anwenderreportage
Rösler Oberflächentechnik S3: Nachbearbeiten – in jedem Fall automatisiert
Ob aus Metall oder Kunststoff gedruckte Teile – das Postprocessing ist noch das Stiefkind der Additiven Fertigung. Charakterisiert durch kostspielige und nicht reproduzierbare manuelle Bearbeitungsschritte. Mit speziell an die Anforderungen der AM-Technologie angepasste Strahltechnologien und -prozesse, darunter erstmals auch ein Nassstrahlsystem, bietet Rösler AM Solutions Industrie-4.0-kompatible Lösungen für das effiziente, automatisierte Entpulvern sowie Glätten der Oberflächen mit reproduzierbaren Ergebnissen.

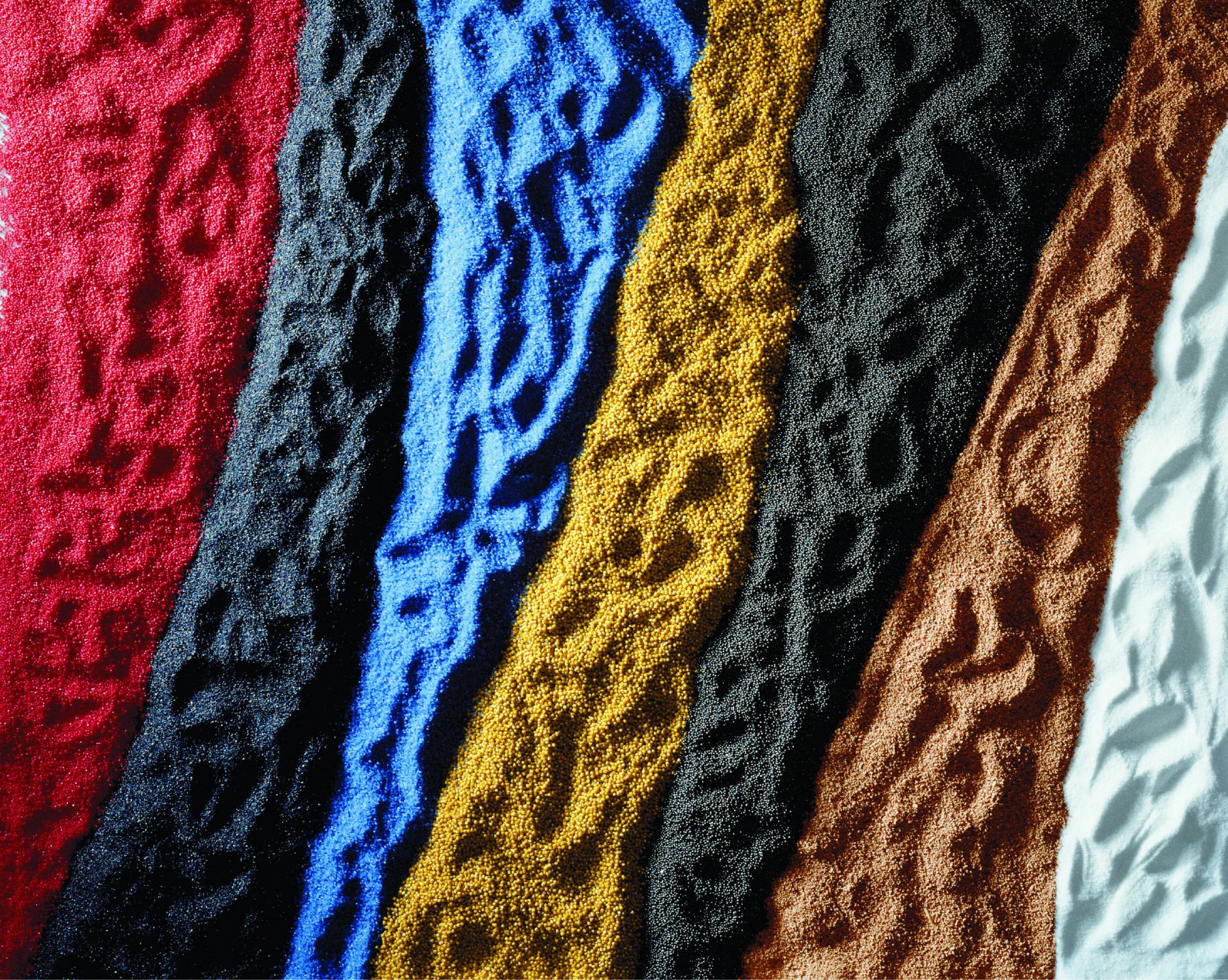
Strahlanwendungen sind dazu geeignet, auch komplexe Konturen effizient zu bearbeiten.


Infos zum Anwender
Die 1933 gegründete Rösler Oberflächentechnik GmbH begann ihr Betätigungsfeld im Bereich der Porzellanproduktion. Über den Weg der technischen Keramik hat sich das bayrische Traditionsunternehmen zum Spezialisten für Oberflächentechnik mit Weltruhm entwickelt. In der Rösler Gruppe arbeiten mehr als 1.800 Mitarbeiter und bilden ein weltweites Netzwerk mit 15 Niederlassungen in Großbritannien, Frankreich, Italien, den Niederlanden, Belgien, Österreich, Serbien, Schweiz, Spanien, Rumänien, Russland, Brasilien, Indien, China und den USA. Zudem stehen den Kunden über 150 Vertretungen mit langjähriger Erfahrung beratend zur Seite. Hier zu sehen, eines der Werke in Memmelsdorf/Untermerzbach.
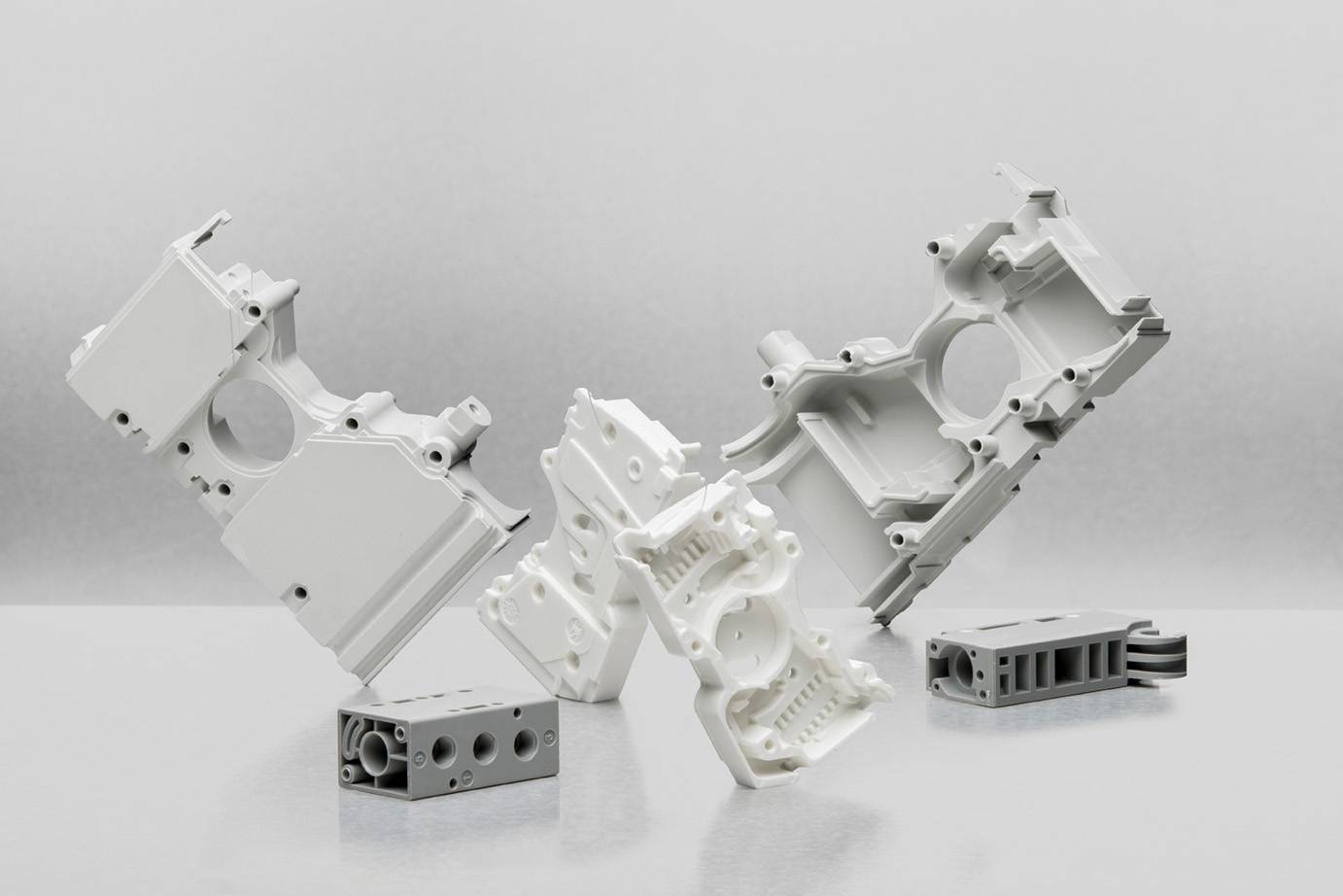
Mit ihren Designvorteilen und dem immer schnelleren Tempo in dem sich Drucker, Verfahren, Materialen, Software für die Konstruktion und Simulation weiterentwickeln, bietet die AM-Technologie ein enormes Potential für die Serienfertigung. Die Krux beginnt allerdings, wenn das Teil aus dem Drucker kommt: Es ist üblicherweise nicht einsatzfertig. Metallische Werkstücke müssen meist von der Bauplatte getrennt und Stützstrukturen entfernt werden. Pulverreste, die an den Außen- und Innenkonturen der Bauteile haften und teilweise an der Oberfläche angeschmolzen sind, stören ebenfalls. Hinzu kommen die verfahrensbedingt sehr rauen Oberflächen mit je nach Drucktechnik treppenartigen Strukturen. Im Gegensatz zur automatischen Konstruktion und Produktion der Teile, erfolgen zahlreiche Schritte der Nachbearbeitung noch in teurer Handarbeit, die weder reproduzierbare Ergebnisse und die in vielen Branchen geforderte Prozess-Nachvollziehbarkeit sicherstellt noch einen kontinuierlichen Workflow ermöglicht. Mit der Folge, dass die AM-Technologie häufig als unwirtschaftlich und nicht serientauglich gesehen wird.
Das Bearbeitungsmedium, meist ein in der Größe abgestimmter kantiger Korund, aber auch Kunststoff- oder Glasperlen werden je nach Anwendungsfall passend ausgewählt.
Strahlprozesse für das automatisierte Postprocessing
Die Herstellung individualisierter Einzelteile und Kleinstserien ist sicherlich das heute noch häufigste Anwendungsszenario der Additiven Fertigung. Dabei werden aber ebenso wie in der industriellen Serienfertigung hohe Anforderungen an die Oberfläche gestellt. Die Strahltechnologie kann hier einen wesentlichen Beitrag leisten, um die in der Industrie geforderten Produktionsbedingungen auch bei 3D-gedruckten Bauteilen zu erfüllen.
AM Solutions, die Marke der Rösler Oberflächentechnik, die sich ausschließlich mit Lösungen für die Additive Fertigung beschäftigt, bietet dafür unterschiedliche Verfahren und Anlagen. In diese Lösungen für das automatisierte Postprocessing ist einerseits das jahrzehntelange Know-how des Unternehmens in der ständigen Weiterentwicklung der Strahltechnologien, -prozesse und Anlagentechnik eingeflossen. Andererseits beschäftigt sich der Untermerzbacher Anlagenbauer bereits seit mehreren Jahren mit der Additiven Fertigung und den sich daraus ergebenden Aspekten für die Oberflächenbearbeitung. Entsprechend wurden bei der Anlagen- und Prozessentwicklung die spezifischen Anforderungen 3D-gedruckter Bauteile wie komplexe Geometrien und filigrane Strukturen sowie werkstoffbedingte Kriterien berücksichtigt.
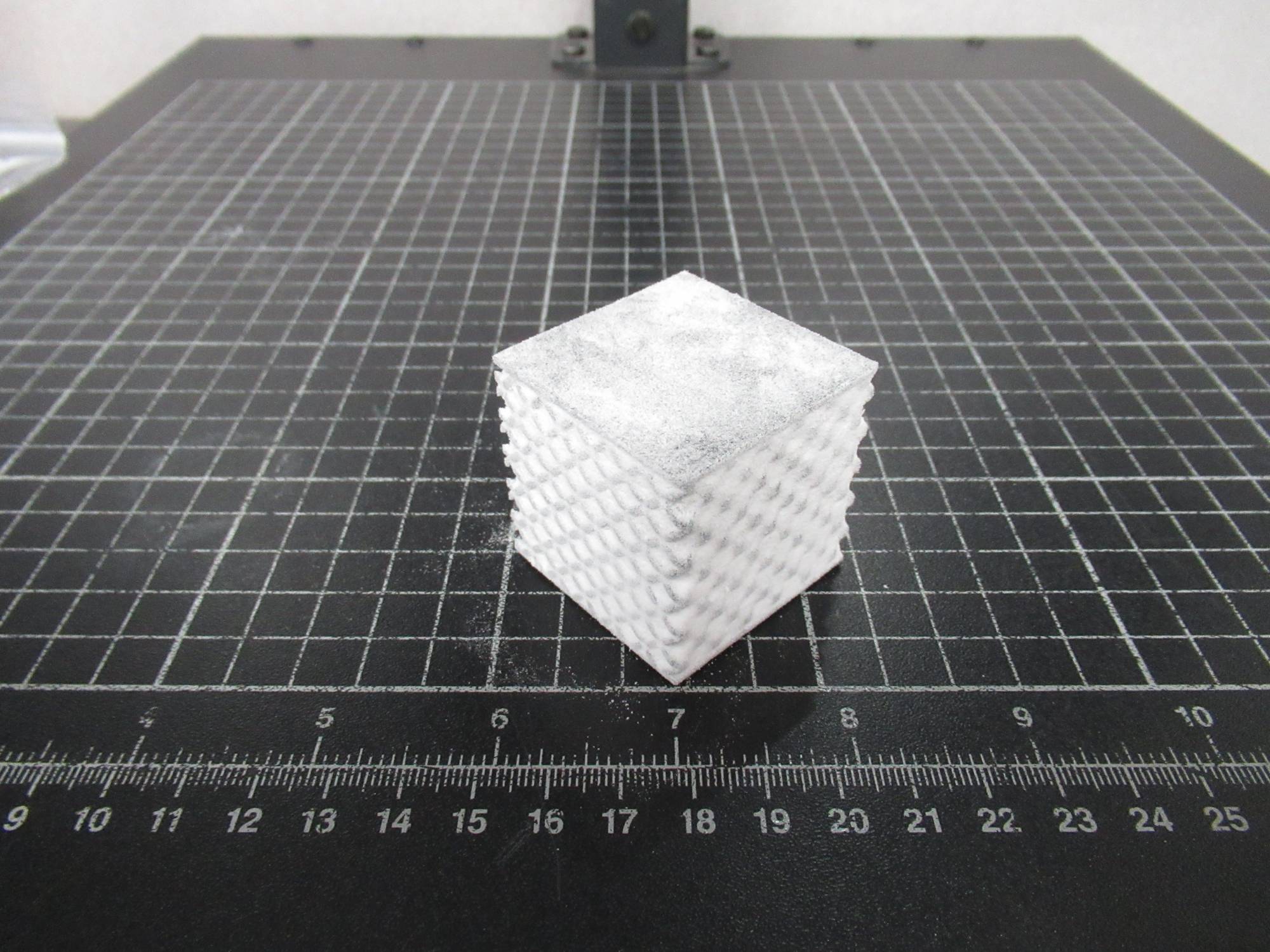
Die S3 ermöglicht eine schonende Bearbeitung selbst filigranster Strukturen, so dass sie für additiv gefertigte Bauteile aus Kunststoffen und Metallen einsetzbar ist.
Shot-Blasting – die trockene Alternative
Das Shot-Blasting kommt überwiegend für das Entpulvern und als Vorbereitung (Pre-Finishing) für den eigentlichen Finishing-Prozess, bei aus metallischen Werkstoffen gedruckten Bauteile, zum Einsatz. Das Bearbeitungsmedium, meist ein in der Größe abgestimmter kantiger Korund, aber auch Kunststoff- oder Glasperlen, werden durch Druckluft beschleunigt auf die Werkstückoberfläche aufgebracht. Dort entfaltet es eine abrasive Wirkung, die sowohl lose anhaftendes Pulver als auch angeschmolzene Partikel von der Oberfläche entfernt. In Pre-Finishing-Prozessen lässt sich durch das Shot-Blasting auch die hohe Rauigkeit der Oberflächen in sehr kurzen Bearbeitungszeiten reduzieren. Dabei kann je nach Ausgangswert ein Ra-Wert erzielt werden, der einer zerspanenden Feinbearbeitung schon sehr nahe kommt. Darüber hinaus können durch die Wirkung des Mediums drucktechnisch bedingte, unerwünschte Oberflächenstrukturen eingeebnet werden.
Schneller zu optimalen Ergebnissen
Dieser Zwischenschritt ermöglicht, dass bei der anschließenden Oberflächenbearbeitung, sei es in einem Gleitschliffprozess oder einem anderen Verfahren, deutlich bessere Resultate erzielt werden. Ein weiterer Vorteil liegt in der signifikanten Zeitersparnis, in der das Oberflächenfinish durchgeführt werden kann. Beides ist durch Versuche belegt, die mit einem aus TA6V im LBM-Verfahren gedruckten Bauteil durchgeführt wurden. Nachdem das Bauteil aus dem Drucker kam, wies das Werkstück eine Oberflächenrauigkeit von Ra 6,63 µm auf. Durch reines Gleitschleifen mit 4,5 h Dauer entsteht beim Prüfbauteil eine Oberflächenrauigkeit von Ra 3,73 µm.
Wird diesem Gleitschleifen ein Strahlprozess von nur vier Minuten Dauer vorgelagert, so kann damit die Oberflächenrauigkeit auf Ra 1,55 µm reduziert werden. Würde man versuchen die gleiche Oberflächengüte allein durch Gleitschleifen zu erzielen, müsste der Prozess enorm verlängert werden. Ähnliches gilt, wenn es darum geht, verfahrensbedingte Oberflächenstrukturen einzuebnen. Darüber hinaus verhindert der Zwischenschritt, dass es durch die sonst erforderlichen, sehr langen Bearbeitungszeiten beim Oberflächen-Finish zu einer Beschädigung feiner Strukturen am Bauteil kommt. Das Prüfbauteil hätte ein Gleitschleifen vis zum Wert von Ra 1,55 µm geometrisch nicht überstanden. Einschlüsse an der Oberfläche durch das Bearbeitungsmedium werden durch dessen Auswahl und Korngröße vermieden.
In einem zweiten Beispiel wurde die Kombination aus Strahlen und Gleitschleifen an einem Probebauteil aus PA12 angewendet, das im MJF-Verfahren hergestellt wurde. Bei einer Startoberflächengüte von Ra 12,93 µm konnte mit 1,5 h Gleitschleifen eine Restrauigkeit von Ra 2,9 µm erzielt werden. Durch den vorgelagerten Strahlprozess von 2 Minuten gelang eine Reduzierung der Rauigkeit auf nur mehr Ra 1,36 µm
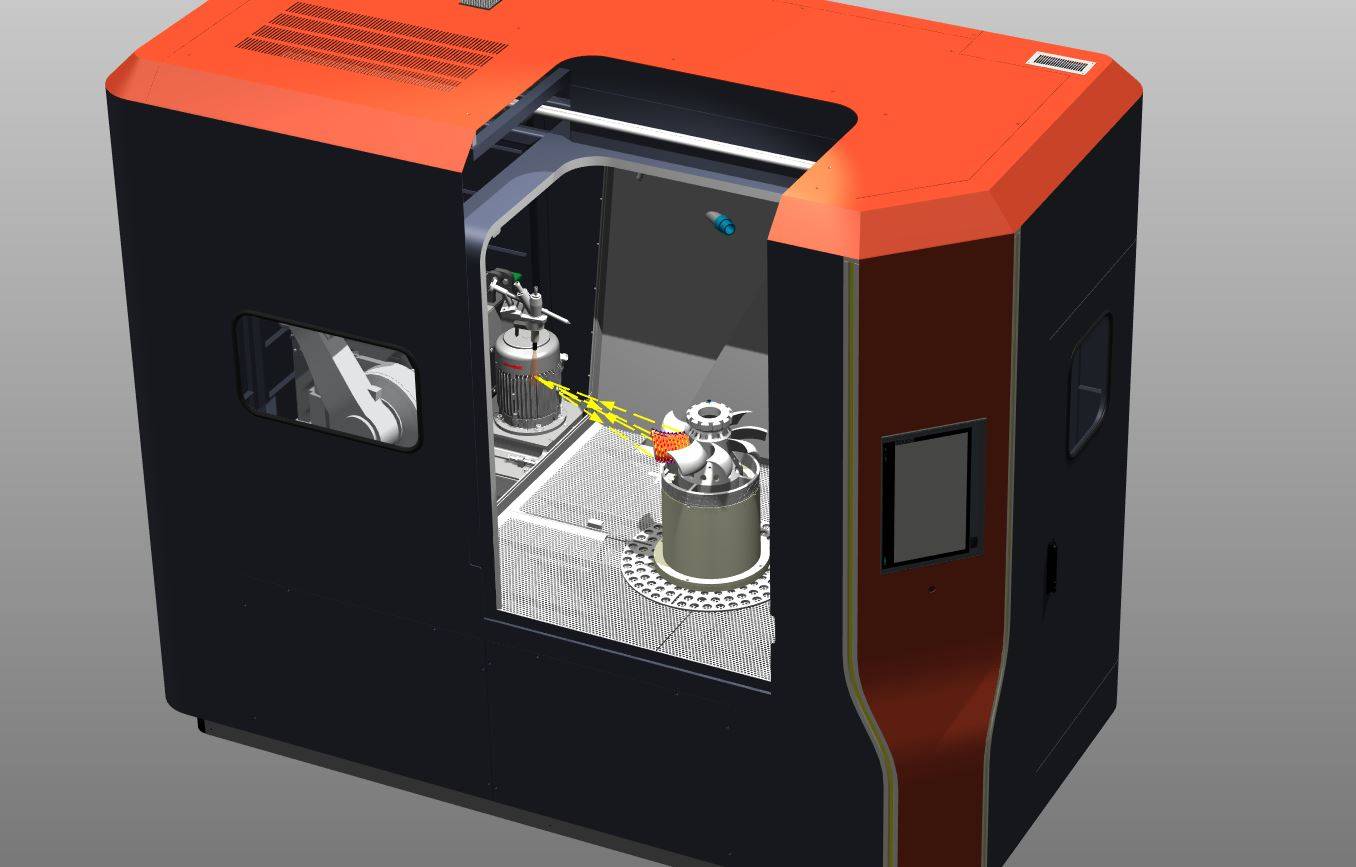
Die kompakten S3 ist eine speziell auf die Anforderung der AM-Technologie maßgeschneiderte Plug-and-Play-Lösung für das Wet-Blasting.
Wet-Blasting – die neue Lösung mit integriertem Roboter
Mit der kompakten S3 stellt AM Solutions auf der diesjährigen formnext erstmals auch eine speziell auf die Anforderung der AM-Technologie maßgeschneiderte Plug-and-Play-Lösung für das Wet-Blasting vor, die mit einem Roboter ausgestattet ist. Im Vergleich zum Shot-Blasting ermöglicht diese hochflexible Anlage eine schonendere Bearbeitung, so dass sie für additiv gefertigte Bauteile aus Kunststoffen und Metallen einsetzbar ist. Darüber hinaus kann mit dem Nassverfahren sowohl ein Pre-Finish als auch die eigentliche Oberflächenbearbeitung durchgeführt werden. Entscheidend dabei ist das Bearbeitungsmedium, das dem Prozesswasser zugemischt wird. Auch hier wird für das Entpulvern, die Verringerung der Rauigkeit und der Erzielung einer gleichmäßigeren Oberfläche mit kantigem, abrasivem Medium gearbeitet. Für Finishing-Prozesse kommen dagegen runde Strahlmittel zum Einsatz. Dies können mineralische Medien, beispielsweise Aluminiumoxid, keramische oder Strahlmittel aus Glas sein, die auch in einer sehr feinen Körnung verwendet werden können.
Das Mischen der Komponenten Wasser und Bearbeitungsmedium erfolgt entsprechend teilespezifisch definierter Rezepturen automatisch, bevor das Gemisch mit einem je nach Bauteil und Aufgabenstellung festgelegten Druck zwischen ein und sechs bar zur Düse gepumpt wird. Um die Wirkung beim Auftreffen auf die Oberfläche zu verstärken, wird der Wasser-Medienstrahl am Düsenausgang durch Druckluft beschleunigt.
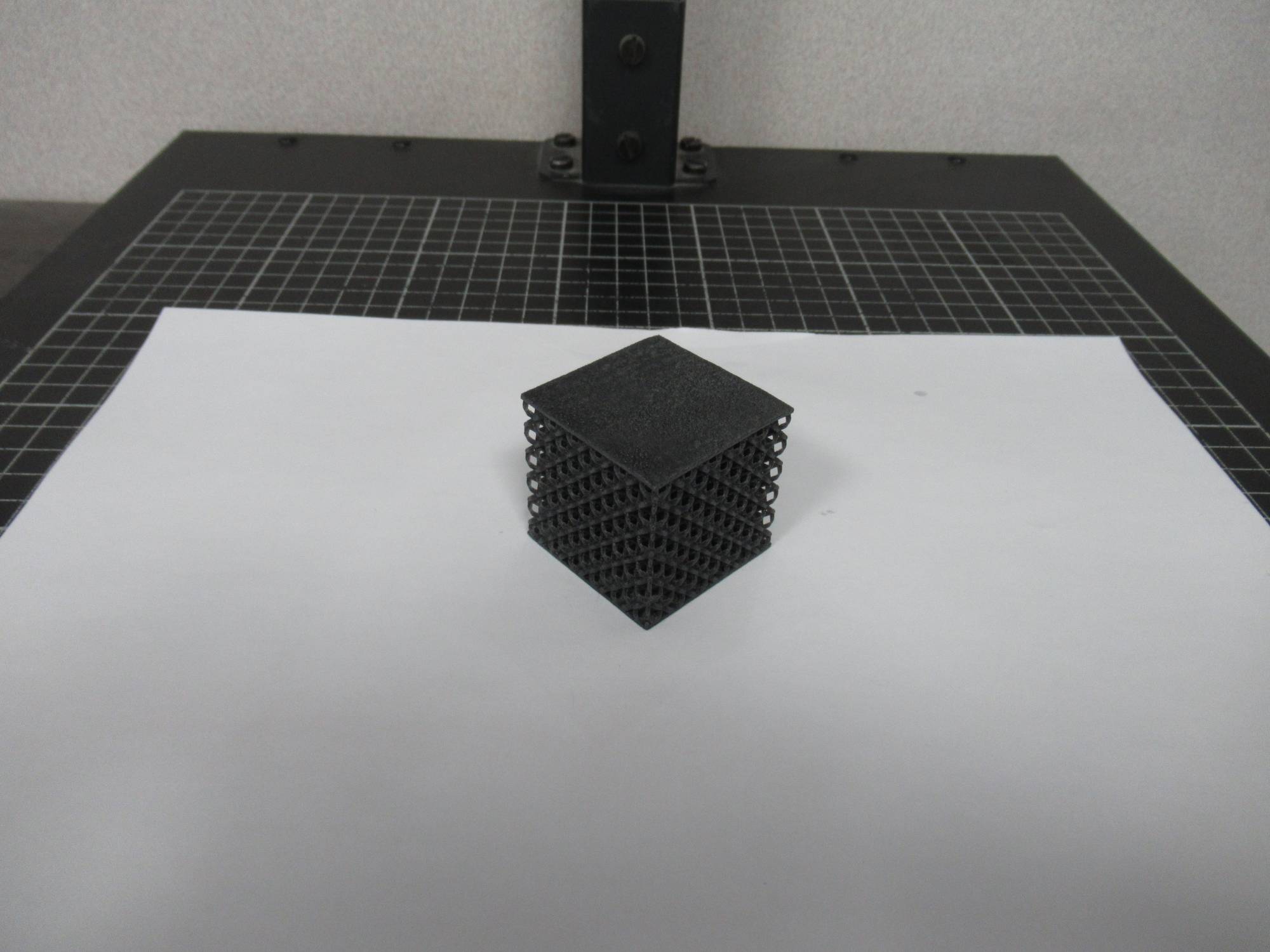
Die Kombination aus Strahlen und Gleitschleifen ermöglichst höchste Oberflächengürten, ohne Geometriebeschädigung.
Schonend aber effektiv
Eine wesentliche Eigenschaft von Nassstrahlprozessen ist, dass das Wasser während der Bearbeitung eine schützende Schicht auf dem Bauteil bildet. Dadurch ergeben sich verschiedene Vorteile. Dazu zählt bei Werkstücken aus Kunststoffen und weichen Metallen die Minimierung des Risikos von Einschlüssen auf der Oberfläche. Gleichzeitig sorgt die Wasserschicht dafür, dass sich Teile aus Kunststoffen nicht statisch aufladen, was die Entfernung von Restpulver auch aus sehr komplexen Geometrien vereinfacht. Eine Erwärmung der Oberfläche, die bei Kunststoffteilen eine Versprödung der Oberfläche und/oder Deformationen der Komponente verursachen kann, wird ebenfalls verhindert. Außerdem können bei metallischen Werkstücken mit geringen Wandstärken und/oder sehr filigranen Strukturen Veränderungen der Form und Maßhaltigkeit vermieden werden. Vorteilhaft ist bei einer nassen Bearbeitung auch, dass es zu keiner Staubentwicklung kommt. Dadurch fallen Nassstrahl-Lösungen nicht unter die ATEX-Richtlinie. Dies wirkt sich insbesondere bei der Bearbeitung von Bauteilen beispielsweise aus Aluminium und Titan aus, die häufig in der Medizintechnik sowie der Luft- und Raumfahrt eingesetzt werden. Bei einer trockenen Bearbeitung stellen die Stäube dieser Werkstoffe eine Explosionsgefahr dar, so dass eine ATEX-konforme Anlagenausführung erforderlich ist.
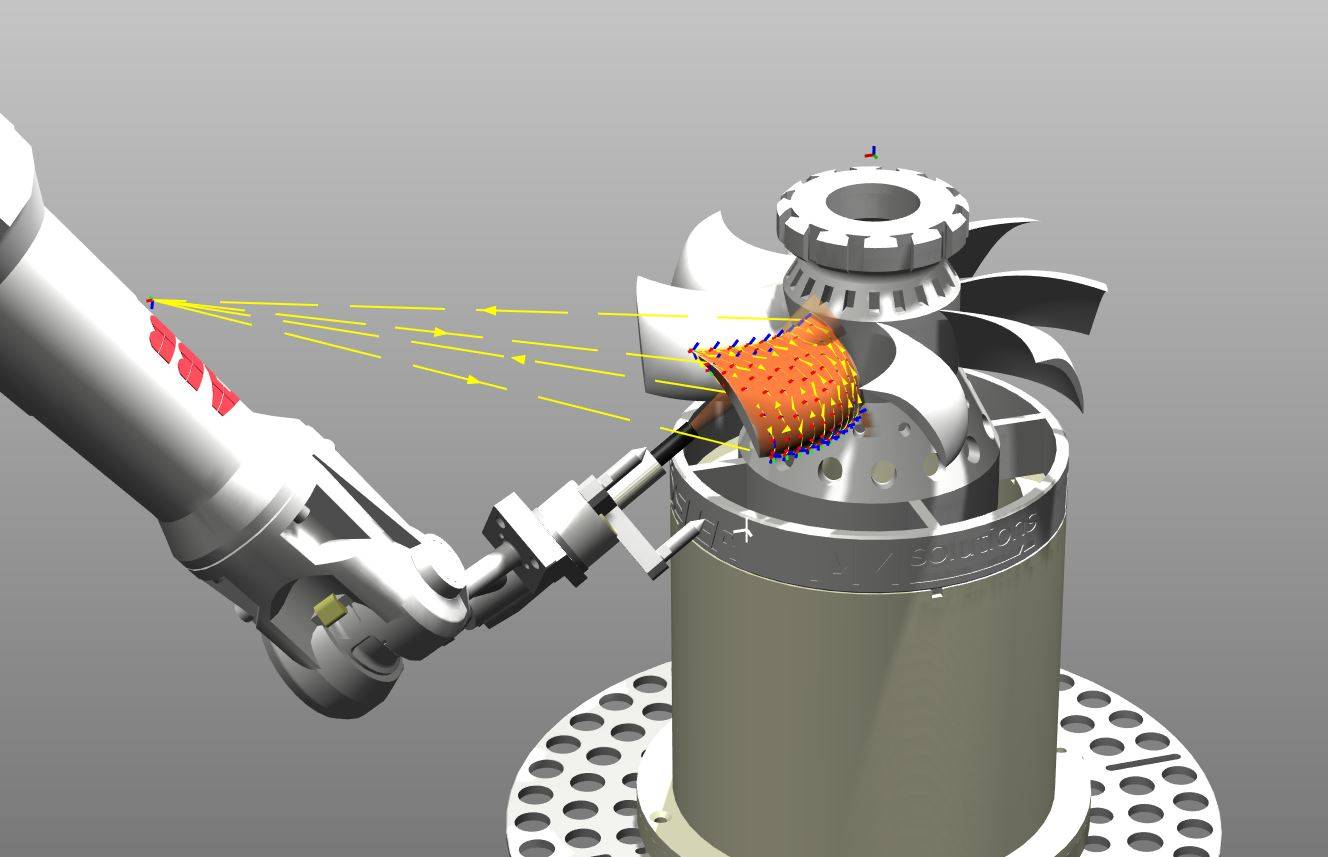
Das Roboterhandling der Strahldüse erlaubt eine sehr hohe Flexibilität bei der Bearbeitung unterschiedlichster Bauteile. Gleichzeitig sorgt die kontinuierliche Überwachung aller Prozessparameter für maximale Prozesssicherheit.
Gezielte ganzflächige oder selektive Bearbeitung
Durch die Einbettung des Bearbeitungsmediums in den Wasserstrahl lässt es sich gezielt zu den zu bearbeitenden Bereichen transportieren. Dies ermöglicht unter anderem, Materialrückstände an netz- und gitterförmigen Strukturen definiert automatisiert zu entfernen. Dies erfolgt bisher üblicherweise manuell oder in einem chemischen Prozess, wobei jeweils die Gefahr einer Beschädigung der eigentlichen Struktur oder eines zu starken Materialabtrags besteht. Bei schwer zugänglichen Bereichen wie Kanälen, Nuten und Hinterschneidungen sorgt der gezielt einsetzbare Wasser-Medien-Strahl ebenfalls für bessere Ergebnisse. Darüber hinaus ist es möglich, mit dem Strahl Konturen und Radien exakt zu folgen.
Die große Strahlkammertür mit frontseitiger und Dachöffnung bietet bestmögliche Zugänglichkeit und ermöglicht die Beladung mit einem Kran.
Hochflexibles Roboterhandling
Einen wesentlichen Beitrag dabei leistet die Führung der Strahldüsen durch einen 7-Achs-Roboter. Für die Bearbeitung werden die Bauteile auf der Haltvorrichtung befestigt, beziehungsweise die Bauplatte aufgespannt, was manuell oder automatisiert erfolgen kann. Die große, L-förmige Tür (frontseitige und Dachöffnung) bietet dabei nicht nur bestmögliche Zugänglichkeit für den Bediener, sondern ermöglicht auch eine Beladung mit einem Kran. Nachdem die Strahlkammer geschlossen ist, startet das teilespezifische Programm. Während die Haltvorrichtung oszilliert, fährt der Roboter entsprechend der festgelegten Prozessparameter wie beispielsweise Position des Werkstücks und der Düse, Bewegungsverlauf, Konzentration des Mediums im Prozesswasser, Druck für Wasser und Druckluft, Drehgeschwindigkeit der Aufnahme die programmierte Bewegungsbahn ab. Dies gewährleistet in der Serienbearbeitung reproduzierbare Ergebnisse in gleichbleibend hoher Qualität.

Die Lösungen der Rösler AM-Solution ermöglichen Oberflächengüten, die an die Qualität einer Feinzerspanung heranreichen.
CAD-Schnittstelle für einfache Offline-Programmierung
Zur Ausstattung des S3-Systems gehört unter anderem eine CAD-Schnittstelle. Sie ermöglicht, die Daten aus der Teilekonstruktion für die Programmierung der Strahlbearbeitung zu übernehmen. Die Programmerstellung kann dadurch nicht nur offline erfolgen und in die Anlagensteuerung eingespielt werden, sondern ist im Vergleich zum üblichen Teachen einfacher und schneller. Strahlprozesse für neue Bauteile lassen sich in kürzester Zeit und mit geringem Aufwand implementieren.
Hohe Prozesssicherheit durch kontinuierliches Monitoring
Während der Bearbeitung überwachen integrierte Sensoren und Messsysteme die wesentlichen Prozessparameter, die im Vergleich zu Nassstrahlprozessen konventionell hergestellter Bauteile deutlich variabler sind, kontinuierlich. Die ermittelten Ergebnisse werden automatisch gespeichert und können an ein übergeordnetes Steuerungssystem übermittelt werden. Dies gewährleistet nicht nur die in vielen Bereichen der Serienfertigung geforderte hohe Prozesssicherheit, sondern auch die lückenlose Nachvollziehbarkeit. Gleichzeitig lassen sich die Daten mit einer Software für das Condition Monitoring im Sinne von Industrie 4.0 verlinken. Auf Basis dieser Echtzeitanalyse können Wartungen oder der Austausch von Verschleißteilen zum optimalen Zeitpunkt durchgeführt werden.
Kreislaufführung des Prozesswassers mit integrierter Aufbereitung
Umwelt- und Wirtschaftlichkeitsaspekte machen bei einer Nassbearbeitung eine Kreislaufführung des Prozesswassers erforderlich. Entsprechend verfügt die S3 über eine integrierte Wasseraufbereitung mit Fliehkraftabscheider und leistungsfähiger Zentrifuge. Durch das Zusammenwirken dieser beiden Filtrationseinheiten werden Partikel (Bestandteile des Bearbeitungsmediums und Material vom Bauteil) bis zu einer Größe von 5 µm aus dem Prozesswasser abgeschieden. Danach kann das Prozesswasser wieder dem Strahlprozess zugeführt werden, was den Gesamtwasserverbrauch minimal hält.
Die neue Strahllösung für die automatisierte Nassbearbeitung ist ein weiterer Baustein, um in der additiven Einzelteilfertigung verbesserte Ergebnisse zu erzielen. Gleichzeitig trägt sie dazu bei, die hohen Qualitäts- und Produktivitätsanforderungen der Serienfertigung an die AM-Technologie beim Post-Processing zu erfüllen.
formnext Halle 11.0, Stand C21
Teilen: · · Zur Merkliste