MetShape Hammer Lab35: Mit LMM zu kleinsten Metallbauteilen
Als Entwicklungsdienstleister beschäftigt sich die MetShape GmbH aus Pforzheim mit der Herstellung von Metallbauteilen im Lithography-based Metal Manufacturing-Verfahren (LMM). Auf einer Hammer Lab35-Maschine der österreichischen Incus GmbH entstehen so kleinste metallische Funktionsbauteile mit höchster Präzision. Von Georg Schöpf, x-technik

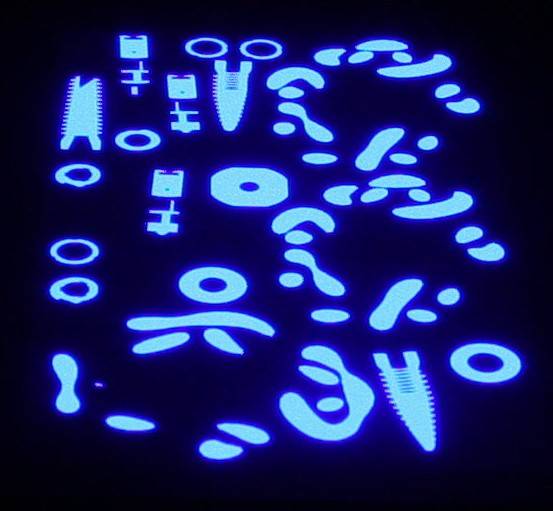
Im LMM-Verfahren lassen sich Klein- und Kleinstbauteile wie diese Kühlkörper präzise und wiederholgenau fertigen. Die Seitenlänge der Lufteinlässe beträgt 30 mm. (Bilder: Incus)


Die Incus Hammer Lab35-Maschine
Die Incus Hammer Lab35 Maschine wurde auf der Formnext 2019 der Öffentlichkeit vorgestellt. Das System verfügt über einen Bauraum von 89,6 x 56 x 120 mm. Belichtet wird über einen WQXGA-Projektor mit 2.560 x 1.600 Bildpunkten, was einer Punktauflösung von 35 µm entspricht. Die Schichtstärke kann zwischen 10 und 100 µm betragen (je nach verwendetem Pulver). Mit bis zu 60 Schichten pro Stunde entsteht so eine Aufbaurate von bis zu 35 cm³/h.
„Eigentlich waren wir auf der Suche nach einer Lösung, mit der wir das Recycling von Magneten ermöglichen und Magneten mit außergewöhnlichen Geometrien herstellen können. Im Rahmen eines Forschungsprojektes wollten wir dann gemeinsam mit der Firma Lithoz aus Wien, die Lösungen im Bereich lithographiebasierter Keramikfertigung anbietet, die additive Verarbeitbarkeit von Magnetwerkstoffen untersuchen“, erzählt Dr.Ing. Andreas Baum, Geschäftsführer der MetShape GmbH, wie es zur Entstehung seines Unternehmens kam. Andreas Baum war damals wissenschaftlicher Mitarbeiter am schmucktechnologischen Institut der Hochschule Pforzheim, als er sich mit der Thematik auseinanderzusetzen begann.
Das Forschungsprojekt führte jedoch nicht zum gewünschten Ergebnis. Allerdings stellte sich heraus, dass die Basistechnologie sehr gut dafür geeignet war, Metallteile lithographiebasiert herzustellen, was schließlich zur Ausgründung der Incus GmbH aus der Lithoz und der dortigen Weiterentwicklung bis zur Industriereife führte.
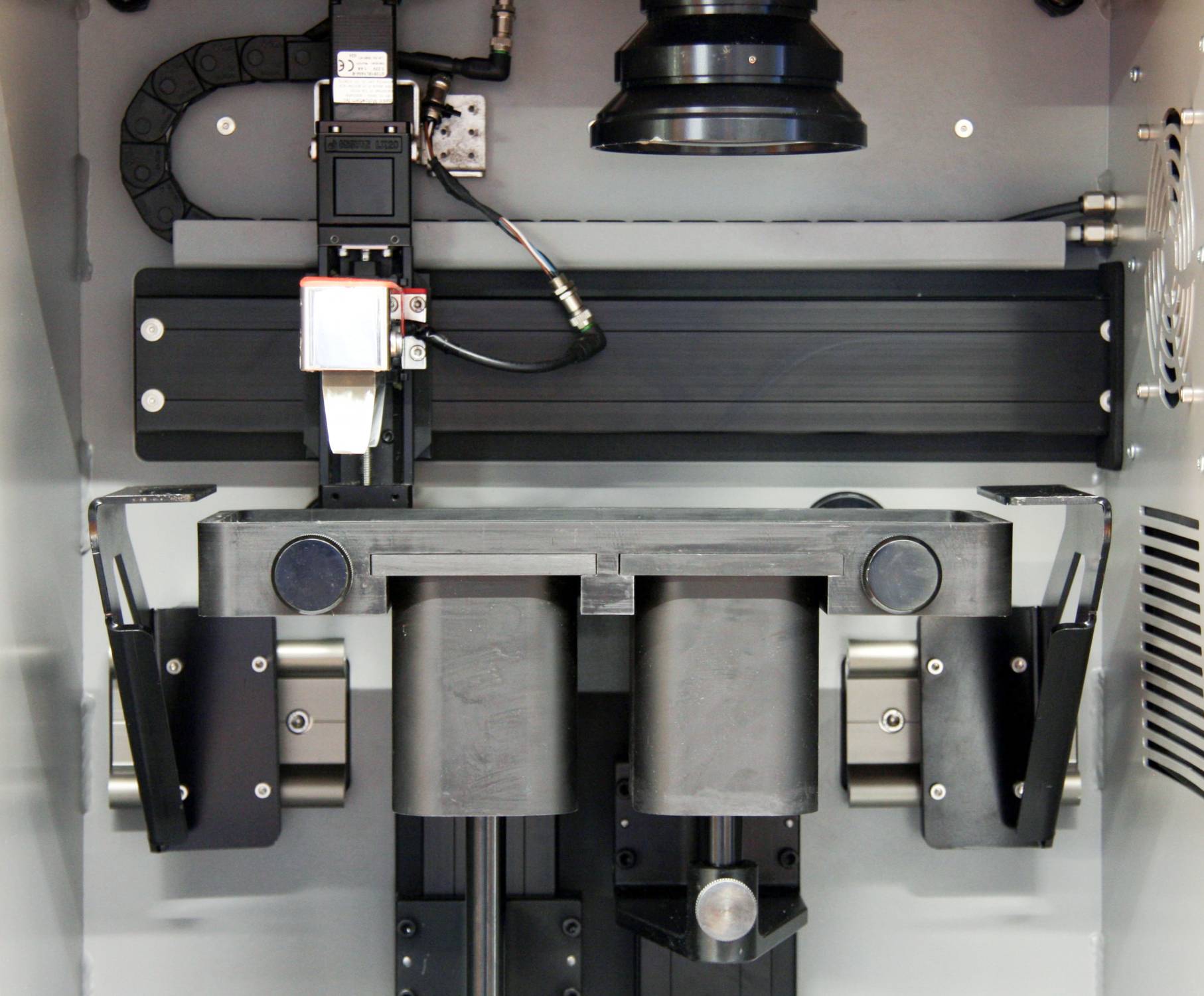
In der Baukammer der Incus Hammer Lab35 befindet sich der Feedstock im linken Behälter. Der rechte Behälter beherbergt die Bauplattform, die über die Optik von oben belichtet wird.
Shortcut
Aufgabenstellung: Additive Herstellung von Klein- und Kleinstteilen aus Metall.
Material: Derzeit 316L und Titan Grade V.
Lösung: Lithography based Metal Manufacturing (LMM).
Nutzen: Hohe Oberflächenqualität bei feinsten geometrischen Strukturen.
Neue Technologie für die Metallteilefertigung
Die neugeborene Lithograpy-based Metal Manufacturing-Technologie ermöglicht es, hochpräzise, kleinste Metallbauteile herzustellen und das auf der Basis der bewährten Photopolymerisation. „Ausgangsmaterial ist dabei eine Kombination aus Metallpulver und photosensitivem Polymerbinder. Durch eine Maskenbelichtung mit UV-Strahlung wird das Polymer lokal strukturiert und bindet so das Metallpulver. Das schrittweise Absenken der Bauplattform führt Schicht für Schicht zu einem dreidimensionalen Grünteil“, erklärt der Geschäftsführer. Besonders an dem Verfahren ist, dass die Metall-Polymer-Mischung ähnlich einem Wachs bei Raumtemperatur fest ist und für das Auftragen der neuen Bauschicht nur minimal erwärmt werden muss, um aufzuschmelzen. Dadurch kommt man beim Teileaufbau auch bei Überhängen ohne Stützstrukturen aus. Nach Abschluss des Bauprozesses wird das überschüssige Material abgeschmolzen und übrig bleibt nach einem Reinigungsschritt das Grünteil. Die Schichtstärke beträgt lediglich etwa 40 µm, wodurch Wandstärken von 0,1 mm sowie Mikrobohrungen mit einem Durchmesser von 100 µm realisiert werden können. Das Verfahren eignet sich im besonderen Maße für die Herstellung von Klein- und Kleinstbauteilen mit einem Bauteilgewicht kleiner 30 g.

Selbst feinste Geometrien sind mit der LMM-Technologie abbildbar.

Feinste Kühlkanäle in Bohrköpfen sind problemlos realisierbar und gewährleisten dort den sicheren Kühlschmierstofftransport: Bohrkopfdurchmesser 20 mm.
Die Belichtung erfolgt mit UV-Licht im Direktprojektionsverfahren mit 2.560 x 1.600 Bildpunkten.

Dr.Ing. Andreas Baum
Geschäftsführer der MetShape GmbH
„Als Entwicklungspartner mit der Expertise im Bereich Entbindern und Sintern bieten wir die logische Fortsetzung des LMM-Prozesses, aber auch Fertigungs- und Entwicklungsdienstleistungen.“
Folgeprozess entscheidend
Dieses Grünteil muss im Anschluss entbindert und durch einen abschließenden Sinterprozess zu seiner endgültigen Festigkeit und Dichte gebracht werden. „MetShape ist für diese Folgeprozesse Entwicklungspartner der Incus GmbH und gestaltet die erforderlichen Prozessparameter für die jeweiligen Metallwerkstoffe maßgeblich mit“, sagt Baum und präzisiert: „Das Entbindern ist je nach Werkstoff ein kritischer Moment in der Herstellung der Teile. Der Polymerbinder muss vollständig aus dem Bauteil ausgetrieben werden. Da das Bauteil beim Sintern stark erwärmt wird, würde das sonst zu einem Verdampfen von Binderresten führen und das Bauteil platzen.“
MetShape bietet neben Unterstützung im Bereich der Bauteilentwicklung auf der Basis des LMM-Verfahrens auch die Entwicklung neuer Materialien und der dafür erforderlichen Prozessparameter. Ebenso bieten die Pforzheimer Spezialisten auch Fertigungsdienstleistungen für Einzel- und Serienteile an.
Teilen: · · Zur Merkliste