Mit Kunststoff Freiformen zu neuer Formfreiheit
Arburg zeigt mit seinem Freeformer, wie sich ein Maschinenbauer die Additive Fertigung vorstellt. Die Vielfalt an Materialien, Anwendungen und Verfahren in der Kunststoffverarbeitung nimmt stetig zu. Bereits vor Jahren hat Arburg das Potenzial der Additiven Fertigung erkannt und aus Sicht eines Maschinenbauers neben dem Spritzgießen eine weitere industrielle Technologie entwickelt und aufgebaut, die diesen wachsenden Markt bedient. Ergebnis sind der Freeformer und das Arburg Kunststoff-Freiformen (AKF), die auf der Weltleitmesse K 2013 Weltpremiere feierten. Damit steht nun ein System zur Verfügung, mit dem sich nicht nur Anschauungsmuster und Prototypen, sondern voll funktionsfähige Einzelteile oder Kleinserien auf Basis von 3D-CAD-Daten aus Standardgranulaten produzieren lassen. Autor: Georg Schöpf / x-technik

Der Freeformer verbindet jahrzehntelanges Know-how aus dem Spritzgussbereich mit modernster Technologie für die Additive Fertigung.
Arburg zeigte auf der Hannover Messe Industrie 4.0 zum Anfassen
Die Prozesskette begann mit einem CAD-Arbeitsplatz an der Station Produktdesign. Dort war zu sehen, dass der Freeformer ein wichtiges Instrument für Produktentwickler ist, wenn es darum geht, aus STL-Daten schnell einen Prototypen zu fertigen. Viele Messebesucher nutzten die Gelegenheit, beispielhaft einen Lichtschalter individualisiert zu produzieren. Das Arburg Leitrechner-System erfasste dabei alle relevanten Prozessdaten und übermittelte sie an einen Webserver. An einer PC-Station konnte man zunächst eine persönliche Symbol-Namens-Kombination wählen. Die Auftragsdaten wurden auf eine RFID-Chipkarte gespeichert. Nach Einlesen der Daten produzierte eine Allrounder-Spritzgießmaschine den zugehörigen Lichtschalter, auf den sofort ein DM-Code aufgelasert wurde. Die datentechnische Vernetzung des Bauteils mit den Fertigungsmaschinen erfolgte über eine Cloud. Das heißt, das Produkt wurde durch den aufgebrachten Code zum Informationsträger und steuerte seinen Durchlauf durch die Prozesskette nunmehr selbst. Der DM-Code ist besonders robust, kann nicht abfallen oder gelöscht werden. Das ist in der Praxis etwa bei Airbags und anderen sicherheitsrelevanten Bauteilen für die Automobilindustrie wichtig oder in der Medizintechnik – z. B. bei Prothesen, die durch Additive Fertigung individuell an den Patienten angepasst werden.
An der nächsten Station individualisierte ein Freeformer den Lichtschalter durch Additiven Kunststoffauftrag mit den zuvor ausgewählten Motiven. Es folgten eine optische Qualitätskontrolle via Kameraprüfung und die ebenfalls individuelle Verpackung des Bauteils. Über den aufgedruckten QR-Code auf der Verpackung konnten die Besucher mit einem Smartphone selbst alle Prozessdaten „ihres“ Bauteils auf einer teilespezifischen Internetseite online abrufen.
Betrachtet man den Gesamtmarkt der Additiven Fertigung, so stellt man sehr schnell fest, dass es eine überschaubare Anzahl grundlegender Technologien und Verfahren gibt, die von verschiedenen Herstellern auf die mehr oder weniger gleiche Art umgesetzt werden. Natürlich unterscheiden sich die Anlagen und Geräte in Details, Ausstattung und Spezifikation, jedoch sind die Prinzipien der Bauteilerstellung doch recht ähnlich. Auch die Geräte unterscheiden sich im Funktionsprinzip oft kaum.
Betrachtet man den Bereich der Kunststoffverarbeitenden Geräte, stellt man schnell fest, dass zwei Varianten vorherrschend sind. Zum einen die FDM-basierten Systeme, die mit einem Kunststofffaden oder –draht arbeiten und zum anderen Druck- und Lasersysteme, die Kunststoffpulver verarbeiten.
Gängige Ausgangsstoffe in der allgemeinen kunststoffverarbeitenden Industrie sind jedoch Kunststoffgranulate, die industriell für die Verarbeitung in Kunststoffspritzgussmaschinen in großen Mengen bereitgestellt werden. Ein Betätigungsfeld, auf dem sich die Arburg GmbH + Co KG im süddeutschen Loßburg einen Namen gemacht hat. Das Unternehmen wurde 1923 gegründet und zählt zu den Pionieren der Kunststoffverarbeitung. Die weltweit 2.400 Mitarbeiter bieten innovative Spritzgießlösungen.

Abb. 6 Auch die Steuerung für den Freeformer hat Arburg selbst entwickelt. Dabei wurde auf die bewährte Selogica für Spritzgießmaschinen aufgebaut. Der Multi-Touchscreen arbeitet gestengesteuert.

Heinz Gaub
Geschäftsführer Technik bei Arburg
„Auf der Hannover Messe haben wir mit unserem Exponat zum einen konkret gezeigt, wie sich der Freeformer nahtlos in eine automatisierte Prozesskette mit Industrie 4.0-Technologien einbinden lässt. Zum anderen war zu sehen, dass er sich als Fertigungsmaschine für die personalisierte Produktion in der digitalen Fabrik von morgen eignet.“
Den Werkstoff verstehen
Vor Jahren bereits wurde bei Arburg die Bedeutung der Additiven Fertigung erkannt. Als Spezialist für Kunststoffverarbeitung besteht ein tiefes Verständnis für die Eigenarten unterschiedlicher Kunststoffe, den daraus resultierenden Möglichkeiten, aber auch bestehenden Restriktionen in der Verarbeitung. „Es gilt zu verstehen, dass bei der Verarbeitung von Kunststoffen, speziell bei der thermischen Formgebung, Effekte auftreten, die sich auf Formstabilität, Haltbarkeit und strukturmechanische Eigenschaften auswirken“, erklärt Oliver Keßling, Abteilungsleiter Kunststoff-Freiformen bei Arburg.
Bei anderen Verfahren, bei denen das thermoplastische Material in Linien aufgetragen wird, entsteht eine Ausrichtung in der Materialstruktur. Dies führt dazu, dass die strukturmechanischen Eigenschaften oft schwer voraussagbar sind. Schon bei der Abkühlung des fertigen Bauteils können dadurch Materialverzüge entstehen. Auch spätere Erwärmung kann wiederum zu geometrischen Veränderungen führen. Darin liegen unter anderem Toleranzeffekte bei diesen Verfahren begründet.
Da die Kunstoffexperten aus dem Schwarzwald diese Vorgänge aus dem Bereich Spritzguss nur allzugut kennen, war es naheliegend, dass ein Ansatz gesucht wurde, um diese Effekte zu umgehen. „Unser vorrangiges Ziel war es, hochwertige technische Kunststoffteile einzeln oder in variantenreichen Kleinserien zu produzieren. Zudem wollten wir eine Lösung entwickeln, die Bauteile mit weitgehend homogenen Materialeigenschaften ermöglicht und gleichzeitig ein Höchstmaß an Flexibilität bei der Bauteilerstellung erlaubt“, schildert Heinz Gaub, Geschäftsführer Technik bei Arburg, die Herangehensweise. „Außerdem war uns wichtig, dass künftige Anwender auf bestehende Ausgangsmaterialien zurückgreifen können. Unser Anspruch ist stets, unseren Kunden produktionseffiziente Lösungen zu bieten, um Qualitätsteile zu wirtschaftlichen Stückkosten zu erzeugen“, so Gaub weiter. (Abb 1.)
Da das neu entwickelte Verfahren keiner der üblichen Technologien entspricht, wurde dafür die Bezeichnung Arburg Kunststoff-Freiformen – kurz AKF – geprägt. Dabei werden ähnlich wie beim Spritzgießen handelsübliche Kunststoffgranulate in einem Plastifizierzylinder aufgeschmolzen. Eine Austragseinheit mit spezieller Düse trägt die Kunststofftropfen mittels hochfrequenter Piezotechnik auf den Bauteilträger auf.
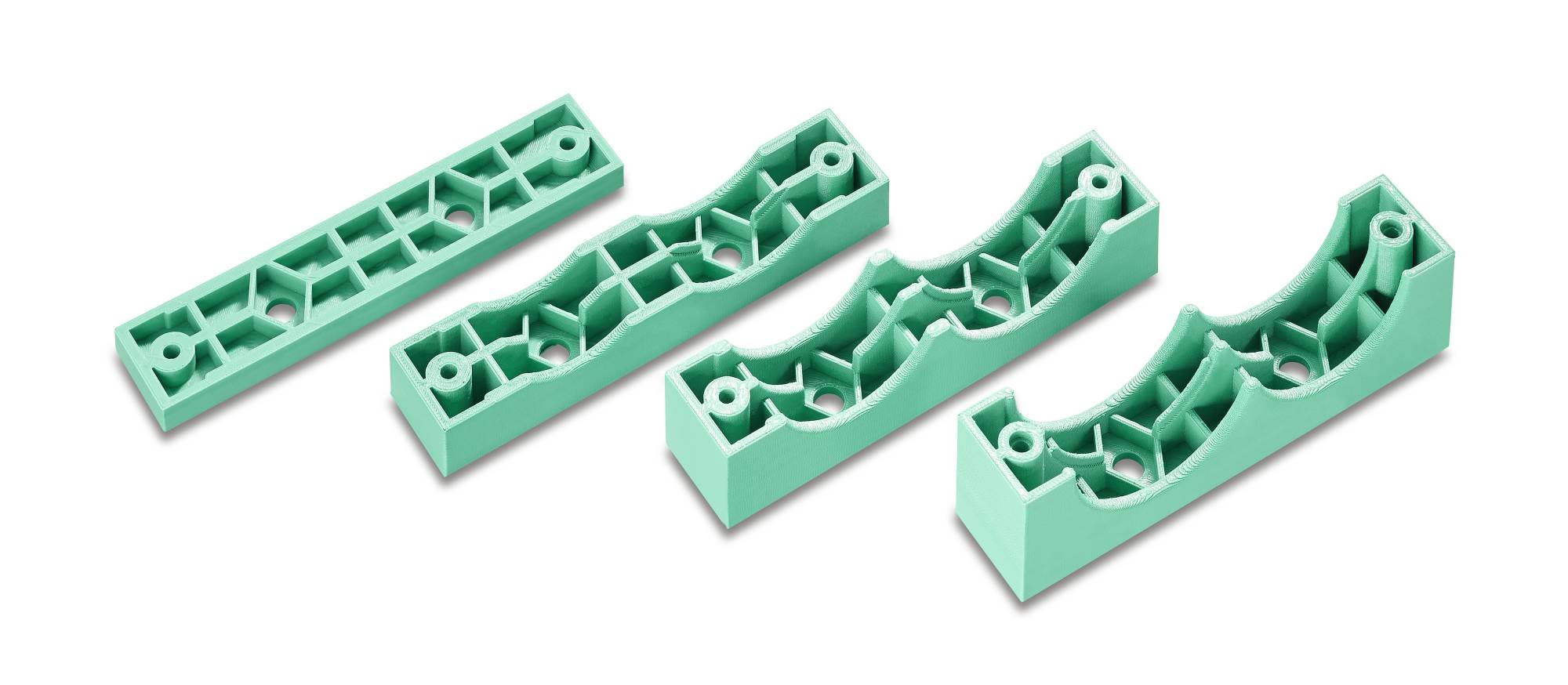
Abb. 2 Beim Arburg Kunststoff-Freiformen (AKF) wird das Bauteil, im gezeigten Bild ein Schlauchhalter, additiv Schicht für Schicht aus kleinsten Tropfen aufgebaut.
Exakte Positionierung und Homogener Schichtaufbau
Im Gegensatz zu nahezu allen anderen Verfahren bleibt beim AKF die Austragseinheit fest und der Bauteilträger wird bewegt. Nachdem der Freeformer die Schmelze aufbereitet hat, beginnt der zentrale Prozess: Die unter Druck erzeugten Kunststofftropfen mit Durchmessern von 0,2 bis 0,3 Millimetern (je nach Düse) fügen sich aneinander, verschmelzen teilweise und bauen auf diese Weise schichtweise das dreidimensionale Kunststoffteil auf. Für das Aushärten sind keine speziellen Prozesse erforderlich, vielmehr verbinden sich die winzigen Tropfen beim Abkühlen von selbst. So entsteht Schicht für Schicht das gewünschte Bauteil (Abb. 2).
Die Oberfläche, die beim AKF erzeugt wird, entspricht der eines grob strukturierten Spritzteils. Sie ist zwar tropfenförmig, aber besonders gleichmäßig, und das in jeder Richtung, wie auch Makroaufnahmen zeigen (Abb. 3). Darüber hinaus stehen verschiedene Düsengrößen zur Auswahl, die ebenfalls die Verarbeitungsparameter beeinflussen (Abb. 4). Je kleiner die Düse ist, desto kleiner sind die Tropfen und desto feiner wird die Oberflächenstruktur. Mit einer größeren Düse lässt sich hingegen ein schnellerer Arbeitsfortschritt erzielen.
Der Bauraum des Freeformers ist so ausgelegt, dass sich darin Teile in Abmessungen bis max. 190 x 135 x 250 Millimeter herstellen lassen. Arburg hat z. B. gezeigt, wie sich mit dem Freeformer Steckergehäuse aus ABS in kleinen Stückzahlen effizient herstellen lassen. Je zwölf dieser Ersatzteile für Allrounder-Spritzgießmaschinen entstanden in einer Bauzeit von rund 18 Stunden (Abb. 5).

Abb. 1 Im Freeformer können Standardgranulate verarbeitet werden, was die Integration in bestehende Prozesse besonders einfach macht.
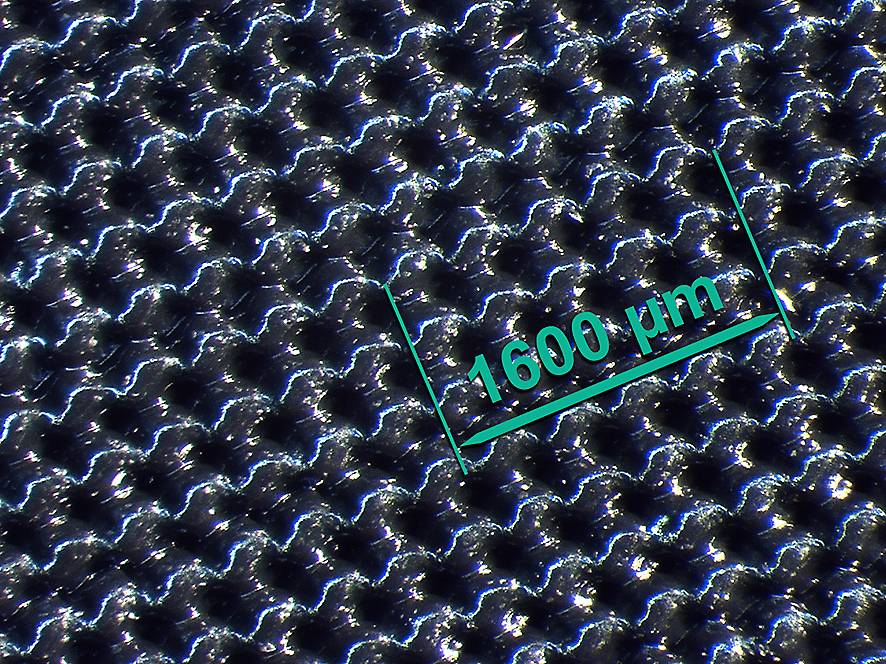
Abb. 3 Die Mikroaufnahme einer im Arburg Kunststoff-Freiformen (AKF) erzeugten Oberfläche zeigt den homogenen, dichten Schichtaufbau.

Abb. 5 Auf den Arburg Technologie-Tagen 2014 produzierte ein Freeformer je zwölf Steckergehäuse aus ABS als Ersatzteile für Allrounder-Spritzgießmaschinen.

Dr. Oliver Keßling
Abteilungsleiter Kunststoff Freiformen bei Arburg
„Unser Ziel war es, ein Verfahren zu entwickeln, das die Verwendung von herkömmlichen Kunststoffgranulaten ermöglicht, und am Ende Bauteile mit homogener, kalkulierbarer Materialstruktur entstehen.“
Einsatz kostengünstiger Standardgranulate
Messungen der Zugfestigkeit zeigen, dass die Qualität von Bauteilen, die im AKF-Verfahren produziert werden, für die meisten Funktionsteile und Kleinserien vollkommen ausreicht. Ein Unterschied gegenüber dem Spritzgießen liegt im Rissverhalten, bei dem praktisch keine Dehnungsphase auftritt. Herausforderungen liegen weniger in der Zugfestigkeit als in der Realisierung dünner Wandstärken von weniger als 0,6 Millimetern oder filigraner Strukturen.
Der große Vorteil des AKF-Verfahrens bzw. des Freeformers ist, dass sich kostengünstige Standardgranulate verarbeiten lassen. Dazu zählen derzeit ABS, PC, PA und auch weiches TPE. Die Qualifizierung weiterer Kunststoffe ist eine der Hauptaufgaben bei der Weiterentwicklung dieser neuen Technologie.
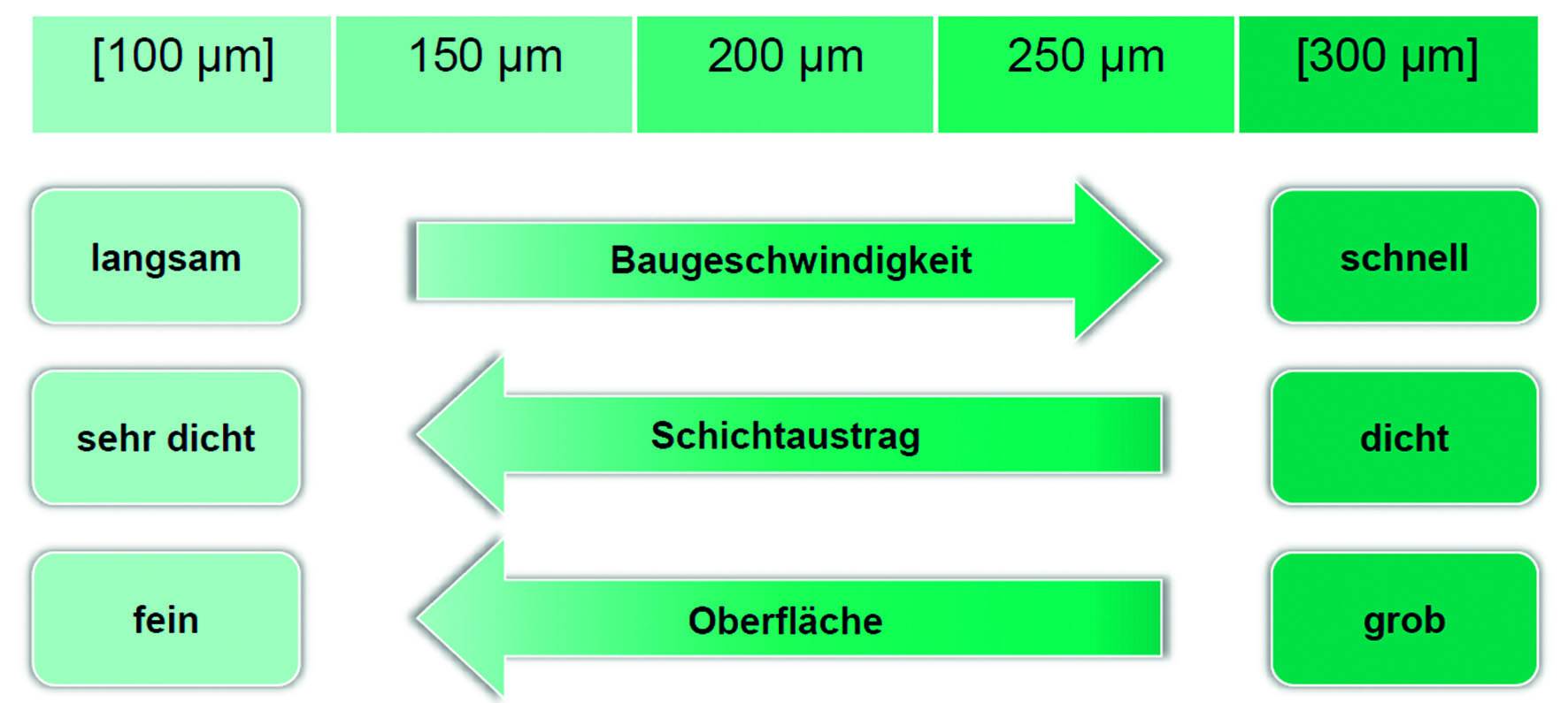
Abb. 4 Der Freeformer kann mit verschiedenen Düsengrößen arbeiten. Dabei beeinflusst die Düsengröße die Verarbeitungsparameter.
Abb. 7 Mit zwei Austragseinheiten ausgestattet, kann der Freeformer verschiedene Materialien verarbeiten, z. B. um Bauteile mit Hart-Weich-Verbindungen herzustellen.
Umwelt- und bedienerfreundlich
Ein großer Vorteil bei der Arbeit mit dem Freeformer ist, dass weder Staub noch Emissionen anfallen und deshalb keine weitere Infrastruktur erforderlich ist. Auf Absauganlagen oder Kühlwasser kann verzichtet werden. Das System ist daher auch für den Einsatz in einer Büroumgebung geeignet. Alles, was erforderlich ist, sind eine Steckdose, 3D-CAD-Daten und herkömmliches Kunststoffgranulat.
Die Steuerung und die Software zur Aufbereitung der 3D-CAD-Daten (Slicing) hat Arburg ebenfalls selbst entwickelt (Abb. 6). Das Bedienpanel besteht aus einem leistungsstarken Industrie-PC mit Multi-Touchscreen, der über Gesten intuitiv gesteuert wird. Wie bei den Allrounder-Spritzgießmaschinen ist eine Berechtigungsvergabe über Transponder-Karten und Datenspeicherung über Compact-Flashkarten möglich.
Aus STL-Daten und Materialdefinition generiert die Steuerung selbstständig die Verarbeitungsdaten. Aber auch die individuelle Eingabe von Parametern ist möglich, z. B. wenn ein Betrieb, der sich mit der Selogica-Steuerung für Spritzgießmaschinen bereits auskennt, sein eigenes Material für ein bestimmtes Produkt spezifizieren will.
Durch die Möglichkeit, auf bestehenden Teilen aufzubauen, ist der Freeformer prädestiniert für die Individualisierung von Industrieprodukten. Hier ein Lichtschalter mit Namenszug.


Abb. 8 Dank zweier zusätzlicher Drehachsen lassen sich mit einem Fünf-Achs-Bauteilträger künftig auch komplexe Geometrien und Hinterschnitte realisieren, wie am Beispiel Riemenrad zu sehen ist.
Verfahrensvariante: Zwei-Komponenten-Bauteile
Mit einem Freeformer, der standardmäßig mit zwei Austragseinheiten bestückt ist, lassen sich auch Mehrkomponenten-Bauteile fertigen, z. B. in verschiedenen Farben, mit spezieller Haptik oder als Hart-Weich-Verbindung. Die beiden Materialien werden in jeder Schicht nacheinander ausgetragen. Alternativ lässt sich die zweite Komponente zum Aufbau von Stützstrukturen einsetzen. (Abb. 7).
Neben einem über drei Achsen beweglichen Bauteilträger soll eine künftige Variante mit fünf Achsen auch die Umsetzung von Überhängen und Hinterschnitten ermöglichen. Sie ist prädestiniert für rotationssymmetrische Teile, auf Stützstrukturen kann gegebenenfalls verzichtet werden (Abb. 8). Vorteile liegen unter anderem im geringen Materialverbrauch und der zeitsparenden Herstellung ohne Nacharbeit.
Teilen: · · Zur Merkliste