gastkommentar
ANSYS Additive Print: Prozesssicherheit beim 3D-Druck
Die Additive Fertigung ermöglicht es, neue bionische Designs herzustellen, wie sie von Topologieoptimierungen geliefert werden. Dazu gehören eine adaptive Dichte durch Lattice-Strukturen ähnlich dem menschlichen Knochen, individuelle Bauteile für den medizinischen Einsatz sowie Prototypen und Ersatzteile. Ansichten von DI (FH) Christof Gebhardt, Cadfem GmbH
Autor: DI (FH) Christof Gebhardt, Leiter Business Development, CADFEM GmbH.
Shortcut
Aufgabenstellung: Maßhaltigkeit von topologieoptimierten, bionischen Bauteilen mit gewünschter Materialstruktur und Prozesssicherheit.
Lösung: ANSYS Software Additive Print.
Nutzen: Ausgleich auch von fertigungsbedingten Verformungen und dadurch minimaler Bauteilverzug.
Dabei sind der schichtweise Aufbau, das Aufschmelzen, Erstarren und Abkühlen ein höchst anspruchsvoller Prozess, der die Eigenschaften des gefertigten Bauteils in hohem Maße bestimmt. Zu den besonderen Herausforderungen zählen die Maßhaltigkeit der Bauteile, die gewünschte Materialstruktur sowie die Prozesssicherheit, die den Abriss von Supportstrukturen und einen so genannten Blade-Crash verhindert.
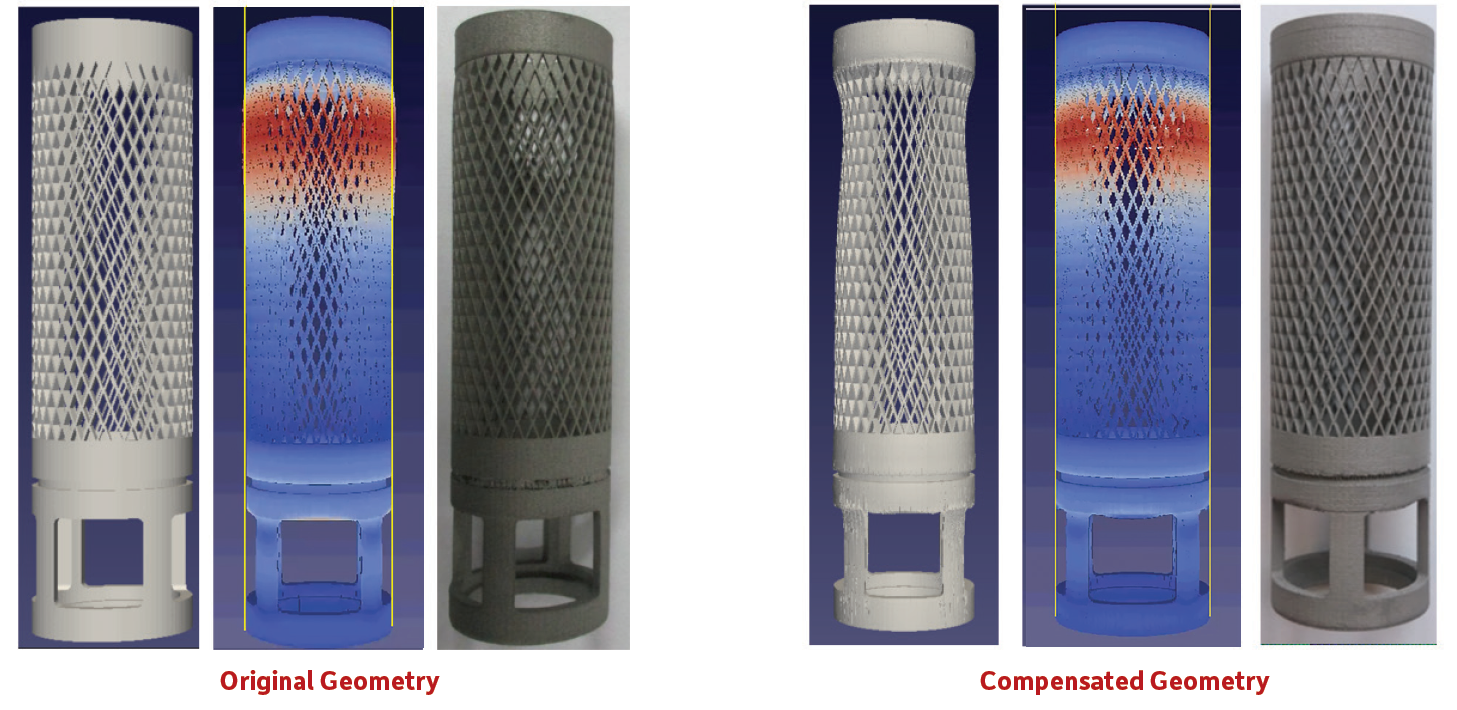
Geometriekompensation für maßhaltige Bauteile von Croft Filters.
Prozesssimulation
Um die Fertigung und Produktqualität abzusichern, hat Cadfem mit der ANSYS Software Additive Print ein Werkzeug im Portfolio, das sich dediziert an Konstrukteure und Prozessingenieure richtet. Sie können damit in einer Web-basierten Oberfläche den Fertigungsprozess für den Metall-3D-Druck simulieren und optimieren. Dazu wird die STL-Geometrie des Bauteils eingeladen und durch automatisch generierte Supportstrukturen ergänzt. Ebenso können manuell definierte Supportstrukturen integriert werden. Die Bauteilgeometrie wird automatisch gerastert und in Form von Voxeln abgebildet, wobei der Anwender die Voxelgröße anhand der Struktur festlegt. Für die Abbildung von Krümmungen lassen sich automatisch lokale Verfeinerungen nutzen. Die Materialeigenschaften werden aus einer Materialdatenbank ausgewählt oder vom Anwender definiert und zugeordnet. Die Berechnung erfolgt mit einem der drei folgenden Ansätze:
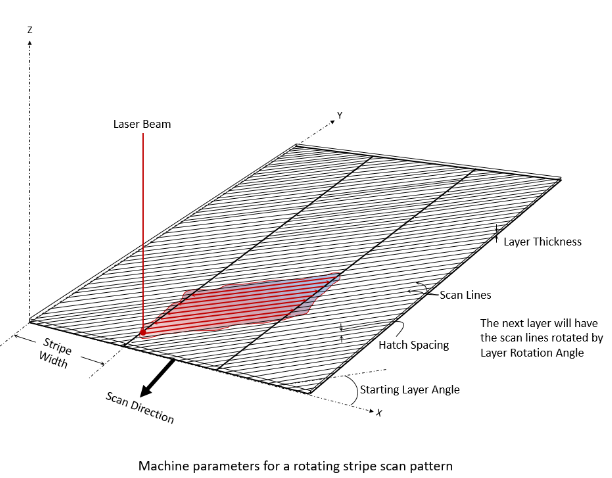
Assumed Strain geht von einer gleichmäßigen Dehnung aus und ermittelt auf Basis der Bauteilgeometrie den zu erwartenden Verzug. Die Dehnung wird dabei über eine Kalibrierung anhand eines Referenzdrucks ermittelt, der die Maschinen- und Materialeigenschaften charakterisiert. Scan Pattern berücksichtigt den Einfluss der Belichtungsstrategie und leitet daraus eine richtungsabhängige Dehnung für jede Lage ab. Dazu werden die Scan Pattern per Build-Files für ausgewählte Maschinenhersteller direkt eingelesen oder per Scan Pattern Generator als Teil von Additive Print erzeugt. Thermal Strain führt eine thermisch-mechanische Analyse durch, bei der die thermische Analyse mit einer Auflösung von bis zu 15 µm die thermische Historie und damit die kumulierte zyklische thermische Dehnung (thermal ratcheting) mit hoher Realitätstreue abbilden kann.
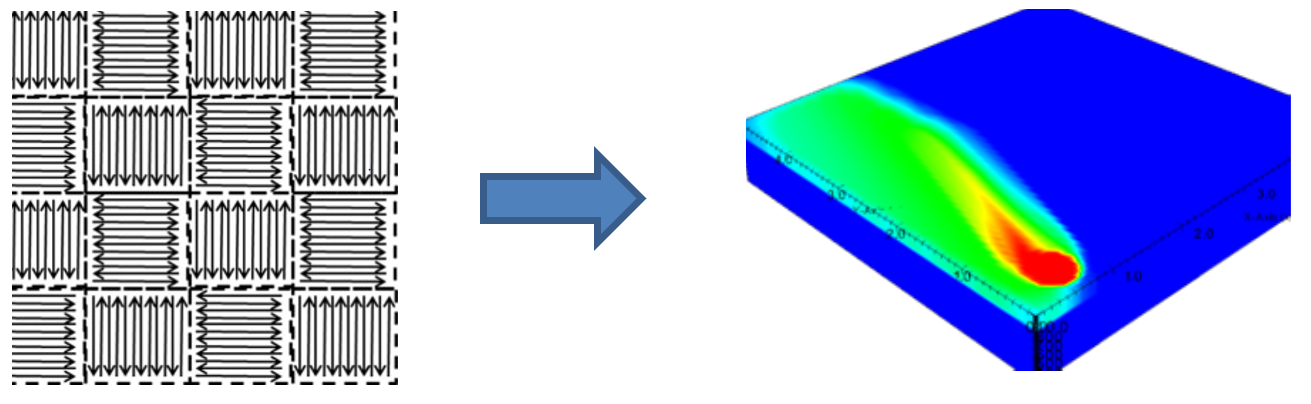
Spezifische Belichtungsstrategien resultieren in spezifischen thermischen Historien und Dehnungen.
Resultate
Als Ergebnis der Analyse können die Deformationen des Bauteils auf der Bauplatte oder nach dem Ablösen von der Platte ermittelt werden. Darüber hinaus stehen Spannungsergebnisse zur Verfügung, um die Gefahr des Support-Abrisses einschätzen zu können. Zur Minimierung des Bauteilverzugs liefert Additive Print verschiedenen Möglichkeiten. Einerseits erlauben alternative Prozessparameter eine Bewertung, wie durch eine andere Prozessführung (Schichtdicke, Laserleistung, Lasergeschwindigkeit, Vorheiztemperatur) der Verzug minimiert werden kann. Andererseits verdeutlichen Optimierungen, wie sich durch adaptierte Supportstrukturen mittels variablem Abstand oder variabler Dicke der Verzug reduzieren lässt. Zusätzlich liefert die Geometriekompensation STL-Dateien, bei denen der Verzug vorgehalten ist. Dadurch werden fertigungsbedingte Verformungen berücksichtigt, so dass im Herstellprozess eine möglichst nahe an der Sollgeometrie liegende Bauteilgeometrie entsteht.
In der Simulation werden die Belichtungsverfahren abgebildet.
Ausblick
Laserleistung und Lasergeschwindigkeit sind zwei dominante Parameter, mit denen die Baugeschwindigkeit positiv beeinflussbar ist, die aber auch Auswirkungen auf die Bauqualität haben. Die Simulation kann helfen, hier ein besseres Setup zu finden als die Standard-Maschineneinstellung, die einen universellen Anwendungsbereich abdecken soll. Detaillierte Analysen der Prozessführung ermöglichen Anpassungen, um eine optimale Balance von Baugeschwindigkeit und Produktqualität zu erreichen. Dazu können beispielsweise das Schmelzbad, die Porosität, die Wärmeverteilung in den einzelnen Schichten sowie die Korngröße und -orientierung betrachtet werden.
Teilen: · · Zur Merkliste