voxeljet VX4000: So geht digitale Produktion heute
Die 3D-Drucktechnologie hat in den zurückliegenden Jahren einen rasanten Entwicklungssprung vollzogen. Sandgussformen und Kunststoffmodelle aus 3D-Druckern bringen Gießereien heute im Bereich der Einzel- und Kleinserienfertigung entscheidende Wettbewerbsvorteile wie kürzere Produktionszeiten, geringere Nacharbeit sowie bessere Oberflächenqualität der Rohgussteile. Und das alles bei signifikant reduzierten Kosten. Autor: Georg Schöpf / x-technik

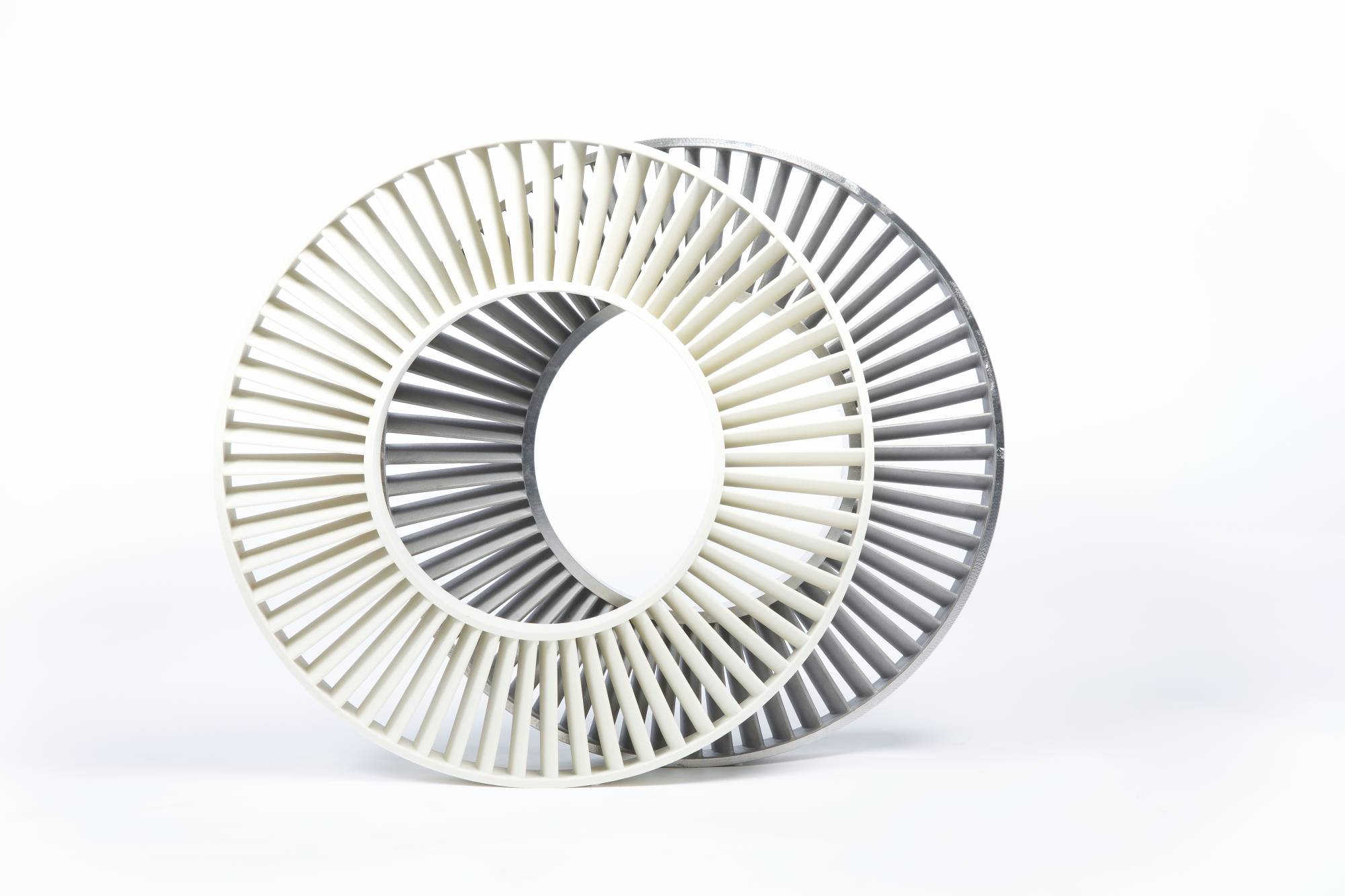
Auch für die Formherstellung im Feinguss sind die Systeme von voxeljet bestens geeignet. Verschiedene Werkstoff-Binder Kombinationen ermöglichen scharfkantige, detailgenaue Formteile, die anschließend in verschiedenen Legierungen (links Aluminium, rechts Stahl) gegossen werden können.

Dr. Ingo Ederer
Geschäftsführer der voxeljet AG
„Mit der VX4000 erfährt unsere Produktpalette eine logische Ergänzung. Angefangen von der VX500 über die VX1000 bis hin zur VX4000 decken wir jetzt Baufeldlängen von 500 bis 4.000 Millimeter ab. Damit haben wir für nahezu jeden Einsatzzweck und jeden Kunden vom Architekturbüro bis zum Automobilhersteller die passende Anlage im Programm.“
voxeljets früheste Wurzeln finden sich bereits im Jahr 1995, als erstmals die Tropfendosierung von UV-Klebern gelingt. Im Rahmen des Schubladenprojekts „Generierung von 3D-Strukturen" werden an der TU München erste 3D-Druckversuche unternommen. 1996 folgt dann die Teilnahme am 1. Münchner Businessplan Wettbewerb und 1998 wird das erste Patent erteilt. Im selben Jahr werden an der Universität die ersten Sandformen gedruckt. Am 5. Mai 1999 wurde schließlich die voxeljet AG (damaliger Name Generis) gegründet, mit dem Ziel, neue generative Prozesse für die Produktion von Guss- und Kunststoffbauteilen mittels 3D-Druck zu entwickeln. Anfangs wird der Geschäftsbetrieb mit vier Mitarbeitern an der TU München aufgenommen. Kurz darauf erfolgt bereits der Umbau und Bezug der Firmenräume in Augsburg.
Heute beschäftigt das Unternehmen 180 Mitarbeiter am Hauptsitz im bayerischen Friedberg bei Augsburg und verfügt mittlerweile auch über Standorte in Großbritannien und den USA. Neben der Herstellung von Systemen für den industriellen 3D-Druck betreibt voxeljet an seinen Standorten auch Dienstleistungszentren für die „On-demand-Fertigung“ von Formen und Modellen für den Metallguss. Dort werden auf Abruf Sandformen und Kunststoffmodelle nach CAD-Daten gefertigt. „Hersteller von Kleinserien und Prototypen schätzen die werkzeuglose und automatische Herstellung ihrer Gussformen und 3D-Modelle. Zu unserem Kundenkreis zählen renommierte Automobilhersteller und ihre Zulieferer, Gießereien sowie innovative Unternehmen aus der Kunst- und Designbranche“, erklärt Ingo Ederer, Geschäftsführer von voxeljet.
Schon vor 15 Jahren, als noch nicht über generative Verfahren gesprochen wurde, stellte voxeljet bereits gedruckte Gussformen und Formteile aus Sand her. „Das reduzierte die Entwicklungszeit bis zur Herstellung eines ersten Prototypen drastisch. Auf einmal war es möglich, direkt aus CAD-Daten Formteile herzustellen und damit den Umweg über die Werkzeuge zu vermeiden“, so Ederer.
Anfänglich waren die Kosten für derartige Formteile noch relativ hoch. Nach Angaben des Geschäftsführers lag die Grenzstückzahl für die wirtschaftliche Nutzung bei gerade mal fünf bis zehn Teilen. Mit der Weiterentwicklung der Technologie stieg die Grenzstückzahl deutlich an und bewegt sich heute bereits im Bereich kleiner bis mittlerer Serienstückzahl. Somit ist diese Technologie dem reinen Prototypprozess entwachsen und eine realistische Alternative für Kleinserien geworden. Den größten Vorteil jedoch spielt diese Technologie aus, in dem sie praktisch jede beliebige Formgebung zulässt: Hinterschneidungen sind möglich und auf Formschrägen kann gänzlich verzichtet werden.

Martin Haugg
Bereichsleiter Service bei der voxeljet AG
„Mit unseren Anlagen bieten wir ein Höchstmaß an Flexibilität. Neben großen Bauteilen können auch Serienstückzahlen problemlos bewältigt werden und das bei wirtschaftlichen Stückkosten.“
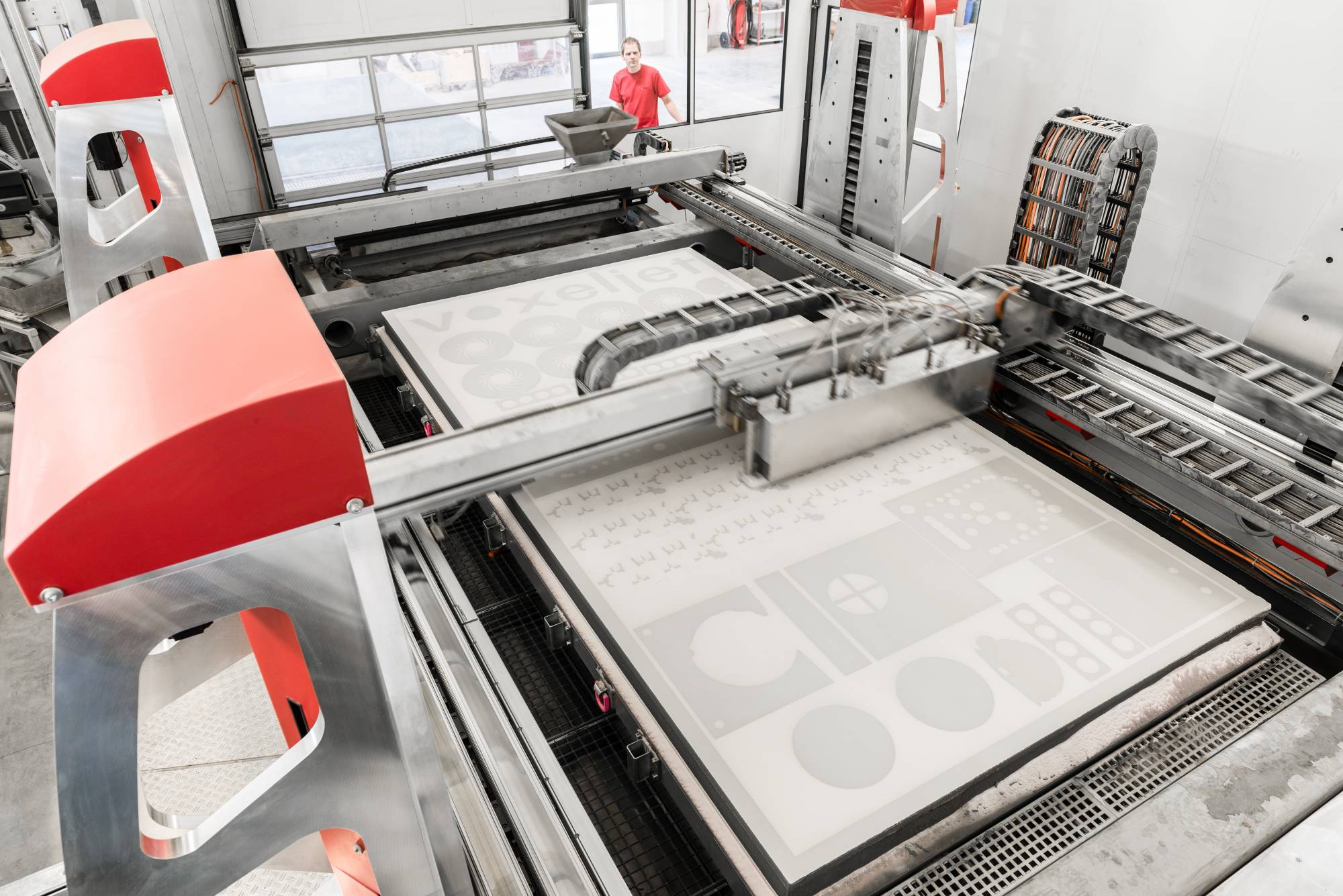
VX4000: 3D-Druck im Großformat
Häufig sind Geräte im Bereich der additiven Fertigung in den Dimensionen des Bauraums stark eingeschränkt. Genau an diesem Punkt setzt voxeljet an. „Selbstverständlich haben wir auch Maschinen und Anlagen, die einen kleineren Bauraum bedienen“, so Martin Haugg, Leiter Kundenservice bei voxeljet. „Aber in unserem Kerngeschäft, der Herstellung von Gussformen, besteht ein erhöhter Bedarf an Großteilen. Dem haben wir mit unseren Anlagen Rechnung getragen“, so der Bereichsleiter weiter. Das kleinste System bietet einen Bauraum von 300 x 200 x 150 mm, die größte Anlage jedoch die stattlichen Bauraumdimensionen von 4.000 x 2.000 x 1.000 mm. „Mit unserer VX4000 lassen sich Formen in der Größe eines Sportwagens generieren. Erst bei einem Volumen von acht Kubikmetern ist Schluss. Damit eröffnen wir den Anwendern bisher ungeahnte Möglichkeiten“, erzählt Ederer begeistert.
Das riesige Baufeld erlaubt einerseits die schnelle Herstellung extrem großer Einzelformen, lässt sich aber auch flexibel für die wirtschaftliche Produktion von Kleinserien nutzen. Die neue Anlage punktet nicht nur bei der Flexibilität, sondern auch in Sachen Geschwindigkeit. Die Maschine arbeitet im Vergleich zu den Standarddruckern von voxeljet mit einer über 300 Prozent höheren Baugeschwindigkeit bei gleicher Auflösung und Präzision. Möglich wird diese Performance durch den Einsatz eines besonders breiten Druckkopfes, der eine Schicht, deren Stärke 300 µm beträgt, in nur zwei Überfahrten bedruckt. Dabei ist eine Baugeschwindigkeit von 15,4 mm /Stunde erreichbar. Den Nutzen hat der Anwender, der von den resultierenden Zeit- und Kosteneinsparungen profitiert.

Die Baufeldgröße der VX4000 beträgt 4.000 x 2.000 x 1.000 mm und bietet genug Platz für große Formteile bis hin zum umfangreichen Architekturmodell.
Jobboxproblem clever gelöst
Üblicherweise wird für pulverbasierte Verfahren, also auch beim Sanddrucken, eine Jobbox benötigt. Diese ist meist der begrenzende Faktor solcher Anlagen, da das Handling der Bauplattform in dieser Jobbox erfolgt. Um dieses Problem bei den enormen Dimensionen der VX4000 zu umgehen, haben sich die Friedberger Sanddruckspezialisten etwas Besonderes einfallen lassen. Der gesamte Bauprozess erfolgt auf einer festen Unterlage. Die Bauplattform wird also nicht bewegt, sondern der Druckkopf und Beschichter bewegt sich nach oben. Der eigentliche Clou ist aber, dass auf eine Jobbox verzichtet werden kann, denn bei der VX4000 wird ein Rahmen aus Sand einfach mit gedruckt. Die Jobbox entsteht also gewissermaßen zusammen mit den Bauteilen. Mit entsprechenden Sollbruchstellen versehen, lässt sich diese gedruckte Jobbox einfach entfernen und die fertigen Bauteile freilegen.
„Das System verfügt über eine zusätzliche Bauplattform, die in die Anlage geschoben werden kann“, nennt Haugg eine weitere Besonderheit und ergänzt: „Damit ist die VX4000 für den harten Industriealltag mit Mehrschichtbetrieb bestens gerüstet.“
Der große Bauraum eröffnet die Möglichkeit, unterschiedliche Formteile parallel herzustellen. Das bringt Flexibilität und ermöglicht auch die Herstellung kleiner bis mittlerer Serien, bei einer Baugeschwindigkeit von bis zu 15,4 mm/Stunde.

Die Jobbox wird bei der VX4000 einfach mitgedruckt. Durch Sollbruchstellen kann diese für das Herauslösen der Bauteile im Anschluss leicht entfernt werden.
Verschiedene Werkstoff-Binder Kombinationen
Die Systeme von voxeljet sind aber nicht auf den Druck von Sand beschränkt. Auch Kunststoffe können in den Anlagen verarbeitet werden. Neben Quarzsand, der zusammen mit anorganischem Binder verarbeitet wird, steht auch PMMA, als auch modifiziertes Acrylglas als Werkstoff zur Verfügung. Diese können mit den hauseigenen Bindemitteln Polypor B und Polypor C verarbeitet werden. Beides sind Binderharze und statten die fertigen Bauteile, je nach Anforderung mit unterschiedlichen Materialeigenschaften aus. So eignet sich Polypor B vor allem für Feingussteile mit scharfen Kanten und höchste Auflösung. Polypor C, das jüngste Mitglied in der Materialfamilie, ist ein farbloses Harz und ermöglicht zusammen mit dem weißen PMMA-Ausgangsmaterial reinweiße Teile für Feinguss und Architekturmodelle. Dieses Harz lässt sich aber auch leicht einfärben, um so farbige Modelle zu erhalten.
Bei allen Materialien, die bei voxeljet zum Einsatz kommen, stehen Eigenschaften im Vordergrund, die auf Gussanwendungen abzielen. Detailgetreue, gute Infiltrierbarkeit, um zum Beispiel durch Wachsinfiltration perfekte Oberflächeneigenschaften zu erhalten, oder gutes Ausbrennverhalten. „Wir sehen uns als Innovationstreiber im Bereich moderner Gussformherstellung. Deshalb suchen wir auch immer nach neuen, verbesserten Materialkombinationen“, bemerkt Ederer abschließend und verweist auf das kürzlich eingeführte Phenolic-Direct-Binding Verfahren (PDB) auf der Basis von Phenolharz. Es verbessert die Bindeeigenschaften, was besonders bei komplexen Formen eine Verbesserung der Detailgenauigkeit und Kantenschärfe ermöglicht. Im Gegensatz zu herkömmlichen Bindern muss der Quarzsand beim PDB-Prozess nicht vorbehandelt werden und lässt sich deshalb problemlos wieder dem Sandkreislauf zuführen.
Teilen: · · Zur Merkliste