Eine für alles
Einstieg in die additive Fertigung bei WFL: Vor gut einem Jahr begann man bei der WFL Millturn GmbH & Co. KG damit, sich mit dem Thema additive Fertigung intensiv auseinander zu setzen. Beim WFL Technologiemeeting, das im März stattgefunden hat, stellte das Unternehmen einem ausgewählten Fachpublikum erstmals Ihre neue Laseroption vor, mit dem das Thema Komplettbearbeitung um ein Kapitel reicher geworden ist und jede Millturn zur Hybridmaschine werden kann. Autor: Georg Schöpf / x-technik

Die Laseroption kann in jede Millturn eingebaut werden. Auf dem Technologiemeeting 2015 stand eine Millturn M80 Pate für die neue Technologie.

Reinhard Koll
Leiter Anwendungstechnik bei WFL
„Das neue Verfahren eröffnet uns in der Komplettbearbeitung komplexer Bauteile ganz neue Möglichkeiten. Aber auch hier liegt der Schlüssel zu produktivem Arbeiten in einem tiefen Verständnis des Gesamtprozesses, letztlich liegt die Kundenanwendung im Focus unserer Entwicklungen.
“
Als Hersteller für Dreh-Bohr-Fräszentren ist die WFL Millturn GmbH & Co. KG aus Linz seit Jahren eine feste Größe am Markt. Seit jeher ist es die Philosophie des Unternehmens, die Komplettbearbeitungszentren durch einen modularen Aufbau an die Kundenbedürfnisse anpassbar zu machen. Das Kernkonzept der Millturn Maschinen von WFL beinhaltet, möglichst alle Bearbeitungsoperationen in einer einzigen Aufspannung bzw. Maschine bewältigen zu können.
Kein Wunder also, dass sich die Linzer auch zum Thema Additive Fertigung etwas einfallen lassen haben. „Wir bewegen uns mit unseren Maschinen im Bereich von High-End-Anwendungen und unsere Kunden haben meist komplexe Aufgaben zu lösen, bei denen sie ein Höchstmaß an Präzision, Widerholgenauigkeit und Prozesssicherheit benötigen. Da ist oft innovatives, manchmal auch revolutionäres Denken gefordert“, schildert Reinhard Koll, Leiter Anwendungstechnik bei WFL.
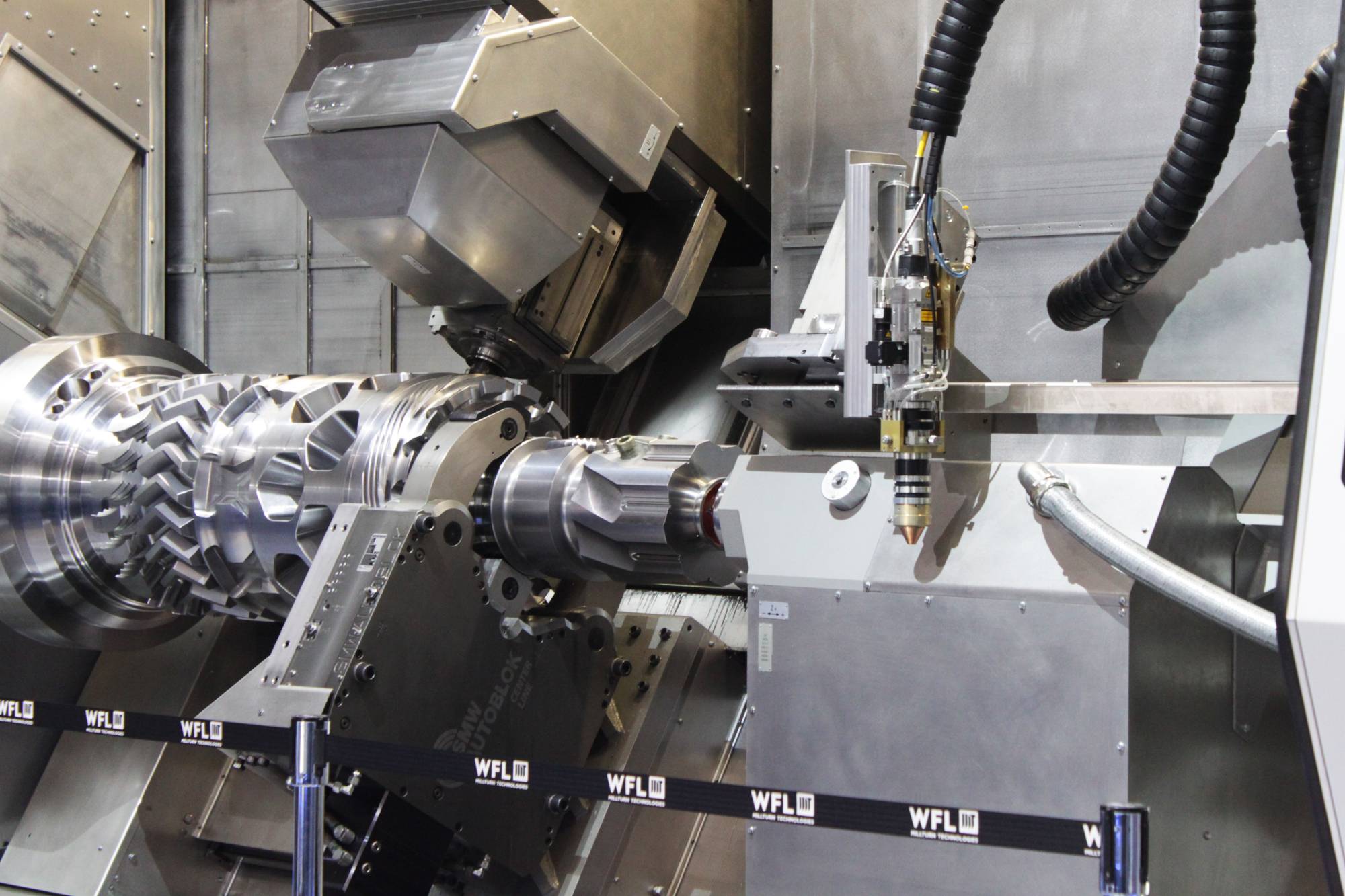
Der vom Fraunhofer Institute for Material and Beam Technology IWS in Dresden entwickelte Auftragskopf wird in der Maschine vorgehalten und kann über die WFL-Prismenwerkzeugschnittstelle aufgenommen werden.

Dieter Schatzl
Leiter Marketing bei WFL
„Mit der Laseroption sind wir jetzt in der Lage, Schweißanwendungen, Härten und Auftragsschweißen, genauso wie die zerspanenden Anwendungen, in ein und derselben Aufspannung anzubieten. Und das auf jeder unserer Millturn-Maschinen.
“
Zusätzliche Bearbeitungsschritte ohne umspannen
„Trotz des enormen Leistungsumfangs der Millturn Maschinen war es in der Vergangenheit für manche Operationen zwingend nötig, das Teil auszuspannen, in einem anderen Bereich weiter zu bearbeiten und ggf. anschließend für das Finish wieder auf die Millturn zu bringen. Im Wesentlichen ist das bei Bearbeitungsoperationen erforderlich, bei denen gehärtet, etwas angeschweißt oder Material aufgetragen werden muss“, so Koll weiter. Als Beispiele nennt er die Herstellung von Werkstücken, an denen Verschleißschutzschichten aufgetragen oder Verzahnungen die auf der Millturn hergestellt und anschließend gehärtet werden müssen. Ziel war es schon länger, derartige Arbeitsschritte direkt auf einer Millturn abzuwickeln. Dabei war das Thema Additive Fertigung noch gar nicht im Gespräch.
Dieses spezielle Fertigungsverfahren wurde vor etwa einem Jahr im Rahmen eines internen Workshops evaluiert. Ziel war es herauszufinden, ob Anwendungen und Möglichkeiten generativer Verfahren für das Unternehmen relevant seien und ob sie sich mit dem Millturn-Konzept in Einklang bringen lassen. Ergebnis war, dass eine geschickte Kombination aus Bearbeitungszentrum und Lasertechnologie zielführend wäre. „Primär steht immer die Anwendung im Vordergrund. Es geht vor allem darum, für unsere Kunden einen Mehrwert darzustellen“, definiert Dieter Schatzl, Marketingleiter bei WFL deren Anspruch. „Für den Kunden muss das Arbeiten einfacher und wirtschaftlicher werden. Im Idealfall kann er alle Bearbeitungsschritte auf unserer Maschine abwickeln“, so Schatzl weiter.
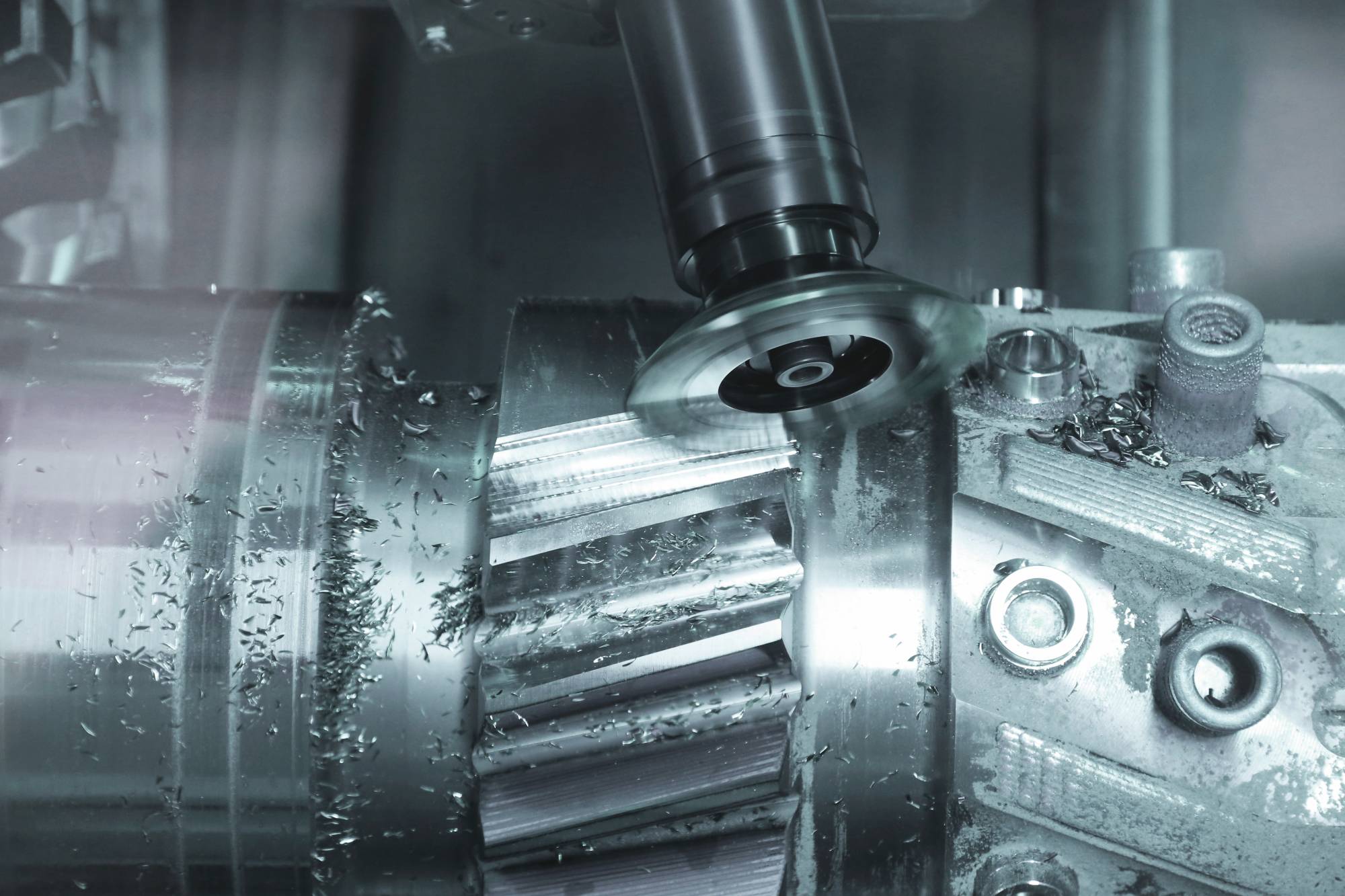
Aufgetragene Strukturen können ohne umzuspannen sofort nachbearbeitet werden, was ein Maximum an Genauigkeit gewährleistet und Rüstzeiten spart.
Das richtige Verfahren
Die Möglichkeit zu schweißen, zu härten und auch Material aufzutragen wurde am besten durch eine Applikation für Pulverlaserauftragsschweißen abgebildet. Diese Technologie beinhaltet alle erforderlichen Elemente. Die vielfältigen Werkstoffe, die über dieses Verfahren verarbeitet werden können, bilden in Verbindung mit den hohen Auftragsraten die optimalen Voraussetzungen für ein breites Anwendungsspektrum. Dabei galt es jedoch, grundsätzliche Fragen zu klären: Wie würde sich das Metallpulver in der Maschine verhalten? Welche Maschine sollte mit dieser Technologie ausgestattet werden? Wann möchte man damit auf den Markt kommen? Mit welchen Partnern kann dieses Projekt bewältigt werden?
Der vom Fraunhofer Institute for Material and Beam Technology IWS in Dresden entwickelte Auftragskopf bot die besten Voraussetzungen. Dieser wurde genau auf die Anforderungen von WFL abgestimmt. Gespeist wird der Auftragskopf von einem Diodenlaser von Laserline mit einer Leistung von zehn Kilowatt. Optional kann ein Laser sogar mit bis zu 40 kW eingesetzt werden.
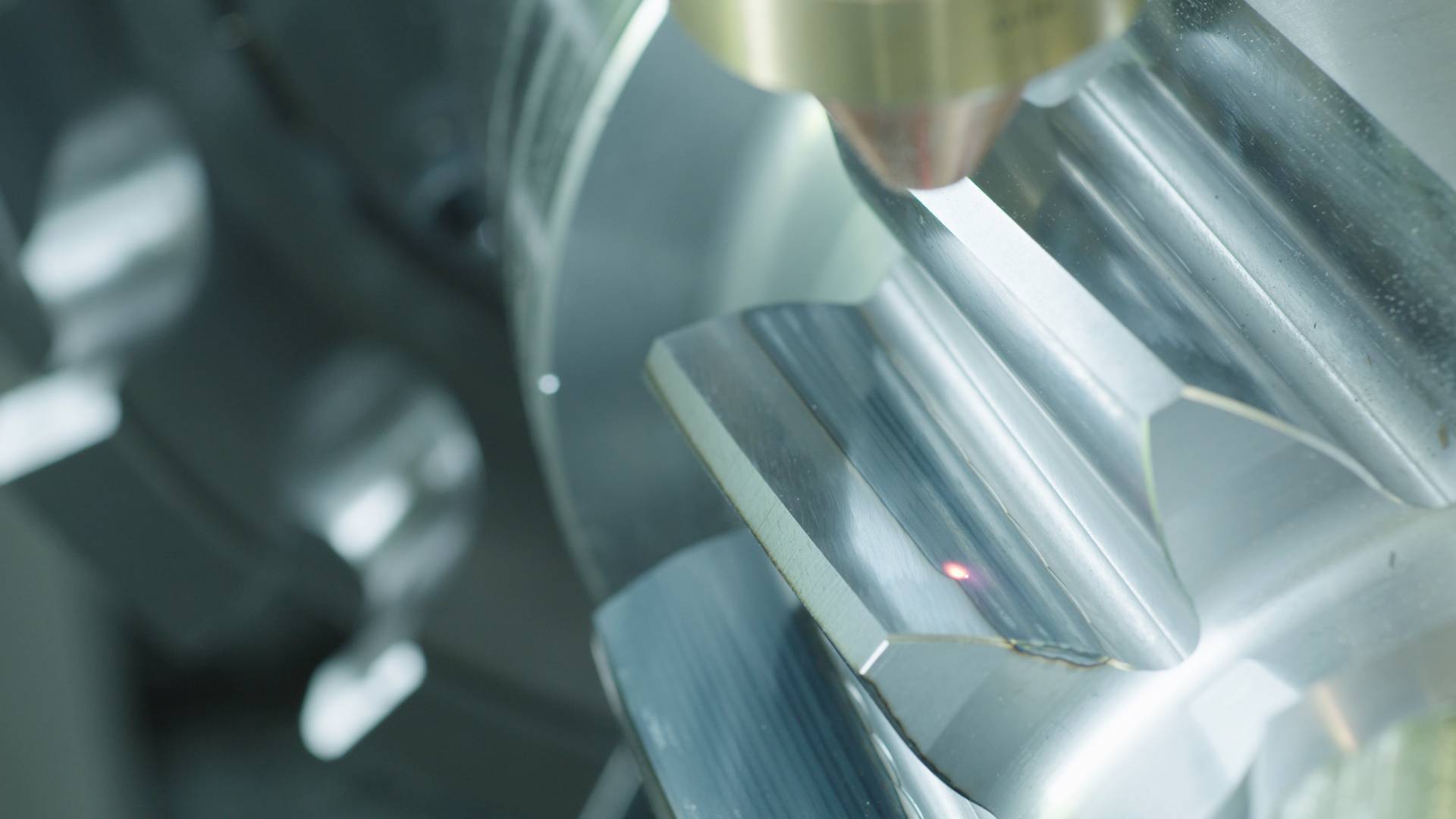
Bei der Herstellung von Verzahnungen können unmittelbar nach dem Fräsen die Zahnflanken gehärtet werden.
Der Prozess im Detail
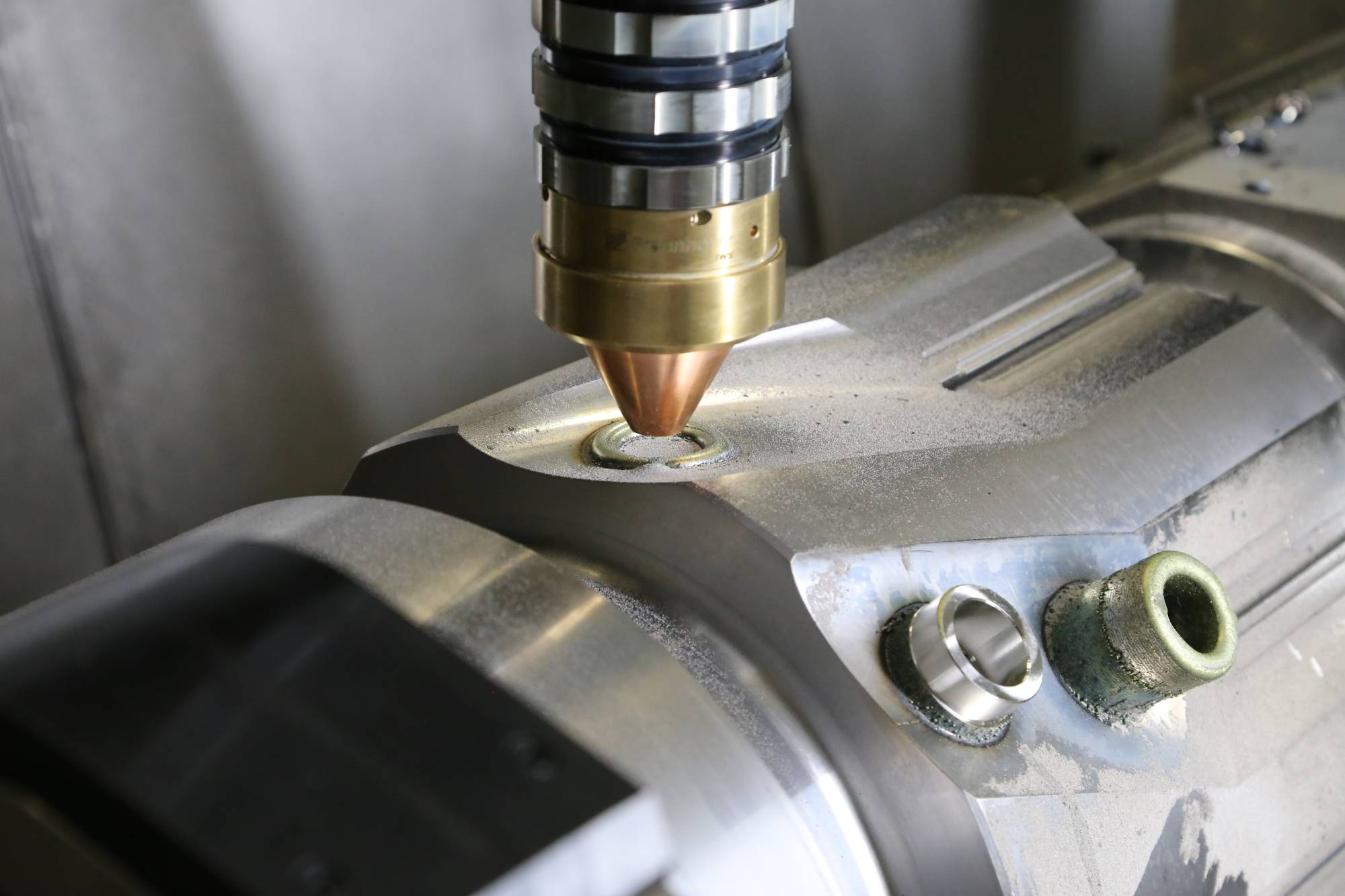
Für das Laserauftragsschweißen und das Laserhärten wurde beim Technologiemeeting ein und derselbe Kopf verwendet, da für beide Anwendungen ein eher größerer Strahlpunkt benötigt wird. Für das Auftragsschweißen wird über eine Ringdüse unter Zuhilfenahme eines Schutzgases das Metallpulver auf einen Auftreffpunkt fokussiert. An dieser Stelle befindet sich auch der Fokuspunkt des Laserstrahls, wodurch ein Schmelzbad entsteht. In diesem lagert sich das aufgeschmolzene Metallpulver an und erstarrt danach. Ein genau abgestimmtes Verhältnis von Energieeintrag und Verfahrgeschwindigkeit des Laserstrahl sowie der zugeführten Pulvermenge bestimmt die Breite und Höhe des entstehenden Materialauftrags. Das Schutzgas verhindert, wie beim herkömmlichen Schutzgasschweißen, einerseits Oxidationsvorgänge und fungiert gleichzeitig als Träger- und Transportgas für die Pulverpartikel. Die Pulverpartikel weisen eine Größe von 100 bis 150 µm auf und sind damit groß genug, um vom 40 µm Filter der Maschine ausgefiltert zu werden. Damit ist sichergestellt, dass überschüssige Pulverpartikel die Maschinenfunktion auf Dauer nicht beeinträchtigen können. Die Auftragsraten liegen, je nach Prozessparameter, bei 1,0 mm Schichtstärke und mehr.
Der Nutzen der generativen Fertigung in einem Bearbeitungszentrum liegt auf der Hand. Die Herstellung komplexer Geometrien, die mit konventionellen Fertigungsverfahren nicht oder nur sehr schwierig herzustellen sind, rücken damit in greifbare Nähe. Im Falle von Geometrien, die aus dem Werkstück herausragen, kann auf überdimensionale Rohlinge verzichtet werden, was die Zerspanungsraten senkt. Das spart Bearbeitungszeit, senkt Werkzeugkosten und die Möglichkeit, ohne Umspannung mit zerspanenden Verfahren weiterzuarbeiten: speziell bei teuren oder schwer zu zerspanenden Werkstoffen ein nicht zu vernachlässigender Aspekt. „Den Auftragslaserkopf können wir auch direkt für das Laserhärten verwenden, optional kann dazu auch eine für den Härteprozess optimierte Optik gewechselt werden. Damit können beispielsweise die Zahnflanken bei der Herstellung von Verzahnungen unmittelbar nach dem Fräsen gehärtet werden“, erklärt Koll.
Für das Laserschweißen hingegen wird ein Kopf mit einer anderen Optik benötigt. Zum Spalt-/Tiefspaltschweißen ist eine wesentlich engere Fokussierung des Laserstrahls erforderlich, um einerseits größere Schweißtiefen erzielen zu können und andererseits beim Schweißen die Wärmeeinflusszone möglichst eng zu halten. Ziel ist es, damit beispielsweise eine Alternative zu dünnen Tieflochbohrungen zu entwickeln. So kann man etwa einen Kühlkanal zunächst an der Außenkontur eines Bauteils fräsen und anschließend eine Abdeckung darüber schweißen. Das vereinfacht nicht nur den Bearbeitungsprozess, sondern bietet auch ganz neue geometrische Möglichkeiten. Ebenso wird es möglich, Drehteile konzentrisch zusammen zu schweißen, die zuvor in Haupt- und Gegenspindel der Maschine parallel gefertigt wurden.

Laserkopf im Werkzeugträger
Beide Laserköpfe werden vom gleichen Diodenlaser gespeist und können mit geringem Aufwand getauscht werden. Der jeweilige Laserkopf wird in einer speziellen Halterung in der Maschine untergebracht und über die Medienleitung mit der Laserversorgungseinheit außerhalb der Maschine verbunden. Aufgenommen wird der Laser über die WFL-Prismenwerkzeugschnittstelle. Durch die fünf interpolierenden Achsen der Millturn Maschinen kann der Laser über einen weiten Bereich geschwenkt werden und auch Freiformflächen bearbeiten. Je nach Auftragsdüse kann ein Materialauftrag bis in die Waagrechte erfolgen. Außerdem ist es möglich, durch unterschiedliche Düsengeometrien und Pulverkombinationen unterschiedliche Effekte beim Materialauftrag zu erzielen.
„Grundsätzlich verfolgen wir aber auch bei den neuen Möglichkeiten unsere Strategie, dass wir zusammen mit unserem Kunden am konkreten Projekt die Prozessparameter ermitteln und das Gesamtsystem genau auf die Bedürfnisse in der Anwendung abstimmen. Nur so können wir die optimale Qualität und Effizienz erzielen, welche die Kunden von uns gewohnt sind“, verspricht Koll abschließend.

Der Auftragskopf besteht aus einer Düse, durch welche die Metallpulverpartikel fokussiert zur Auftragsstelle transportiert werden. Ein Schutzgas verhindert Oxidationsprozesse und dient als Träger- und Transportmedium. Der Laserstrahl wird durch das Zentrum der Düse auf den Auftragspunkt fokussiert.
Markteintritt auf der EMO
Die gesamte Maschine wird mit Laserschutzgläsern in der Verkleidung ausgestattet, um ein sicheres Arbeiten für Bediener und Umfeld zu gewährleisten. Grundsätzlich kann die Laseroption in jede Millturn eingebaut werden. Der weltweite Markteintritt für die neue Lösung wird auf der EMO im Oktober stattfinden.
Teilen: · · Zur Merkliste