interview
CADFEM Ansys Additive Suite: Optimierung von additiven Hybridbauteilen
Spannungszustände in den Bauteilen unter Kontrolle behalten: Über 90 % der additiv gefertigten Werkzeuge von Mapal basieren auf einer hybriden Bauweise. Sie ermöglicht es, ein Bauteil aus einer konventionell gefertigten Basis und einem additiv gefertigten, komplexen Aufsatz mit gezielter Funktionsintegration herzustellen. Die Kombination aus additiver und konventioneller Fertigung erleichtert das Erreichen von wirtschaftlichen und funktionellen Zielen. Um die hohe Qualität der so gefertigten Werkzeuge abzusichern, nutzt Mapal die von Cadfem angebotene Simulationssoftware Ansys Additive Suite. Das Gespräch führte Gerhard Friederici, Cadfem

Mit Simulationen und den daraus gewonnenen Erkenntnissen konnten wir das betreffende Werkzeug so weit optimieren, dass nur noch zwei Iterationsschleifen mit realen Prototypen erforderlich waren. Wir erhoffen uns, mit der Simulation einen großen Schritt in Richtung Null-Fehler voranzukommen. DI Matthias Schneider, Team Leader Product Development bei Mapal
Mit Additiver Fertigung lassen sich Werkzeuge deutlich gewichtsärmer konstruieren und herstellen. Zusätzlich kann die Kühlmittelführung optimal gestaltet werden. Die gravierenden Gewichtseinsparungen ermöglichen höhere Schnittdaten und damit reduzierte Bearbeitungszeiten. Die Anwendungsbereiche für die hybride Fertigung reichen von Reibahlen über Aufbohr- und Fräswerkzeuge bis hin zu hydraulischen Spannfuttern und Kombinationen aus diesen Werkzeugtypen. Beispielsweise hat Mapal ein bestehendes, konventionell gefertigtes Glockenwerkzeug optimiert. Mit dem Selektiven Laserschmelzverfahren konnte das Innere des Werkzeugs anders gestaltet werden – statt Vollmaterial ist dort nun eine speziell ausgelegte Wabenstruktur zu finden. Dadurch ist das Werkzeug um 30 % leichter, und durch die dämpfende Wirkung erhöht sich die Standzeit um etwa 40 %. So kann schneller zerspant werden, wobei die Bearbeitungsqualität unverändert hoch bleibt. Das Cadfem Journal sprach mit DI Matthias Schneider, Team Leader Product Development bei Mapal, über die Vorteile der hybriden Bauweise, den Einsatz der Ansys Software sowie die Erkenntnisse und den Nutzen, die durch Simulationen erzielt werden.

Herr Schneider, können Sie die entscheidenden Vorteile der hybriden Fertigung für Mapal kurz zusammenfassen?
Wir sehen die wichtigsten Vorteile des hybriden 3D-Drucks darin, dass wir einerseits die außergewöhnlichen formgebenden Möglichkeiten der Additiven Fertigung nutzen können und andererseits die kostengünstigen traditionellen Herstellungsweisen der Dreh- und Fräsbearbeitung zusätzlich verwendbar sind. Dies führt zu einer deutlichen Reduktion der reinen Druckkosten im Vergleich zu einem Werkzeug, das wir vollständig als 3D-Druck ausführen würden.
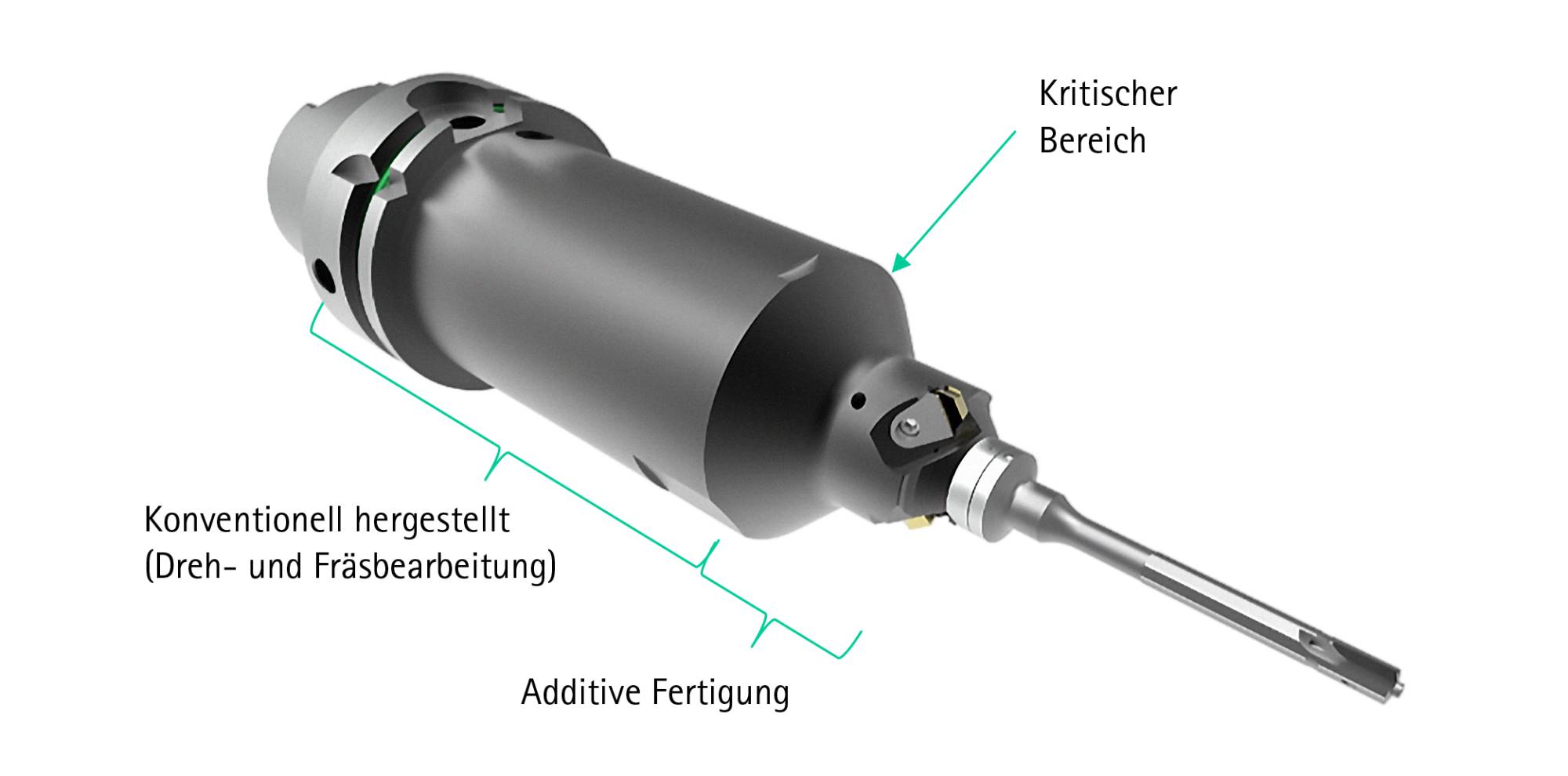
Werkzeug für die Fertigbearbeitung des Auslassventilsitzes im Zylinderkopf.
Lassen sich die hybrid gefertigten Werkzeuge genauso einfach verwenden wie die traditionellen Werkzeuge?
Unsere genormten Maschinenschnittstellen dienen als Basis für die weitere spanende Bearbeitung der Bauteile, so dass eine sehr hohe Wechselgenauigkeit und Reproduzierbarkeit gesichert ist. Wir bauen quasi auf unserem eigenen Nullpunkt-Spannsystem auf. Mit der Vorrichtung, die wir speziell für die hybride Bauweise entwickelt haben, sparen wir Zeit beim Rüsten der Maschine. Schwierigkeiten bereitet uns jedoch, dass viele unterschiedliche Maschinenschnittstellen in unterschiedlichen Größen existieren. Dafür ist eine große Anzahl an Vorrichtungen notwendig, um sehr genau und auch möglichst effektiv arbeiten zu können.
Rechts ein Beispiel für die außergewöhnlichen formgebenden Möglichkeiten der Additiven Fertigung, die unter anderem für die Kühlung genutzt werden können.
Welche Probleme können sich bei der hybriden Fertigung ergeben?
Aufgrund des Bi-Metall-Effekts – heißes Metall wird auf „kühles“ Unterteil aufgeschweißt – kommt es bei größeren Querschnitten zu Spannungen an der Schnittstelle. Diese können zum mechanischen Versagen eines Partners führen, entweder des konventionellen Unterteils oder auch des additiv gefertigten Oberteils. Als wir Defekte wie Spannungsrisse an Bauteilen entdeckten, wollten wir anhand von Simulationen analysieren, wie es zu diesen Defekten kommen konnte. Die Spannungsrisse traten an einem Werkzeug auf, das zur Bearbeitung von Komponenten im Verbrennungsmotor dient. Hier ermöglicht eine hydraulische Spannbuchse für ein zweites, kleineres Werkzeug die gleichzeitige Bearbeitung eines großen und eines kleinen Durchmessers mit guter Koaxialität. Wir erhofften uns von den Simulationen eine relativ genaue Darstellung der Spannungszustände in den Bauteilen während des Bauprozesses und auch im fertigen Zustand. Ebenso erhofften wir uns Erkenntnisse darüber, mit welchen konstruktiven und prozesstechnischen Veränderungen wir die auftretenden Spannungszustände minimieren könnten.

Im kritischen Bereich ist ein umlaufender Riss zu erkennen.
Wie sind Sie bei der Simulation des Werkzeugs vorgegangen?
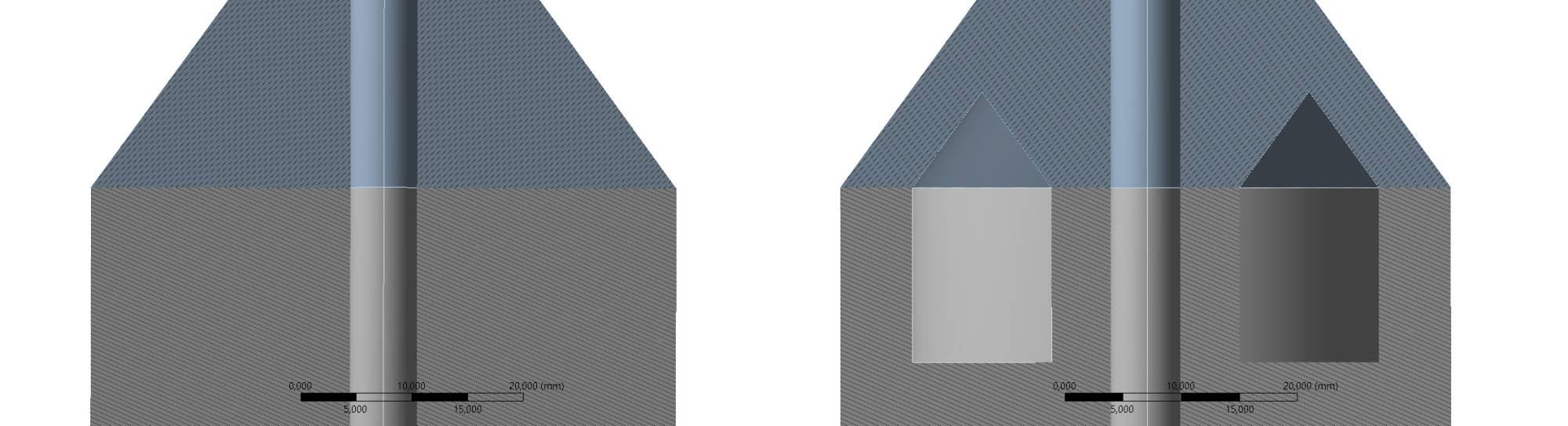
Zuerst galt es – wie bei den meisten Simulationen – ein Simulationsmodell aufzubauen, das uns möglichst genaue und verlässliche Antworten auf unsere Fragen lieferte. Dabei sollten aber die erforderlichen Rechenzeiten im Rahmen bleiben. Eine weitere Herausforderung waren die Materialkennwerte, die für eine realistische Simulation notwendig waren. Für das verwendete Material 1.2709 war zu dem Zeitpunkt innerhalb der Simulationslösung kein entsprechendes Materialmodell verfügbar, aber jetzt mit der neuen Version wäre das der Fall gewesen. Deshalb mussten wir zuerst aus Datenblättern und eigenen Materialuntersuchungen die notwendigen Kennwerte ermitteln. Abschließend wurden verschiedene Simulationsmodelle hinsichtlich Rechengeschwindigkeit und Genauigkeit der ermittelten Werte miteinander verglichen. Dabei erfolgten die Berechnungen mit stark vereinfachten Geometrien. Erst nach der Entscheidung für den sinnvollsten Simulationsansatz wurden die Berechnungen mit den detaillierten Werkzeuggeometrien durchgeführt.
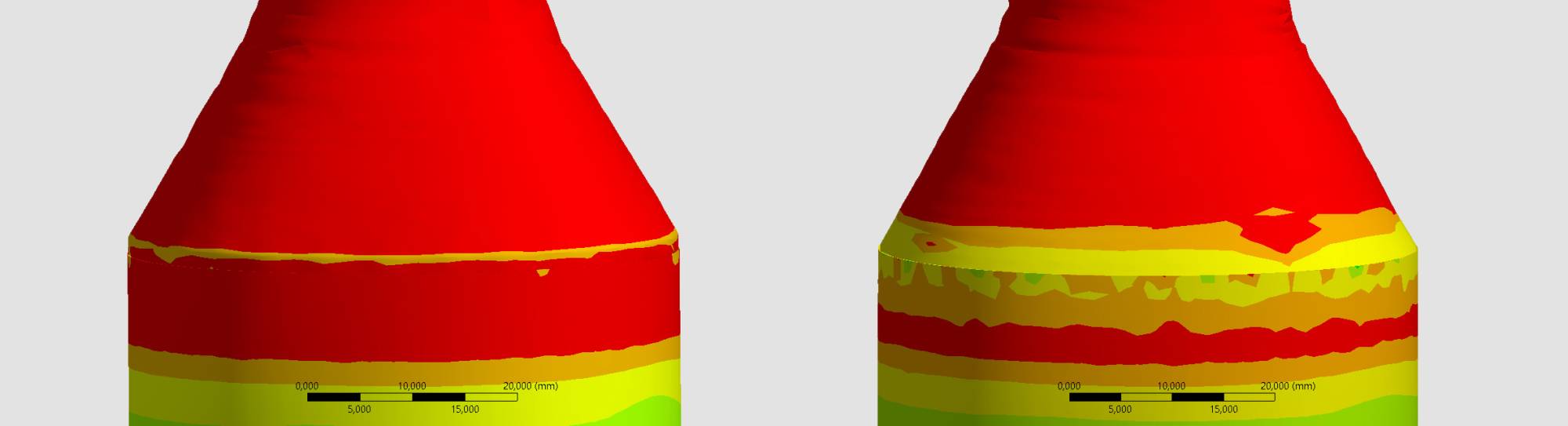
Bei der mit Simulationen optimierten Variante (rechts) sind die Spannungen im kritischen Bereich deutlich geringer.
Entsprachen die Ergebnisse Ihren Erwartungen?
Die Ergebnisse bestätigten zum einen, dass unsere zuvor ausgearbeiteten Optimierungsvorschläge in die richtige Richtung gingen und bestärkten uns darin, diesem Weg konsequent zu folgen. Zum anderen zeigte die Simulation uns für einen konkreten Problemfall, wie sich die angedachte Änderung weiter optimieren und verfeinern lässt. Mit dem entsprechend modifizierten Werkzeug konnten wir dann einen Feldtest starten. Ohne entsprechende Simulationssoftware hätten wir weiterhin nach dem Prinzip Trial-and-Error vorgehen müssen. Zwar haben wir mit der Simulation auch verschiedene Varianten berechnet, um sie zu vergleichen und zu bewerten – aber damit haben wir unser Ziel sehr schnell erreicht. Ohne Simulation – nur mit Versuchen – wäre der Weg deutlich länger und steiniger gewesen. Wir hätten viel mehr Iterationsschleifen durchlaufen müssen, d. h. neue konstruktive Ideen entwickeln und umsetzen, reale Prototypen fertigen sowie aufwendige und umfassende Testphasen durchführen. Das hätte jede Menge Geld und vor allem sehr viel Zeit gekostet. Mit Simulationen und den daraus gewonnenen Erkenntnissen konnten wir das betreffende Werkzeug so weit optimieren, dass nur noch zwei Iterationsschleifen mit realen Prototypen erforderlich waren.
Welchen Nutzen sehen Sie durch den Simulationseinsatz?
Die Erkenntnisse, die wir aus den Simulationen erlangten, bestätigten unsere Vermutungen zur Spannungsproblematik und verschafften uns fundiertes Wissen über das Bauteilverhalten. Gleichzeitig konnten wir unser Know-how bezüglich der Prozessführung weiter ausbauen. Hinsichtlich der Qualität erhoffen wir uns, mit der Simulation einen großen Schritt in Richtung Null-Fehler voranzukommen. Außerdem hilft uns die Simulation, unseren Wettbewerbsvorteil zu sichern, den wir uns in den letzten Jahren im Bereich der hybriden Fertigung von Zerspanungswerkzeugen erarbeitet haben.
Teilen: · · Zur Merkliste