gastkommentar
WZR: Sinterbasierte Additive Fertigung von Metallen
In der Additiven Fertigung gibt es verschiedene Verfahren zur Herstellung von Metallbauteilen. Der große Unterschied liegt darin, ob es sich um einen direkten oder einen indirekten Prozess handelt. Je nach Anwendungsfall ist zu prüfen, welches Verfahren die meisten Vorteile bringt und deshalb am wirtschaftlichsten ist. Gastkommentar von Wolfgang Kollenberg, WZR ceramic solutions GmbH

Ein Vorteil bei Nutzung der Material Extrusion ist, dass auch sehr feine Pulver eingesetzt werden können, da die Fließfähigkeit, die für Binderjetting zwingend ist, keine Rolle spielt. Dr. Wolfgang Kollenberg, Geschäftsführer der WZR ceramic solutions GmbH
Nicht nur für die Herstellung von Einzelteilen, sondern auch für die Serienfertigung hat der 3D-Druck Einzug in die Industrie gehalten. Neben Kunststoffen sind es vor allem Metalle, die zum Einsatz kommen. Die Verfahren der Additiven Fertigung lassen sich grundlegend in Verfahren mit selektiver Verfestigung, bei denen Ausgangsmaterial flächig in der x-y-Ebene vorliegt, und Verfahren mit selektiver Abscheidung, bei denen Material selektiv in der x-y-Ebene aufgebracht wird, unterscheiden.
Darüber hinaus kann man den Zustand des Ausgangsmaterials differenzieren in flüssig, pulverförmig und fest. Darauf basierend kann eine Einteilung der Verfahren vorgenommen werden. Die Terminologie für Begriffe der Additiven Fertigung ist in der ISO/ASTM DIS 52900:2018 verbindlich geregelt.
Ein weiteres Kriterium um die Verfahren zu unterscheiden ist, ob es sich um einen direkten oder einen indirekten Prozess handelt. Bei direkten Prozessen erfolgt die Verfestigung des Materials unmittelbar mit der additiven Formgebung. Das bekannteste Beispiel ist FDM bei Kunststoffen. Für Metalle sind das die Powder Bed Fusion- und Direct Energy Deposition-Verfahren. Auch wenn weitere nachgeschaltete Prozesse benötigt werden, erfolgt die Verbindung der Partikel hier unmittelbar mit dem additiven Aufbau. Im Gegensatz dazu gibt es Verfahren, bei denen erst durch den späteren Sinterprozess die feste Verbindung der Partikel untereinander erfolgt. Diese Prozesse werden als sinterbasierte Verfahren bezeichnet. Für Metalle sind hier insbesondere Binder Jetting und Material Extrusion zu nennen.

Prüfkörper aus Edelstahl und Bronze, hergestellt mittels Binderjetting.
Binderjetting
Nachdem in den letzten Jahren die PBF-Prozesse im Blickpunkt standen, nimmt in letzter Zeit das Interesse für Binder Jetting deutlich zu. Beim Binder Jetting wird ein flüssiger Binder lokal auf ein Pulver gedruckt. Der Binder sorgt für ein Verkleben der Partikel. Das umgebende lose Pulver stützt den Formkörper, sodass keine zusätzliche Stützstruktur notwendig ist. Besonders interessant erscheinen die schnelle Aufbaurate und die Übertragbarkeit der aus der Pulvermetallurgie, z.B. bei Press- oder MIM-Teilen, gewonnenen Erfahrungen.
Geeignete Maschinen sind die Voraussetzung für die industrielle Umsetzung, allerdings müssen auch Pulver und Binder sowie die passenden Druck- und Sinterparameter zur Verfügung stehen.
An die zu verarbeitenden Pulver sind grundlegende Anforderungen zu stellen. Erstens: Die Fließfähigkeit des Pulvers muss gut sein, um einen reproduzierbaren schichtweisen Auftrag im Bauraum zu gewährleisten. Zweitens: Die Packungsdichte im Pulverbett muss möglichst hoch sein, um eine hohe Grün- und Sinterdichte zu erzielen. Und drittens: Die Korngröße muss kleiner als die Lagendicke im Pulverbett sein.
An die Korngröße werden widersprüchliche Anforderungen gestellt: Einerseits nimmt das Fließverhalten mit steigender Korngröße zu, anderseits erhöht sich die Reaktivität der Partikel im Sinterprozess, je feiner sie sind. Um die Packungsdichte zu erhöhen, haben sich Mischungen unterschiedlicher Korngrößen bewährt. Eine gute Orientierungshilfe für die Verarbeitungsfähigkeit eines Pulvers im Drucker gibt der Hausner Faktor – das Verhältnis von Klopfdichte zu Schüttdichte. Dieser gibt eine Orientierung für die zu erwartende Gründichte, also die Dichte des Formkörpers vor dem Sintern. Ist diese zu niedrig, wird auch eine entsprechend hohe Porosität nach dem Sintern nicht zu vermeiden sein.
Durch den Druckkopf sind grundlegende Anforderungen an die Tinten vorgegeben: Viskosität, Oberflächenspannung und Dichte müssen einem definierten Rahmen entsprechen. Der Binder ist entscheidend für die resultierende Grünfestigkeit vor dem Sintern. Nur eine hohe Grünfestigkeit erlaubt das sichere Entpacken. Darüber hinaus muss aber auch die Wechselwirkung zwischen Tinte und Pulver bewertet werden. Dies kann in Anlehnung an die Washburn-Methode erfolgen. Während der Prüfung steigt die Flüssigkeit im Pulver auf. Daraus resultiert eine Zunahme der Masse. Die grafische Darstellung der Masse im Quadrat in Abhängigkeit von der Zeit zeigt einen linearen Anstieg bis zur Sättigung. Die Betrachtung des Benetzungsverhaltens ist bedeutend für die korrekte Einstellung der Sättigung, d. h. der Menge und das Eindringen der aufzudruckenden Tinte. Eine Übersättigung führt zu Kantenunschärfe. Dringt die Tinte zu schnell in das Pulverbett ein, kommt es zu einer lagenweisen Anreicherung des Binders und letztlich zu Fehlern im Bauteil.
Tinten können außer dem Binder auch Partikel oder metall-organische Verbindungen enthalten. Diese Zusätze ermöglichen eine weitere Dimension der Additiven Fertigung: Auf mikroskopischer Ebene kann das Gefüge lokal modifiziert werden. Beispielsweise kann die Verschleißbeständigkeit von Metall durch die Zugabe keramischer Partikel gesteigert werden. Durch die Zugabe von metallischen Partikeln oder metall-organischen Verbindungen besteht darüber hinaus die Möglichkeit, durch den nachfolgenden Sinterprozess Legierungen lokal zu modifizieren. Bauteile können auf diese Weise in verschiedenen Bereichen unterschiedliche Eigenschaften aufweisen.
Neben der Auswahl von Pulver und Binder, ist die Festlegung der Prozessparameter – Lagendicke, Geschwindigkeit des Pulverauftrags, Art des Recoaters, Geschwindigkeit des Druckkopfes, Tropfengröße der Tinte, Trocknung und vieles mehr – entscheidend für eine stabile Produktion.
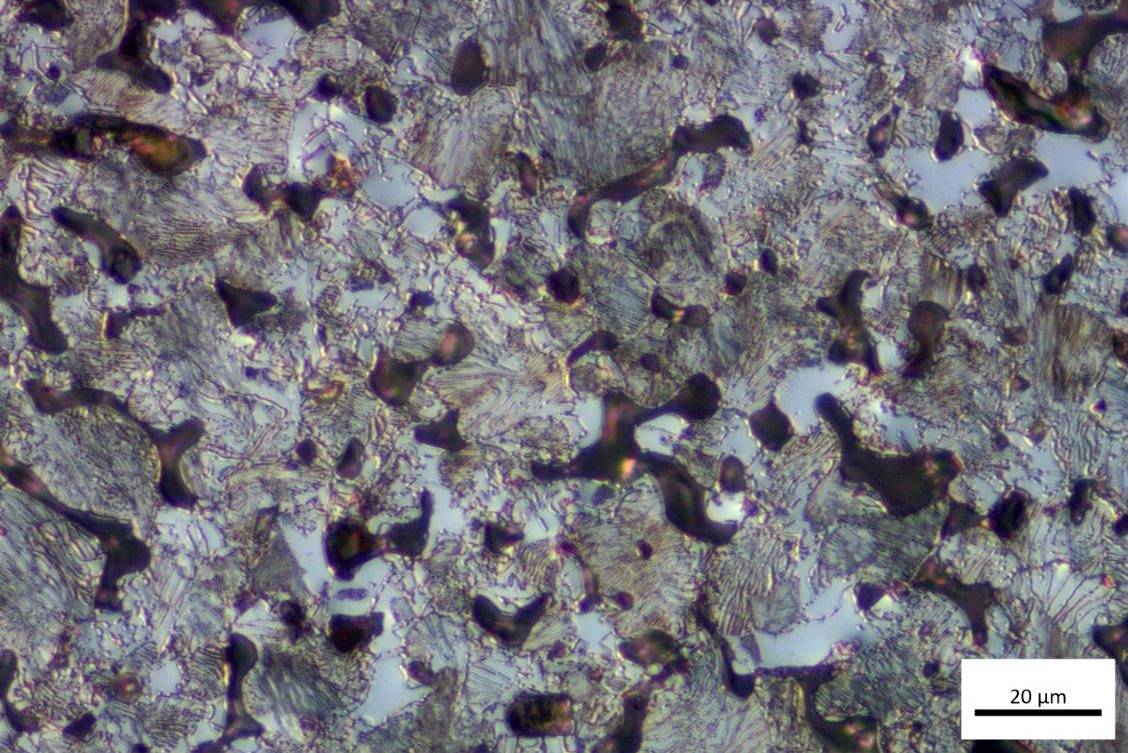
Edelstahl 316 L mittels Binder Jetting hergestellt. Die Porosität kann durch den Sinterprozess der Anwendung entsprechend eingestellt werden.
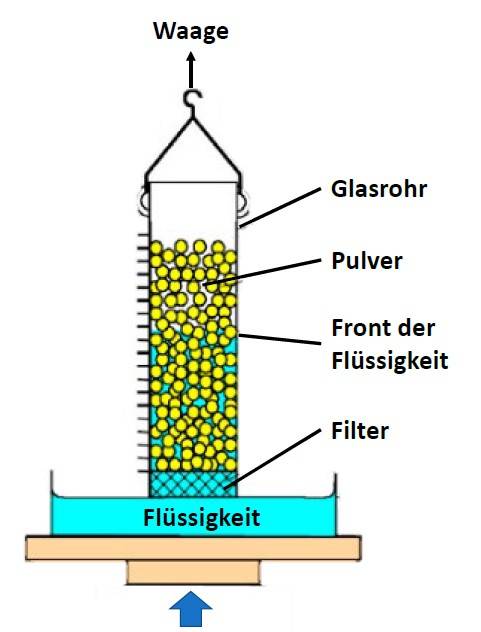
Prinzipieller Aufbau einer Prüfvorrichtung zur Messung der Oberflächenspannung an Pulvern nach Washburn.
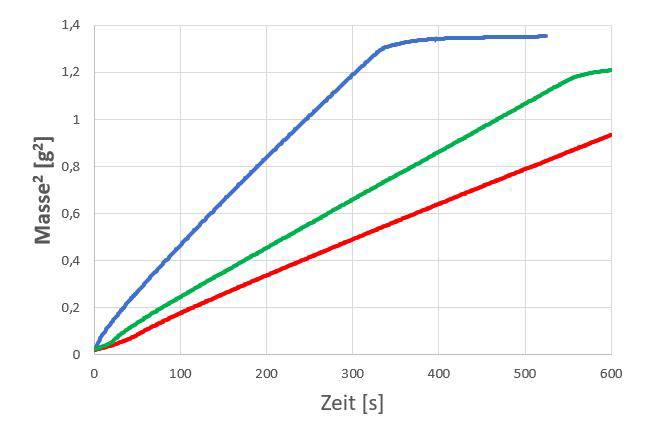
Masseaufnahme eines 316L-Pulvers mit drei unterschiedlichen Tinten.
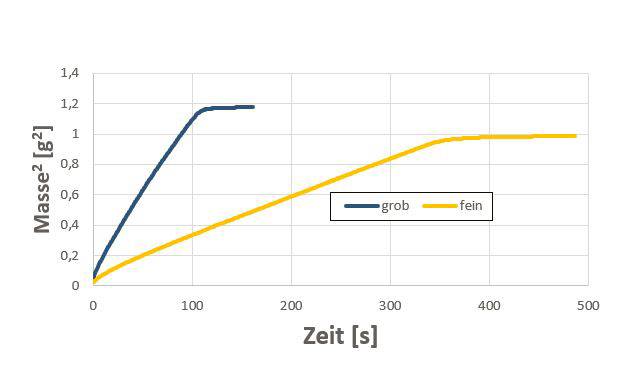
Masseaufnahme einer Tinte von zwei Stahlpulvern gleicher Legierung mit unterschiedlicher Korngröße.

Zugprobe aus 316L. Das gleiche Pulver wurde auch für Binderjetting eingesetzt. Die Probe ist als Leichtbaustruktur designed.

Heizelement aus Molybdändisilizid (MoSi2), das in einem Prozess gemeinsam mit Aluminiumoxid verarbeitet wurde. An der Materialgrenze ist nach dem Sintern kein Riss zu erkennen.
Material Extrusion
Bei diesem Verfahren wird das Ausgangsmaterial durch eine Düse strangförmig abgelegt. Dies kann als Filament, als Granulat oder als plastische Masse erfolgen. Die Oberfläche der Formkörper ist durch die Stränge geprägt. Für überhängende Strukturen sind Stützgeometrien notwendig.
Der Einsatz von Filamenten ist bei Kunststoffen seit vielen Jahren Stand der Technik. Seit einigen Jahren werden Filamente angeboten, die metallische oder keramische Partikel in einer Polymermatrix enthalten. Das Verarbeitungsprinzip ist vergleichbar mit Kunststoffen: Hier werden die Thermoplaste aufgeschmolzen und als Strang abgelegt. Vor dem Sintern werden die organischen Bestandteile entfernt (Entbindern). Aufgrund des hohen organischen Anteils muss dies – wie man es von Metal Injection Molding (MIM) kennt – separat erfolgen. Zu optimierende Prozessparameter sind: Verarbeitungstemperatur, Vorschub, Lagenhöhe und die Orientierung des Bauteils und der notwendigen Stützstruktur. Der letzte Punkt ist unter zwei Aspekten von Bedeutung. Erstens: Verfahrensbedingt sind die Eigenschaften der Formkörper deutlich anisotrop und daher muss die Orientierung den in der Anwendung wirksamen Kräften angepasst sein. Und zweitens: Die Orientierung und der Anteil an Stützmaterial haben auch eine signifikante Auswirkung auf die Fertigungskosten.
Die Anlehnung an den Spritzguss wird bei einer zweiten Variante noch stärker. Statt eines Filaments wird der für MIM eingesetzte Feedstock genutzt. Für dieses Verfahren gibt es derzeit nur wenige Maschinen. Der Feedstock wird einer beheizten Extruderschnecke zugeführt und dort so weit erwärmt, dass die Masse als Strang durch eine Düse gepresst und abgelegt werden kann. Die Herstellung des Filaments wird dadurch eingespart und das Ausgangsmaterial damit deutlich günstiger. Es können sogar Standard-Feedstocks genutzt werden, die für MIM entwickelt wurden.
Eine Alternative zu den thermischen Prozessen stellt die Extrusion einer kaltplastischen Masse dar. Für keramische Werkstoffe ist Ton als ein klassisches Beispiel zu nennen. Durch Zugabe organischer Plastifizierer lassen sich aber auch Metallpulver zu einer verarbeitungsfähigen Masse aufbereiten. Der Anteil der organischen Bestandteile ist so gering, dass eine separate Entbinderung hier entfallen kann. Das beschleunigt den Prozess deutlich und reduziert die Kosten.
Ein Vorteil bei Nutzung der Material Extrusion ist, dass auch sehr feine Pulver eingesetzt werden können, da die Fließfähigkeit, die für Binderjetting zwingend ist, keine Rolle spielt.
Die Aufbereitung von kaltplastischen Massen kann mit unterschiedlichsten Pulvern und Pulvermischungen erfolgen. Dadurch ist eine hohe Flexibilität bei der Werkstoffauswahl gegeben. Auch Materialkombinationen sind sowohl in einer Masse als auch mit zwei unterschiedlichen Massen möglich.
Die hier vorgestellten Verfahren sind dadurch gekennzeichnet, dass sie einen abschließenden Sinterprozess benötigen. Der Sinterprozess bietet allerdings auch Vorteile, insbesondere, wenn lokale Gefüge- und Eigenschaftsmodifizierungen vorgenommen werden. Beim Binder Jetting ist die hohe Aufbaurate als besonderer Vorteil zu nennen, bei Material Extrusion sind es geringe Investitionskosten und besondere Flexibilität bei der Materialauswahl.
Teilen: · · Zur Merkliste