gastkommentar
DMLS Prozessmodellierung und Validierung
ANSICHTEN Das DMLS-Verfahren (Direct Metal Laser Sintering) ist ein Additives Fertigungsverfahren, mit dem sich komplexe Bauteile direkt auf der Basis von 3D CAD-Modellen fertigen lassen. Um zu den gewünschten Ergebnissen zu gelangen, sollte jedoch eine geeignete Fertigungsstrategie verfolgt werden, wobei numerische Simulationsverfahren wertvolle Hilfestellung leisten können. Der Simulationsspezialist ESI Group zeigt, wie sich mechanische und metallurgische Eigenschaften von Bauteilen durch geeignete Simulationsmodelle detailliert und verlässlich vorhersagen lassen.

Dr. Mustafa Megahed, Manager of CFD & Multiphysics Center of Excellence
Beim Direct Metal Laser Sintering (DMLS) handelt es sich um ein generatives Schichtbauverfahren. Dabei wird schichtweise Metallpulver in einer Stärke von einigen 10 µm mittels eines Lasers entsprechend der aus einem 3D CAD-Modell extrahierten Schichtkontur des Bauteils mit der darunterliegenden Schicht verschmolzen. Dieser Vorgang wird bis zur Fertigstellung des Bauteils wiederholt, welches aus mehreren tausend Schichten bestehen kann. Der Laser kann dabei die Belichtungspfade mit Geschwindigkeiten bis zu 7 m/s abfahren.
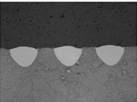
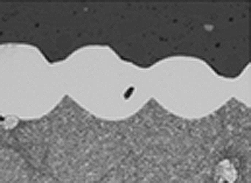
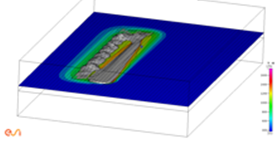
Vorhersage der numerischen Simulation der ausgeformten solidifizierten Spuren im Vergleich zu den experimentellen Beobachtungen für verschiedene Laser-Leistungen, Geschwindigkeiten und Pfadabstände.
Auch für DMLS gilt die Physik
Die Vorteile des Verfahrens klingen verlockend: da keine Werkzeuge und Formen nötig sind, können Prototypen und Kleinserien schnell und kostengünstig produziert werden. Hinzu kommt, dass auch Bauteile gefertigt werden können, die mit konventionellen Methoden nicht oder nur mit großem Aufwand realisierbar wären.
Doch auch beim DMLS-Verfahren lässt sich die Physik nicht außer Kraft setzen. Wie bei Gussteilen ist eine Kompensation der Schrumpfung oder des Bauteilverzugs notwendig. DMLS ist ein thermischer Prozess, bei dem Eigenspannungen und Verzug nebst komplexen wiederholten Aufheiz- und Abkühlprozessen das Materialgefüge maßgeblich beeinflussen. Man kann also nur auf den ersten Blick von einer „Ein-Klick“-Lösung sprechen, die losgelöst von fertigungstechnischen Überlegungen betrieben werden kann.

Anspruchsvolle Aufgabenstellung für die DMLS-Simulation
Für Optimierungen bei der Produktentwicklung und Fertigungsplanung hochtechnologischer Verfahren wie dem DMLS sind numerische Simulationsprogramme prädestiniert und oftmals auch unverzichtbar. Stark vereinfacht basieren solche Programme auf einer Diskretisierung des Bauteils in einzelne Elemente (z. B. sogenannte Finite Elemente), auf welche die entsprechenden, physikalischen Grundgleichungen angewendet und gelöst werden.
Für die präzise Vorhersage der Eigenschaften des Werkstücks beim DMLS-Prozess, z. B. Bindefehler, Porosität, Eigenspannungen und Verzug, müssen neben den metallurgischen und thermischen Vorgängen auf Partikelebene auch die mechanischen Effekte auf Bauteil- bzw. Maschinenebene abgebildet werden. Die Dimensionen reichen dabei von einigen µm (Metallpartikel) bis hin zu Zentimetern (Bauteil) und Metern bzw. Kilometern (Laserpfad). Die Größe eines Simulationsmodells für einen solchen Dimensionsumfang würde allerdings enorme Anforderungen an die Hardware stellen und unvertretbare Kosten produzieren.
Um mit vertretbarem Aufwand genaue Vorhersagen für alle Teilprozesse treffen zu können, hat sich ESI Group für einen multi-physikalischen Ansatz mit zwei separaten, interagierenden Mikro- und Makro-Modellen für die unterschiedlichen Dimensionsbereiche entschieden.
Mikro-Modell
Das Mikro-Modell basiert auf der CFD-Lösung ESI ACE+ Suite und deckt den Dimensionsbereich von einigen µm bis zu wenigen Millimetern ab. Die Pulverschicht setzt sich aus diskreten Elementen mit einer einheitlichen Größe von 22 µm in einer gleichmäßigen Verteilung zusammen. Es werden die in der Schmelze ablaufenden Vorgänge beschrieben, einschließlich Wärmeübertragung, Schmelzen, Oberflächenspannungen sowie dem Effekt thermischer Gradienten, die zu Marangoni-Kräften und Erstarrung führen. Die Ergebnisse zeigen u. a., dass die Breite der Schmelze zirka 35 Prozent größer ist als der Laserdurchmesser, was sich durch einen seitwärts gerichteten Fluss der Schmelze in die Lücken zwischen den einzelnen Partikeln erklären lässt.
Makro-Modell
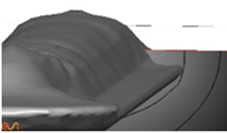
Das Makro-Modell basiert auf der FEM-Schweißsimulation ESI Sysweld. Es operiert im cm- bzw. m-Bereich und verwendet die mit dem Mikro-Modell zuvor ermittelten Daten (Temperaturverteilung etc.) sowie thermische Belastungen und externe Kräfte/Randbedingungen, um den Aufbauprozess des Werkstücks abzubilden und die mechanischen Bauteileigenschaften (Eigenspannungen, Fließspannungen, Verformungen) zu ermitteln.
Es wird dabei mit sogenannten äquivalenten Ablagerungsmengen gearbeitet, bei denen mehrere bereits gefertigte Schichten zu einer Einheit zusammengefasst und gleichzeitig mit den Erwärmungs- und Abkühlgeschwindigkeiten des Lasers beaufschlagt werden. Modellgrößen und Rechenzeiten konnten so signifikant reduziert werden.
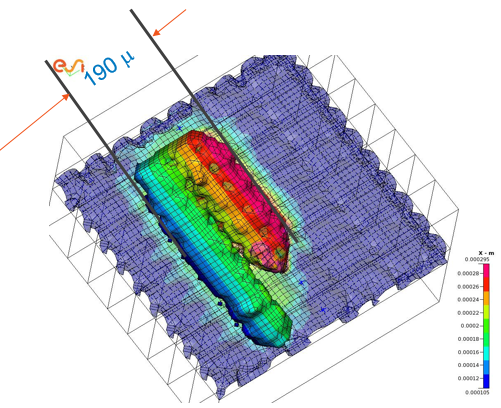
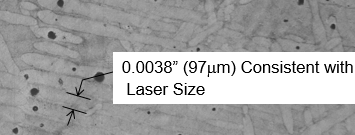
Die vorhergesagte und gemessene Breite der Schmelze liegt innerhalb einer Abweichung von 1 % und zeigt, dass die Spur signifikant breiter ist als der Laser-Durchmesser.
Einfluss der DMLS-Aufbaustrategie auf die Verzerrung
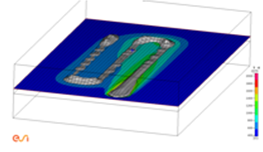
Durch eine Variantensimulation der Eigenspannungen und Verzerrungen lässt sich eine Optimierung der Belichtungsbahn erreichen. Dazu wurden würfelförmige Proben mit unterschiedlichen Belichtungsbahnen hergestellt. Bei der Startkonfiguration lag der Startpunkt für jede Ebene auf der gleichen Ecke, während bei einer Vergleichsprobe der Startpunkt jeder Ebene um 90 Grad gedreht wurde. Durch diese Ebenenrotation wurde eine deutliche Reduktion der totalen Verzerrung erreicht. Sie war mit Rotation nach 50 Schichten nur doppelt so hoch wie bei zehn Schichten ohne Rotation.
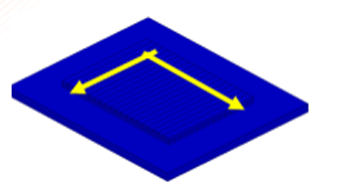
Vergleich unterschiedlicher DMLS-Aufbaustrategien. Startpunkt für jede Ebene in derselben Ecke (links), Startpunkt für jede neue Ebene um 90 Grad gedreht (rechts).
Zusammenfassung und Schlussbemerkung
Der multi-physikalische Simulationsansatz unter Verwendung von Mikro- und Makro-Modellen beschreibt realistisch die physikalischen Phänomene des DMLS-Prozesses, einschließlich der Vorgänge in der Schmelze, der Ausformung der aufgetragenen Spuren, den Eigenspannungen und den Verformungen des Werkstücks. Dies zeigte auch die Validierung der einzelnen Modelle anhand experimenteller Beobachtungen und Messungen, die eine gute Übereinstimmung der Simulationsergebnisse mit den experimentellen Daten dokumentierte. Für die Zukunft wird man sich bei ESI auf die systematische Anwendung der Modelle konzentrieren, um die Bedingungen zu erfassen, die zu Bindefehlern, Porosität und Gaseinschlüssen führen. Weiterhin wird man darauf hinarbeiten, die Anwendbarkeit von Makro-Modellen auf komplexe Werkstücke unter Beweis zu stellen.
Teilen: · · Zur Merkliste