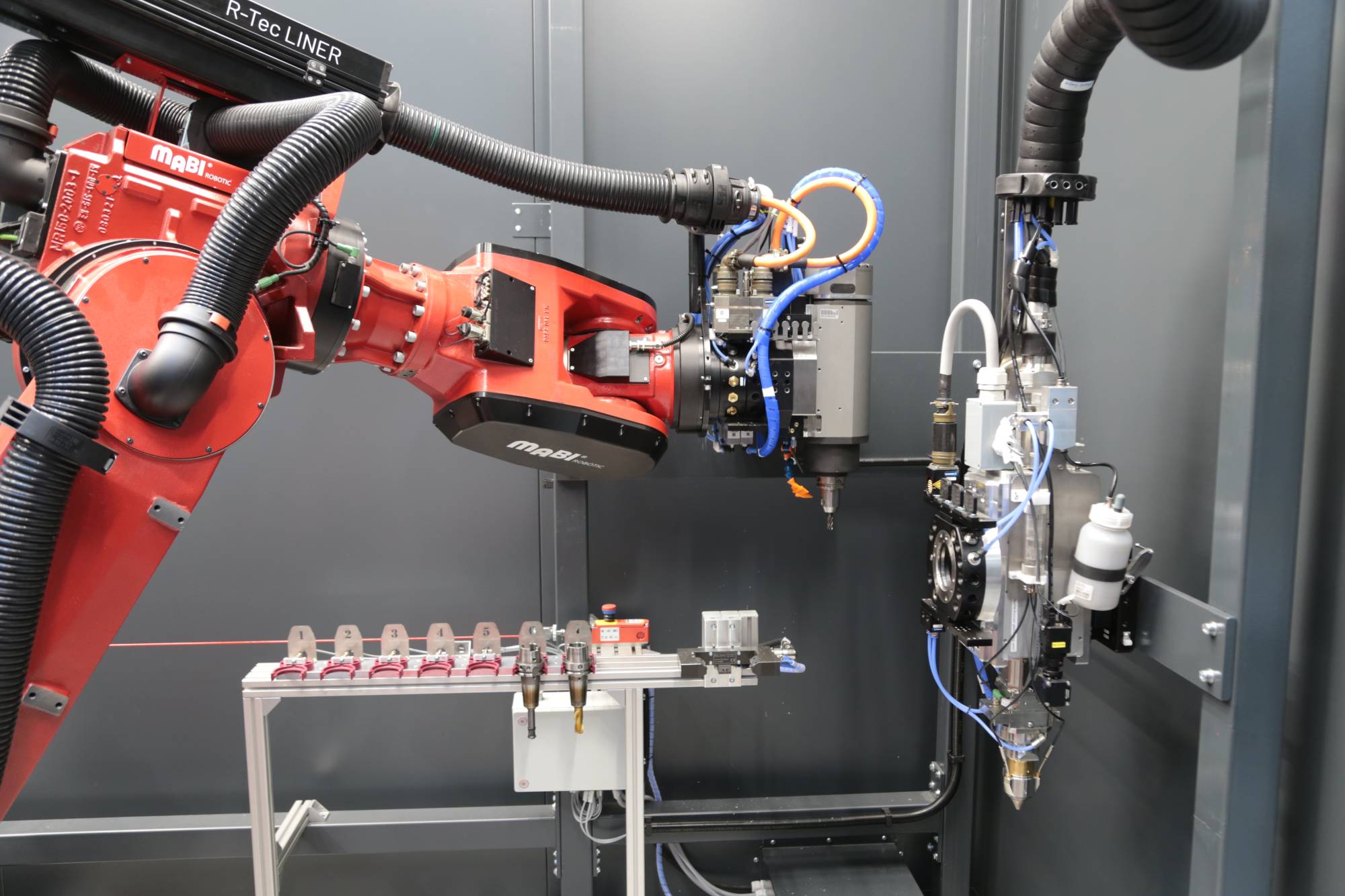
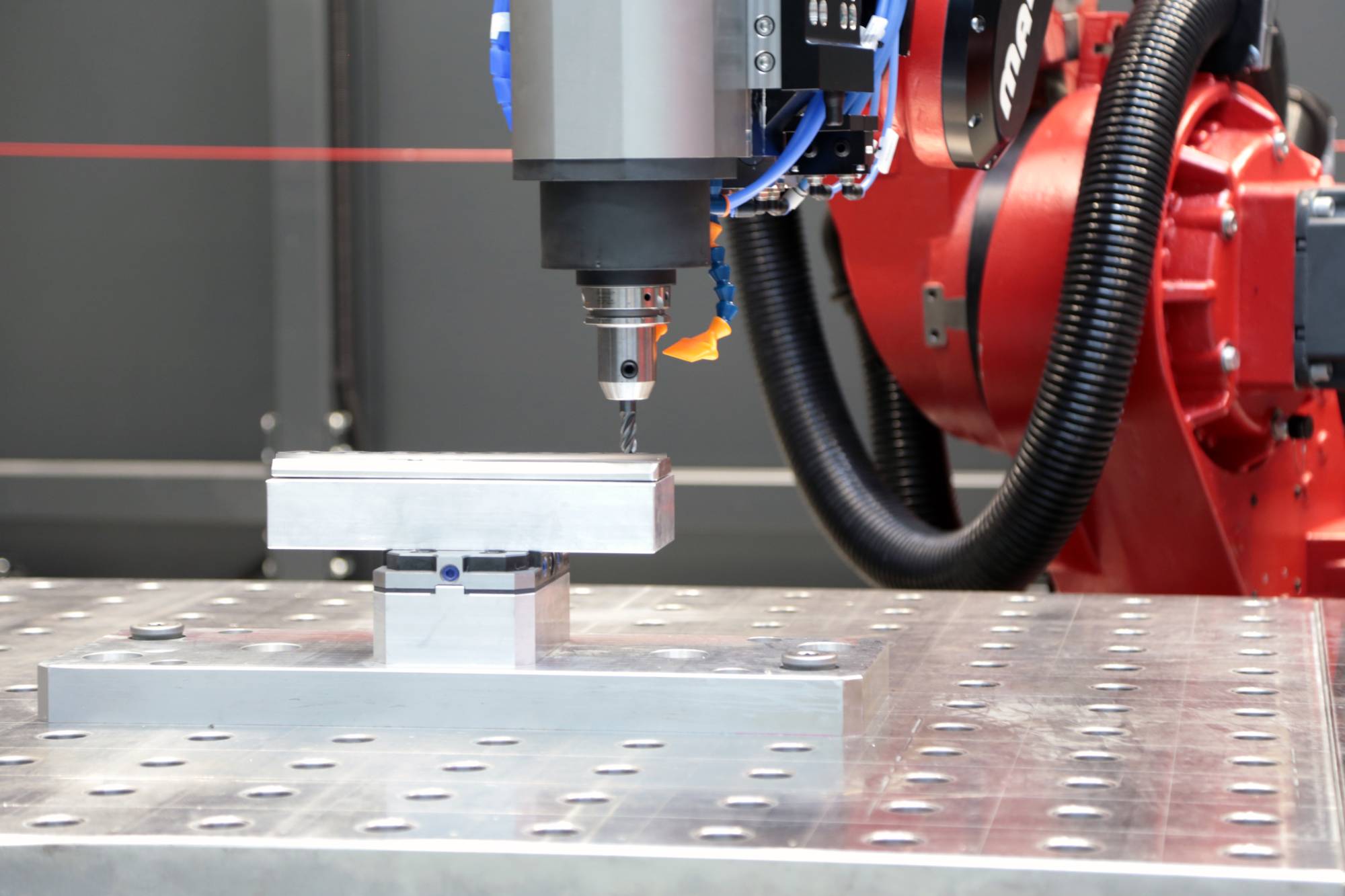
Der Wechsel vom Auftragskopf zur Spindel erfolgt vollautomatisch und schnell.

Florian Schlund
Projektleiter Additive Fertigung (LMD) bei der toolcraft AG
„Um auch bei großen Bauteilen die Vorteile der LMD-Technologie nutzen, und auch direkt eine vor- und nachgelagerte Bearbeitung anschließen zu können, haben wir unsere neue, robotergestützte Bearbeitungszelle entwickelt.“
Viel Hightech kompakt untergebracht
Als Energiequelle für das Pulver-Laser-Auftragschweißen kommt ein 8 kW Diodenlaser von Laserline zum Einsatz. Die Strahlführung erfolgt fasergekoppelt über eine OTZ-5 Optik, die einen variablen Laserspot von 0,9 bis 2,8 mm erlaubt. Die koaxiale Pulverzuführung gelingt über einen HighNo®-4.0 Auftragskopf von HD-Sonderoptiken. Durch den Einsatz von zwei Scheibenförderern ist man in der Lage, zwei unterschiedliche Materialien simultan zuzuführen, was die Herstellung von Multimaterialanwendungen und Materialübergängen erlaubt. So ist es beispielsweise denkbar, einen korrosionsbeständigen Stahl als Matrixwerkstoff einzusetzen und in diesen Titancarbid oder Wolframcarbid einzulagern. Damit lassen sich widerstandsfähige Schichten als hochwirksamer Verschleißschutz erzeugen.
Über einen automatischen Kopfwechsel kann jederzeit auf eine Hiteco-Frässpindel gewechselt werden. Diese hat mit 29 kW und einer maximalen Drehzahl von 16.000 U/min genug Kraft, auch Hochleistungswerkstoffe zu zerspanen. Die HSK63 E-Werkzeugaufnahme und ein in der Roboterzelle untergebrachtes Werkzeugmagazin mit derzeit sieben Werkzeugplätzen, die problemlos erweitert werden können, ergänzen die Bearbeitungszelle. Eine Kühlung kann über zusätzliche Blasluft erfolgen.
Hohe Genauigkeit bei großer Reichweite
„Der Roboter mit einer Reichweite von 2,2 m hat in der angebrachten doppelwandigen Laserschutzeinhausung genug Platz, damit wir auch sehr große Teile bearbeiten können. Man muss sich natürlich darüber im Klaren sein, dass bei einer weiten Ausladung des 6-Achs-Roboterarmes aufgrund der entstehenden Lastmomente Abstriche in der Zerspanungsleistung zu machen sind, was sich jedoch durch eine geeignete Wahl der Fräsparameter größtenteils kompensieren lässt. So können wir Positioniergenauigkeiten im Bereich von 0,15 mm und eine Bahngenauigkeit von 0,25 mm bei einer Wiederholgenauigkeit von jeweils 0,05 mm erzielen“, geht Bauer ins Detail. Der Arbeitstisch in der Roboterzelle ist als Schweißtisch ausgeführt und wird mit einem Dreh-Kipptisch ergänzt, der mit 600 mm Durchmesser Bauteilgewichte bis zu 500 kg erlaubt. Die gesamte Roboterzelle hat dabei einen Footprint von 5,5 m x 5,5 m x 4,0 m.
„Schon in der Grundausstattung verfügt die Zelle über eine Kalibrierung, die zum Beginn der Bearbeitung dafür sorgt, dass eine bestmögliche Positioniergenauigkeit erzielt wird. Zusätzlich ist es geplant, dass künftig mittels eines Linienscanners, wie wir ihn jetzt schon in unserem QS-Bereich für die Datenvorbereitung nutzen, direkt in der Roboterzelle optisch gemessen werden kann. Außerdem wird es möglich sein, drahtbasiertes Auftragschweißen und sogar EHLA zu nutzen“, kündigt Schlund die weiteren Pläne für die Roboterzelle an.
Steuerungsseitig kommt eine Sinumerik-Steuerung von Siemens zum Einsatz. Diese bietet genug Flexibilität, um allen Anforderungsszenarien in der Roboterzelle gerecht zu werden. Die Programmierung der Zelle erfolgt über Siemens NX.
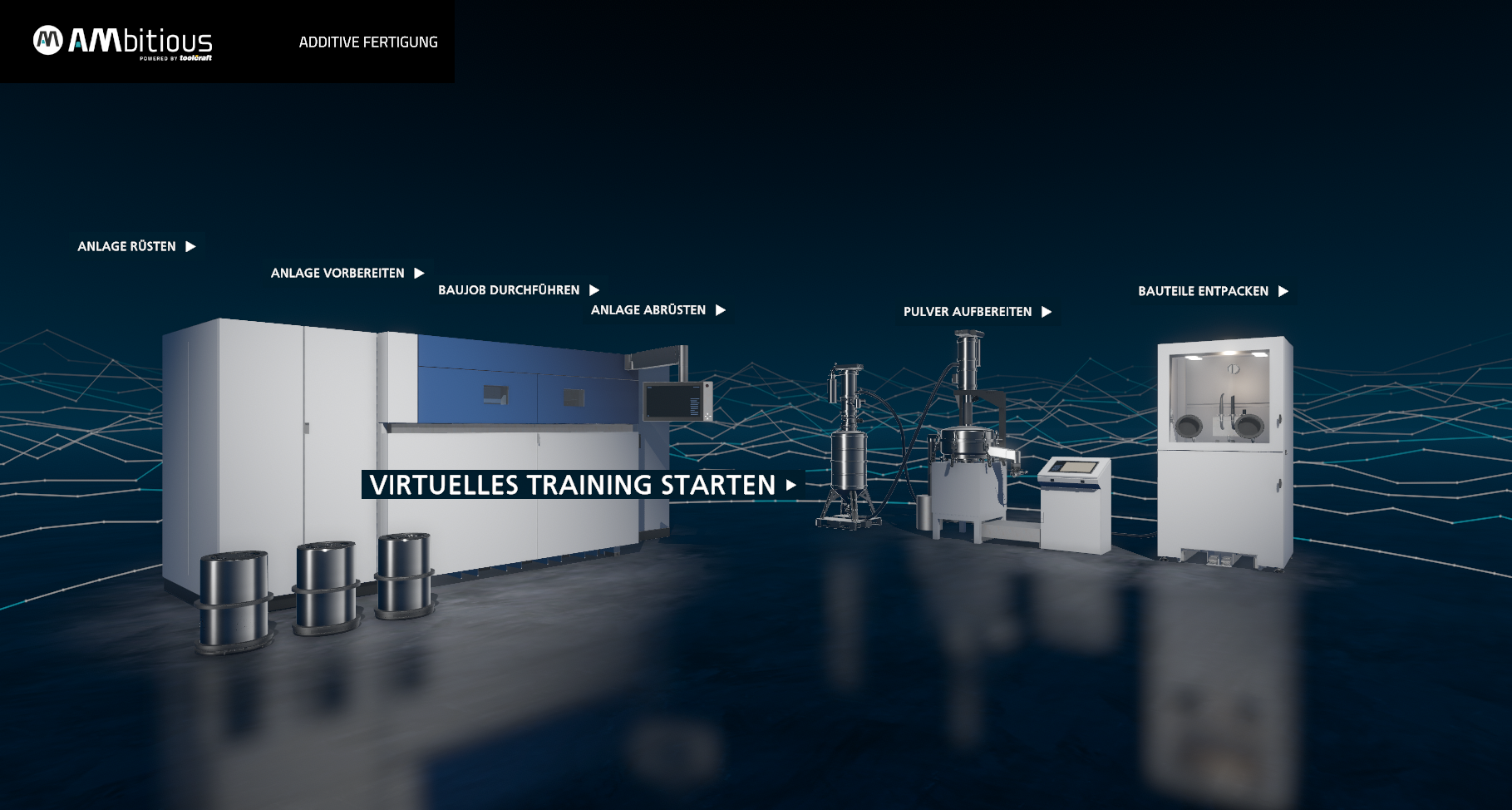
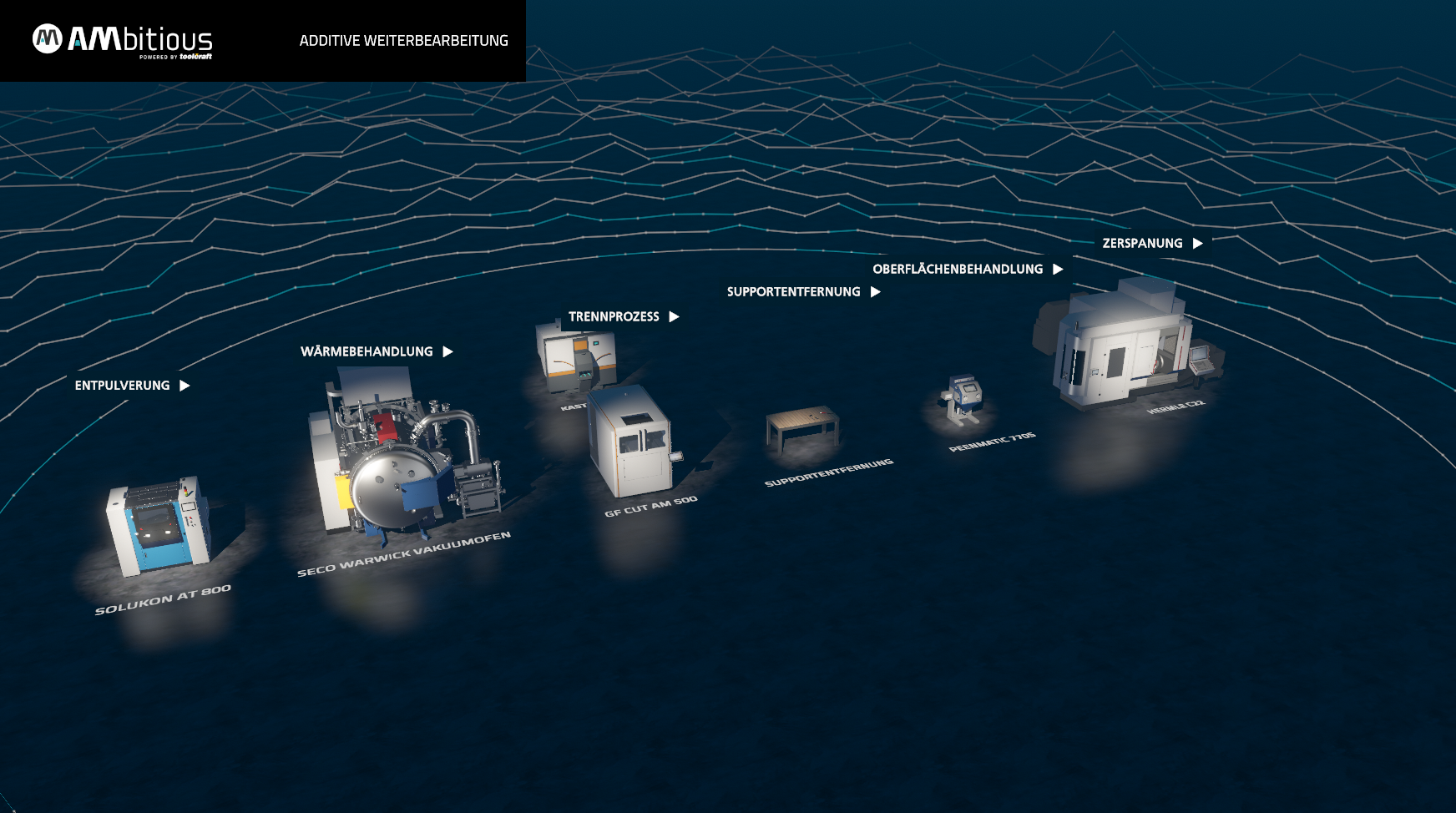
Mit der virtuellen Lernumgebung von AMbitious kann man den additiven Fertigungsprozess von A bis Z kennenlernen und ohne großen Aufwand üben.
Andreas-Artur Bauer
Bereichsleiter Robotik bei der toolcraft AG
„Wenn man Roboter für Zerspanungsaufgaben einsetzen möchte, muss man ein paar grundlegende physikalische Kriterien berücksichtigen. Durch eine saubere Kalibrierung und Anpassung der Bearbeitungsparameter erzielen wir trotzdem sehr gute Genauigkeiten.“
Vorreiter im AM-Bereich mit modernen Technologien
„Insgesamt schließen wir mit der Roboterzelle eine Lücke in der Additiven Fertigung für die Bearbeitung von metallischen Großbauteilen. Wir wissen, dass es unterschiedlichste Ansätze im Markt für die robotergestützte Additive Fertigung gibt, aber die Kombination aus Auftragen und Zerspanen in ein und derselben Anlage, vor allem eingebunden in standardisierte Steuerungsprozesse, haben wir so noch nicht gesehen“, freut sich Christoph Hauck und weist darauf hin, dass toolcraft auch im Bereich des Postprocessings in der Additiven Fertigung an innovativen Lösungen arbeitet. Konkret geht es dabei um die Entfernung von metallischen Stützstrukturen mittels Eisstrahlen und ein innovatives und standardisiertes Spannkonzept für additiv gefertigte Teile in der zerspanenden Nachbearbeitung.
Aber auch im Bereich der Weiterbildung hat sich toolcraft mit seiner Sparte AMbitious profiliert. Durch den Einsatz modernster VR-Technologie ist man in der Lage, Schulungen zur Additiven Fertigung entlang der gesamten additiven Prozesskette anzubieten. „Man muss sich vorstellen, dass es ziemlich komplex ist, wenn man Mitarbeiter an realer Anlagentechnik an das Thema Additive Fertigung heranführen möchte. Nicht zuletzt die Kostenseite für die Anlagentechnik trägt da einen großen Teil dazu bei. Durch unsere AMbitious VR-Schulung können wir Schulungsteilnehmern den gesamten Prozessablauf virtuell nahebringen und das, ohne teure Anlagentechnik zu belegen. Außerdem können wir verschiedene Anwendungsszenarien abbilden und dadurch unterschiedlichste Herangehensweisen vermitteln“, beschreibt Hauck diese innovative Möglichkeit der Wissensvermittlung und lädt Unternehmen dazu ein, diese Möglichkeit zu nutzen, um AM-Wissen aufzubauen und so den Einstieg in die Additive Fertigung zu erleichtern. Denn, um mit den Worten von Christoph Hauck zu schließen: „Man muss die Technologie schon nutzen, um festzustellen, ob und was sie einem bringen kann.“

Christoph Hauck
Vorstand Technologie und Vertrieb bei der toolcraft AG
„Mit der Roboterzelle schließen wir eine Lücke in der Additiven Fertigung von metallischen Großbauteilen. Die Kombination aus Laserauftragschweißen und zerspanender Bearbeitung eröffnet neue Möglichkeiten sowohl intern als auch für unsere Kunden.“
Teilen: · · Zur Merkliste