anwenderreportage
Comet Yxlon YXLON CT.Modular: Werkzeugbau mit „Durchblick“
Haidlmair führt für die Qualitätssicherung CT-Technologie von Yxlon ein: Die Haidlmair GmbH als einer der führenden Hersteller von Spritz- und Druckgusswerkzeugen für Transport- und Logistiklösungen geht in der Qualitätssicherung einen entscheidenden Schritt weiter und eröffnet sich zusätzliche Märkte. Durch die Einführung eines YXLON CT.Modular verfügt der Werkzeugspezialist jetzt über den derzeit größten Computertomographen für Anwendungen in verschiedensten Industriebereichen in Österreich. Von Georg Schöpf, x-technik

Stefan Knödlstorfer
Technischer Leiter und COO bei Haidlmair
„Für uns ist es wichtig, unseren Kunden eine möglichst hohe Qualität zu liefern. Mit dem neuen Computertomographen heben wir unsere Qualitätssicherung auf eine neue Ebene und eröffnen uns gleichzeitig zusätzliche Betätigungsfelder.“
Als Werkzeugbaubetrieb hat sich die Haidlmair GmbH aus Nußbach in Oberösterreich schon früh einen Namen als Spezialist für innovative Lösungen für den Lager- und Logistikbereich gemacht. So entwickelte sich das oberösterreichische Traditionsunternehmen innerhalb von 39 Jahren unter anderem zum Weltmarktführer für Werkzeuge zur Herstellung von Getränkekisten. Die Bandbreite reicht von einfachen Dosen-Trays über Leichtboxen in allen Größen und Formen bis zu Flaschenkästen in Mehrmaterial- und/oder Mehrfarbenausführung. Außerdem werden vielfältige Transport- und Logistikanwendungen, Wertstoffbehälter sowie technische bzw. Automotive-Teile mit Werkzeugen aus dem Hause Haidlmair hergestellt.
Dabei verfügt das Unternehmen über die Kompetenz und Ausstattung, seine Kunden von der Entwicklung des Werkzeuges bis zur Bemusterung zu begleiten. Es entstehen hocheffiziente Werkzeuge, bei denen beispielsweise sämtliche Teile einer Klappbox oder auch verschiedene Materialkombinationen in einem einzigen Schuss verarbeitet werden können.
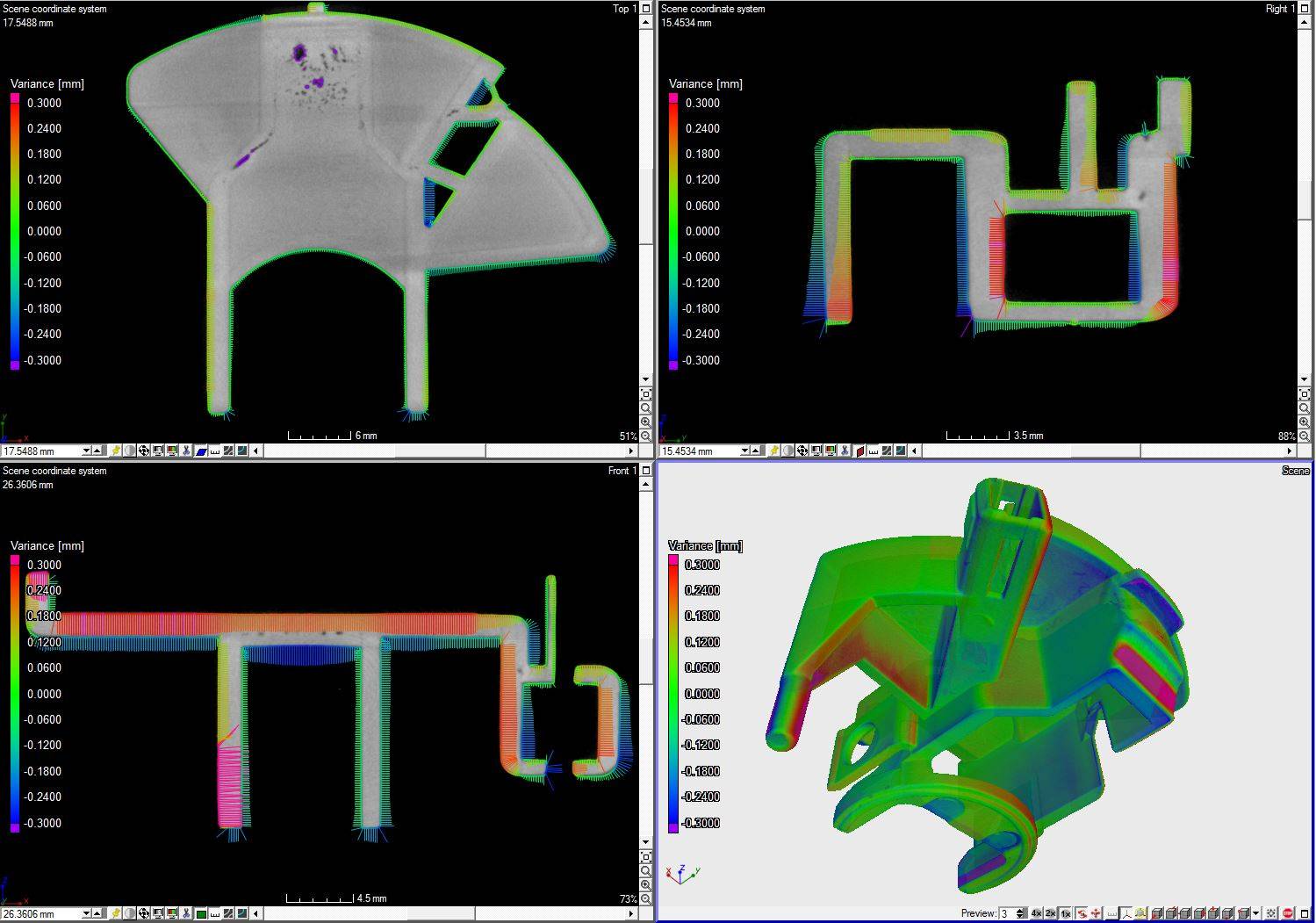
Abweichungen von der Zielgeometrie können mit der Software einfach dargestellt werden.

Thomas Großauer
Leiter Qualitätssicherung bei Haidlmair
„Mit dem CT.Modular-System von Yxlon ist es uns möglich, sowohl dreidimensionale Gesamtabbildungen von Bauteilen zu generieren, als auch Untersuchungen von feinsten Strukturen im Bauteil vorzunehmen. Das geht bis hin zur Faserausrichtung von Kompositwerkstoffen.“
Qualität im Vordergrund
„Wir stellen sämtliche Komponenten unserer Werkzeuge im Hause her und greifen lediglich auf Normteile von externen Anbietern zu. Dabei stehen für uns die Qualität der Werkzeuge und der damit hergestellten Teile immer an oberster Stelle“, beschreibt Stefan Knödlstorfer, Technischer Leiter und COO bei Haidlmair, die hohen Ansprüche des Unternehmens. „In der Qualitätssicherung ist es für uns besonders wichtig, die direkte Abhängigkeit zwischen Werkzeug- und Ergebnisqualität im Blick zu haben. Das bedeutet, dass wir genau wissen müssen, wie die Beschaffenheit und Dimension der mit unseren Werkzeugen hergestellten Teilen ist, um diese mit den Konstruktionsdaten vergleichen zu können“, erklärt Thomas Großauer, Verantwortlicher für Qualitätssicherung bei Haidlmair. „Immer dann, wenn Material umgeformt wird, und das trifft auf den Spritzguss ganz besonders zu, steht man vor der Anforderung, dass sich das Material im Bauteilinneren ganz anders verhalten kann, als es an der Oberfläche scheint. Das macht die qualitative Beurteilung schwierig. Gleiches trifft auch auf die Geometrie in unzugänglichen Bereichen zu. Da benötigt man Prüfverfahren, die es einem erlauben, gewissermaßen ins Bauteil hineinzuschauen“, so der QS-Spezialist weiter.
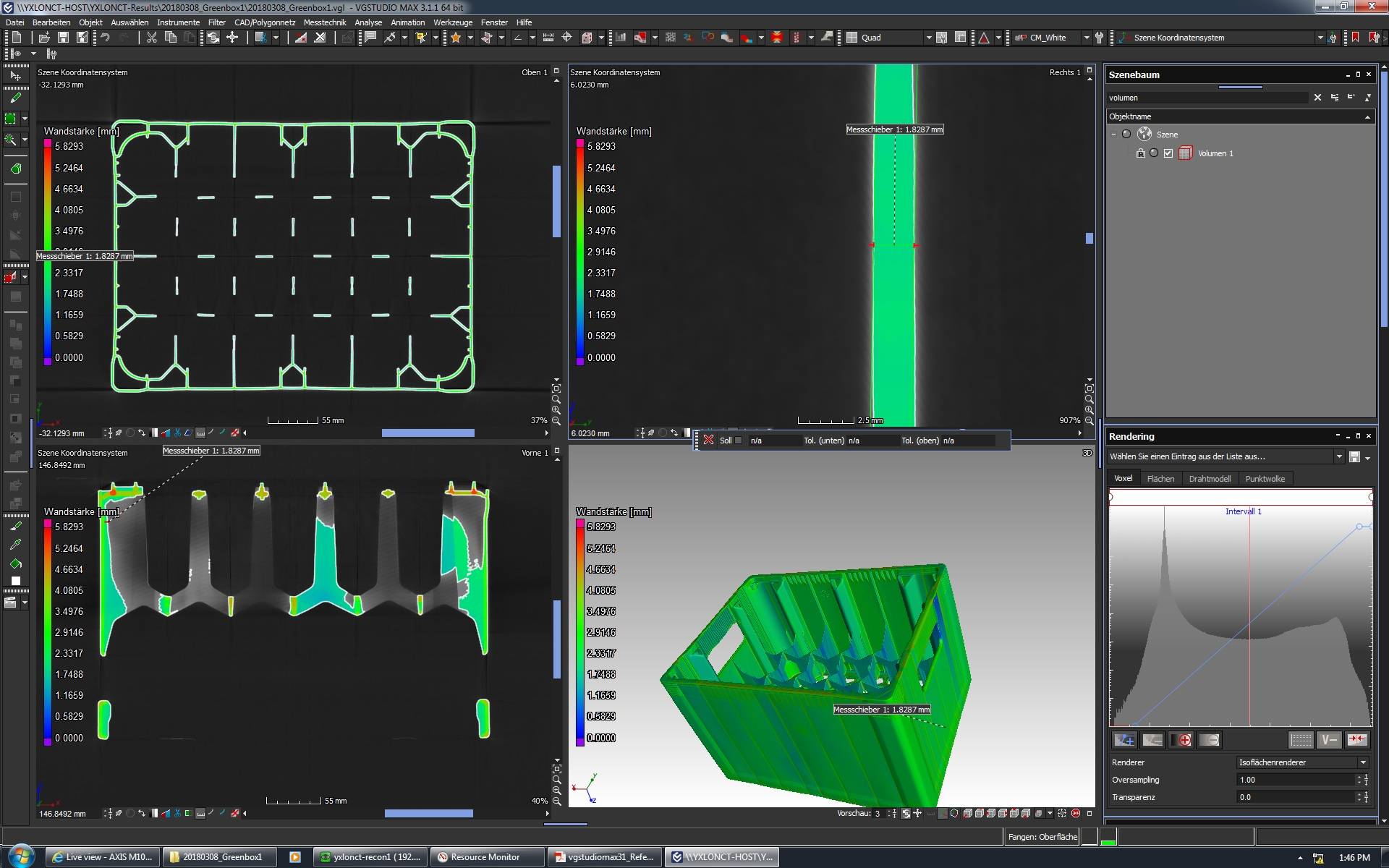
Eine genaue Untersuchung einer auf Haidlmair-Werkzeugen gefertigten Getränkekiste gibt detaillierte Auskunft über die Spritzgießergebnisse.
Kompetenz in der Additiven Fertigung
„Das trifft auch beim Thema Additiver Fertigung in großem Maße zu. In diesem Bereich, den wir in unserem Hause jetzt schon geraume Zeit betreiben und in dem wir uns viel Know-how erarbeitet haben, ist die Notwendigkeit einer intensiven Bauteilbeurteilung enorm wichtig“, ergänzt Knödlstorfer. Haidlmair betreibt neben einer Fortus 900 FDM Maschine von Stratasys auch eine M2 cusing Multilaser mit 2 x 400 W Laserleistung von Concept Laser. Das Thema Additive Fertigung wurde bei Haidlmair zunächst eher im Bereich der Prototypenherstellung betrieben, wird aber mittlerweile auch für die Herstellung von Werkzeugkomponenten und Betriebsmitteln verwendet. „Mit der Additiven Fertigung sind wir aber auch in der Lage, themenfremde Anforderungen, wie zum Beispiel aus dem Archäologieumfeld oder dem künstlerischen Sektor zu bedienen“, betont Knödlstorfer.
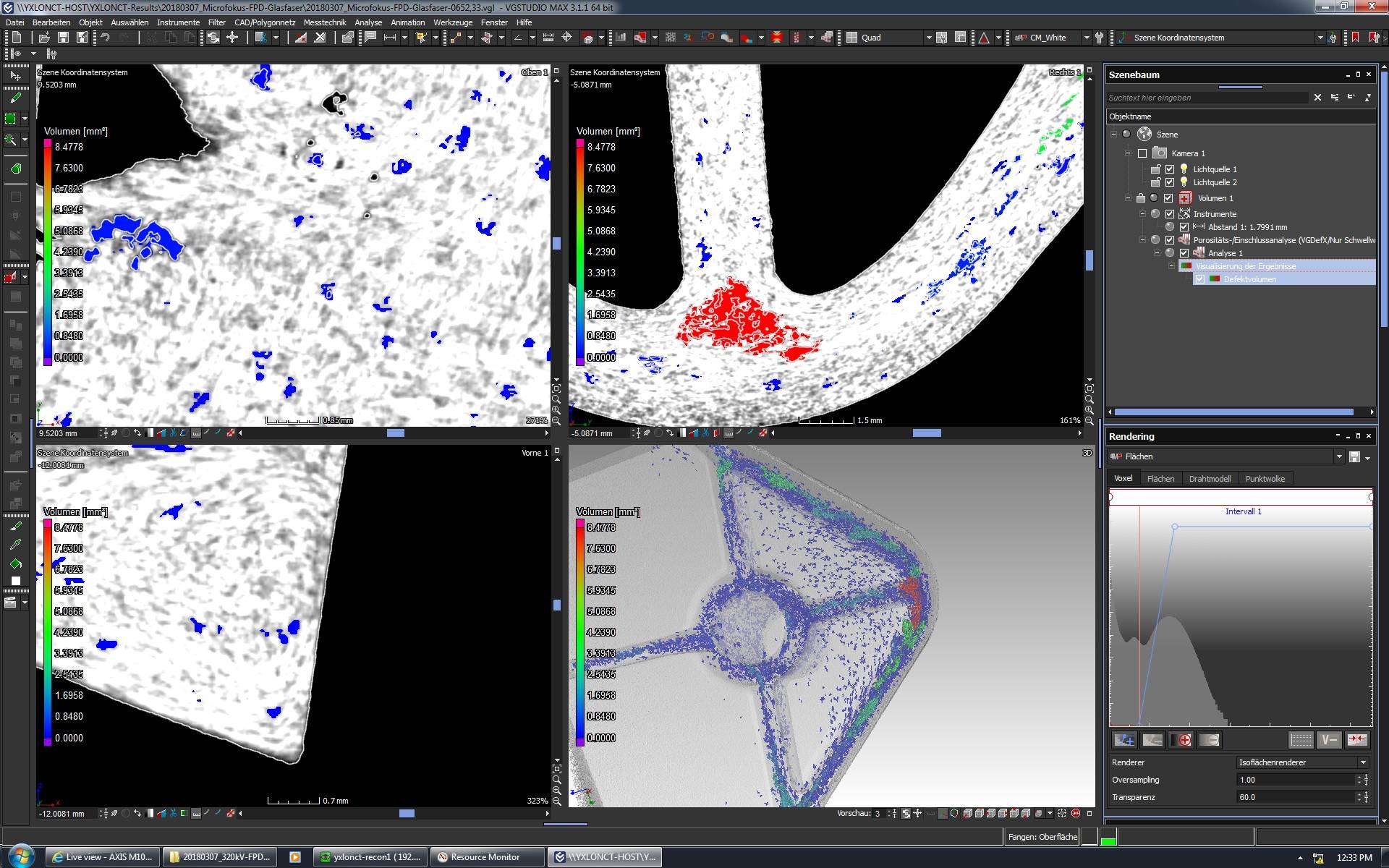
Auch das Ermitteln von Einschlüssen und Lunkern wird durch eine CT-Aufnahme möglich.


Infos zum Anwender
Im Jahre 1979 übernahm Josef Haidlmair den traditionsreichen Schmiedebetrieb seines Vaters mit 250 m² Betriebsfläche sowie fünf Mitarbeitern und begann in der Betriebsgarage mit einem Mitarbeiter den Aufbau der Abteilung für Werkzeugbau. Aus dieser Keimzelle wurde innerhalb von 39 Jahren ein bestens aufgestellter Hersteller für Werkzeuge für Packaging-Lösungen und die Automobilindustrie. Mit mittlerweile 511 Mitarbeitern in zehn Unternehmen, verteilt auf vier Länder bietet die Haidlmair Group Werkzeuge für Spritzguss, Druckguss, Tiefziehen und Spritzstreckblasen sowie dazugehörige Automatisierungslösungen. Neu hinzugekommen ist neben den Dienstleistungen im Bereich Additiver Fertigung nun auch die Bauteilüberprüfung mittels Computertomographie.
Qualitätssicherung neu gedacht
Mit den steigenden Anforderungen in der Qualitätssicherung stellte man sich bei Haidlmair Ende 2016 die Aufgabe, die eingesetzten Mess- und Prüfmethoden auf eine höhere Ebene zu heben. „Bislang haben wir uns auf herkömmliche Messtechnik verlassen. Bei den eingesetzten Tastmessverfahren sind aber schnell die Grenzen erreicht. Einerseits ist es schwierig und vor allem zeitaufwendig beispielsweise unregelmäßige Geometrien wie Freiformflächen zu vermessen, andererseits ist es kaum möglich, innenliegende Konturen abzubilden, geschweige denn verdeckte Hohlräume“, erklärt Großauer. So wurden im Projekt „Qualitätssicherung-neu“ verschiedene moderne Messsysteme gegenübergestellt. In der schlussendlichen Betrachtung blieb die Wahl zwischen optischem Messen und Computertomographie. „Für uns hat am Ende die Computertomographie den größten Nutzen gezeigt.
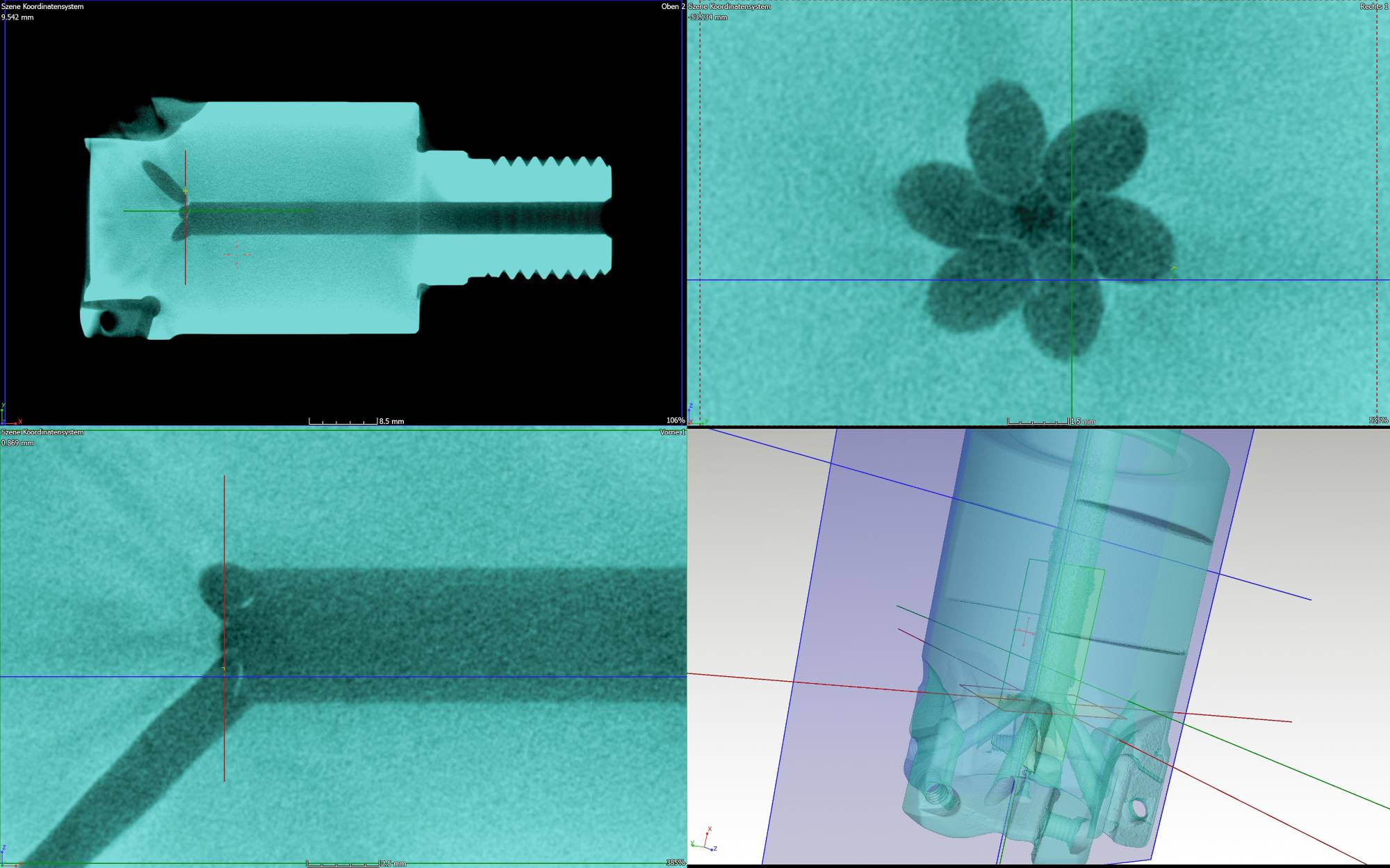
Bauteile können in verschiedenen Schnittebenen, aber auch als 3D-Modell dargestellt werden. Die Genauigkeit bezieht das System aus der Errechnung der Bildgeometrie aus unterschiedlichen Scan-Ebenen.
Computertomographie überzeugt
Beim Messen hat sich gezeigt, dass ein optisches Messsystem im Vergleich mit dem Messen über ein CT keinen signifikanten Vorteil bringt und zusätzlich die Beschränkung besteht, dass natürlich nur optisch zugängliche Bereiche erfasst werden können. Außerdem bietet ein CT die Möglichkeit auch innere Strukturen im Material wie Einschlüsse, Lunker oder strukturelle Fehler zu erkennen“, geht Großauer ins Detail. „Selbstverständlich hat man es bei den Computertomographiesystemen mit einer ganz anderen Investitionsliga zu tun, aber die Vorteile eines solchen Systems wiegen diesen Aspekt auf. Aus wirtschaftlicher Sicht, ist ein CT-System sicher die größere Herausforderung, bietet aber auch einen entscheidenden Benefit, weil wir sowohl Spritzgussergebnisse als auch Werkzeugkomponenten in ihrer inneren Struktur prüfen können. Speziell bei der Überprüfung von Teilen, die mit unseren Werkzeugen hergestellt werden, bietet uns das Verfahren ganz neue Ansätze für die Qualitätssicherung. Daneben eröffnet uns das System im Bereich Reverse Engineering ganz neue Möglichkeiten; sei es das Kopieren archäologischer Artefakte für Ausstellungszwecke oder die Reproduktion von Teilen wie zum Beispiel für die Restaurierung von Oldtimer-Fahrzeugen“, ergänzt Knödlstorfer.

Für das Projekt bei Haidlmair verantwortlich: Thomas Großauer, Leiter Qualitätssicherung bei Haidlmair (links) und Stefan Knödlstorfer, Technischer Leiter und COO bei Haidlmair (rechts).
Dimension als Entscheidungskriterium
Nach der grundsätzlichen Entscheidung, mit welchem Verfahren man die Qualitätssicherung ergänzen wollte, stellte sich die Frage nach einem geeigneten Anbieter. Zu den Spezialitäten von Haidlmair gehören Logistiklösungen im Transportwesen, aber auch in der Abfallwirtschaft. Hier entstehen die größten auf Haidlmair Werkzeugen gefertigten Teile, nämlich Komponenten für Großraum-Mülltonnen mit Abmessungen von bis zu 1.200 x 1.200 x 1.000 mm. Das geforderte Prüfsystem sollte in der Lage sein, auch Werkzeugteile in dieser Größenordnung durchstrahlen zu können. Am Ende des Auswahlverfahrens blieb die Firma Yxlon International GmbH aus Hamburg, die in Österreich von der Grimas GmbH aus dem niederösterreichischen Wolfsgraben vertreten wird, als einziger Anbieter übrig, der in der Lage war, diese Bedingungen zu erfüllen. Mit einem Verfahrweg von 1.250 x 1.250 mm kann das YXLON CT.Modular die erforderlichen Dimensionen abdecken und benötigt trotzdem nur eine Stellfläche von 3.600 x 1.300 x 3.300 mm. „Das Besondere an diesem System ist, dass es nicht, wie sonst bei derartigen Geräten üblich, in einem strahlungsgeschützten Bunker betrieben werden muss, sondern dank seiner Strahlenschutzkabine aus Bleiwänden in unseren regulären Betriebsräumen eingesetzt werden kann. Ein Computertomograph arbeitet mit Röntgenstrahlen, was fast jeder aus dem medizinischen Umfeld kennt, allerdings für industrielle Anwendungen mit wesentlich höherer Leistung. Dementsprechend sind Abschirm- und Sicherheitseinrichtungen für einen ordnungsgemäßen Betrieb zwingend erforderlich. Yxlon war das einzige Unternehmen, das in der Lage war, ein System anzubieten, das allen unseren Anforderungen gerecht wurde“, erzählt Großauer.
Die Entscheidung für das YXLON CT.Modular System fiel Mitte 2017. Im April 2018 konnte es ausgeliefert und Anfang Mai 2018 in Betrieb genommen werden.
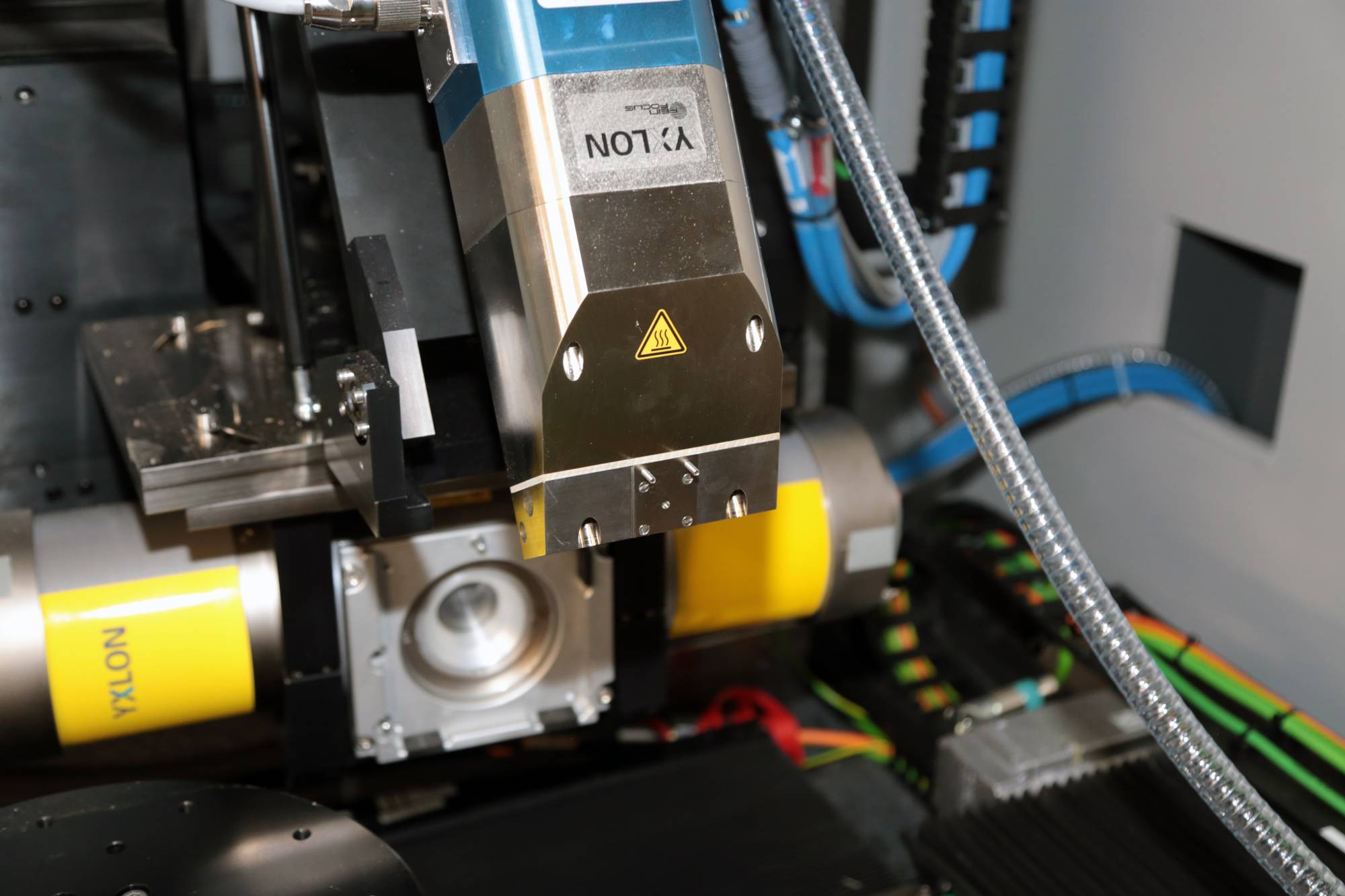
Die 320kV-Minifokus-Röntgenröhre (unten mit runder Öffnung) kommt bei den allgemeinen Scanaufgaben für das Durchleuchten von größeren Komponenten und Teilen zum Einsatz. Die 225kV-Mikrofokus-Röntgenröhre (darüber schräg angeordnet) dient als Strahlenquelle bei der Abbildung feinster Strukturen bis in den Nanometerbereich.

Bis hin zur Faserausrichtung von Faserverstärkten Kunststoffen reicht die Leistungsfähigkeit der Yxlon Industrie-Computertomographen.
Breites Anwendungsspektrum bei hoher Genauigkeit
Für das Scannen kommen in der Anlage zwei verschiedene Strahlenquellen zum Einsatz. Für die allgemeinen Aufgaben steht eine 320kV-Minifokus-Röntgenröhre zur Verfügung, die für die Abbildung mit einem Flachdetektor von 400 x 400 mm Größe eine Voxeldimension bis hinunter auf 24 µm abbilden kann (Anm.: abhängig von Fokus-Objekt-Abstand FOA und Fokus-Detektor-Abstand FDA). Mit dem Zeilendetektor, der eine nominale Auflösung von 100 dpi hat, ist so eine Abbildungsgenauigkeit einer Voxelgröße bis hinunter auf 820 nm möglich. Auch hier wieder abhängig von FOA und FDA. Die etwas kleiner dimensionierte 225kV-Mikrofokus-Röntgenröhre wird für Detailabbildungen kleinerer Prüfbauteile in Verbindung mit dem Flachdetektor herangezogen. Damit ergeben sich eine minimale Voxelgröße von 50 µm bei der Minifokus-Röhre und eine minimale Voxelgröße von 4 µm bei der Microfokus-Röhre. Die Besonderheit des Verfahrens liegt darin, dass während dem Durchstrahlen das Prüfobjekt gedreht wird und somit Abbildungen aus sämtlichen Raumrichtungen generiert werden. Diese werden im Anschluss über einen Rekonstruktionsrechner in ein dreidimensionales Bild umgerechnet. Jeder Raumpunkt wird dabei, je nach Materialdichte über einen definierten Grauwert dargestellt. Da Abbildungen mit unterschiedlichen Fokusebenen vorliegen, lässt sich daraus ein scharf abgegrenztes, dreidimensionales Bauteilabbild errechnen. Grenzwerte können so angepasst werden, dass man dadurch sogar bestimmte Materialeigenschaften wie Faserausrichtungen in Bauteilen aus Kompositwerkstoffen abbilden kann.
Die Auswertung erfolgt über eine spezielle Software der Firma Volume Graphics, die es ermöglicht, die abgebildeten Geometrien auch für Vergleiche mit Konstruktionsdaten und numerischen Berechnungen heranzuziehen und damit nicht nur qualitative Aussagen zu treffen, sondern auch konkrete quantitative Bewertungskennzahlen zu liefern.
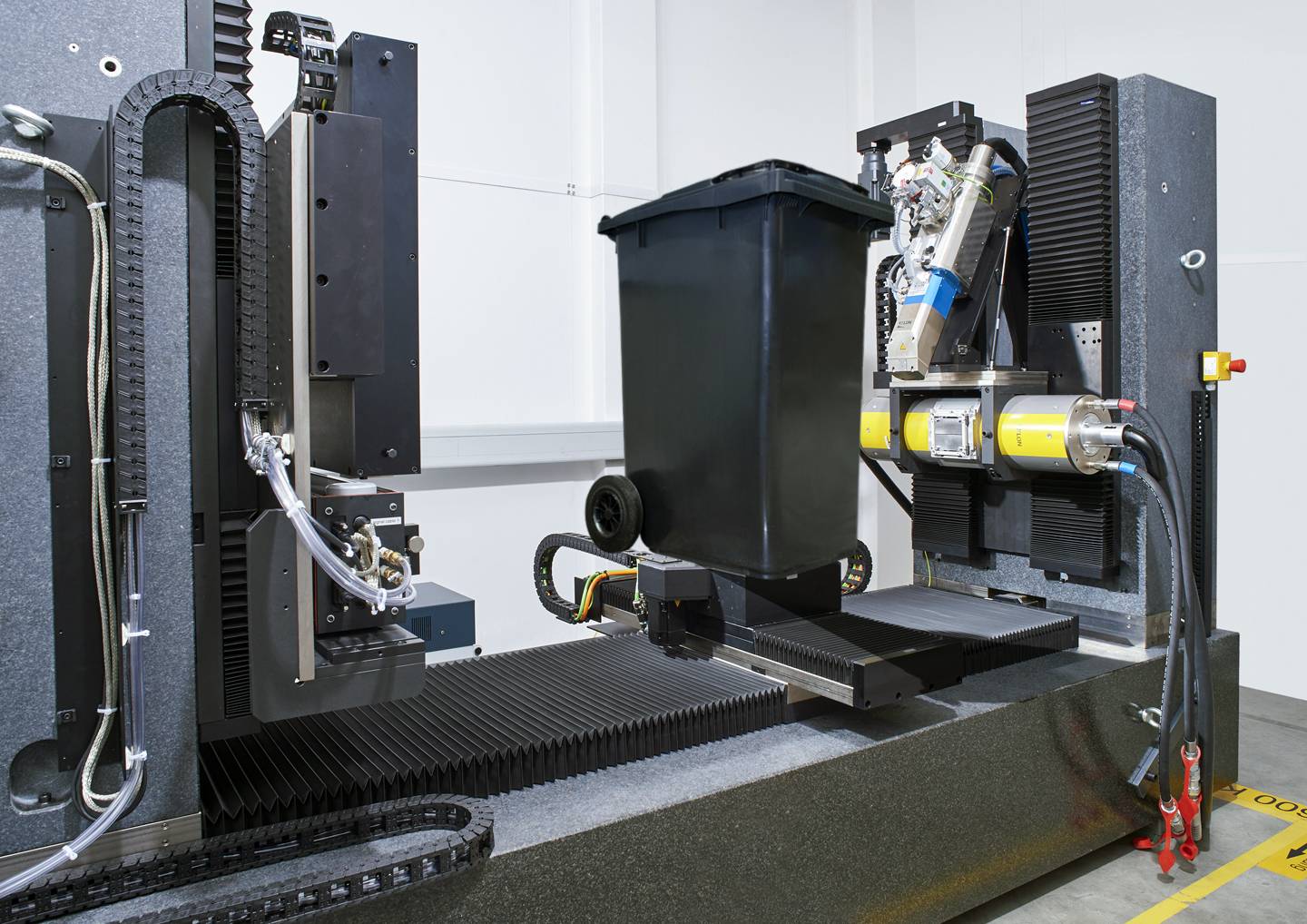
Das Yxlon CT.Modular-System mit Minifokus- und Mikrofokus-Strahleinheit bietet genug Raum, um auch große Komponenten wie eine Großraum-Mülltonne komplett zu untersuchen.
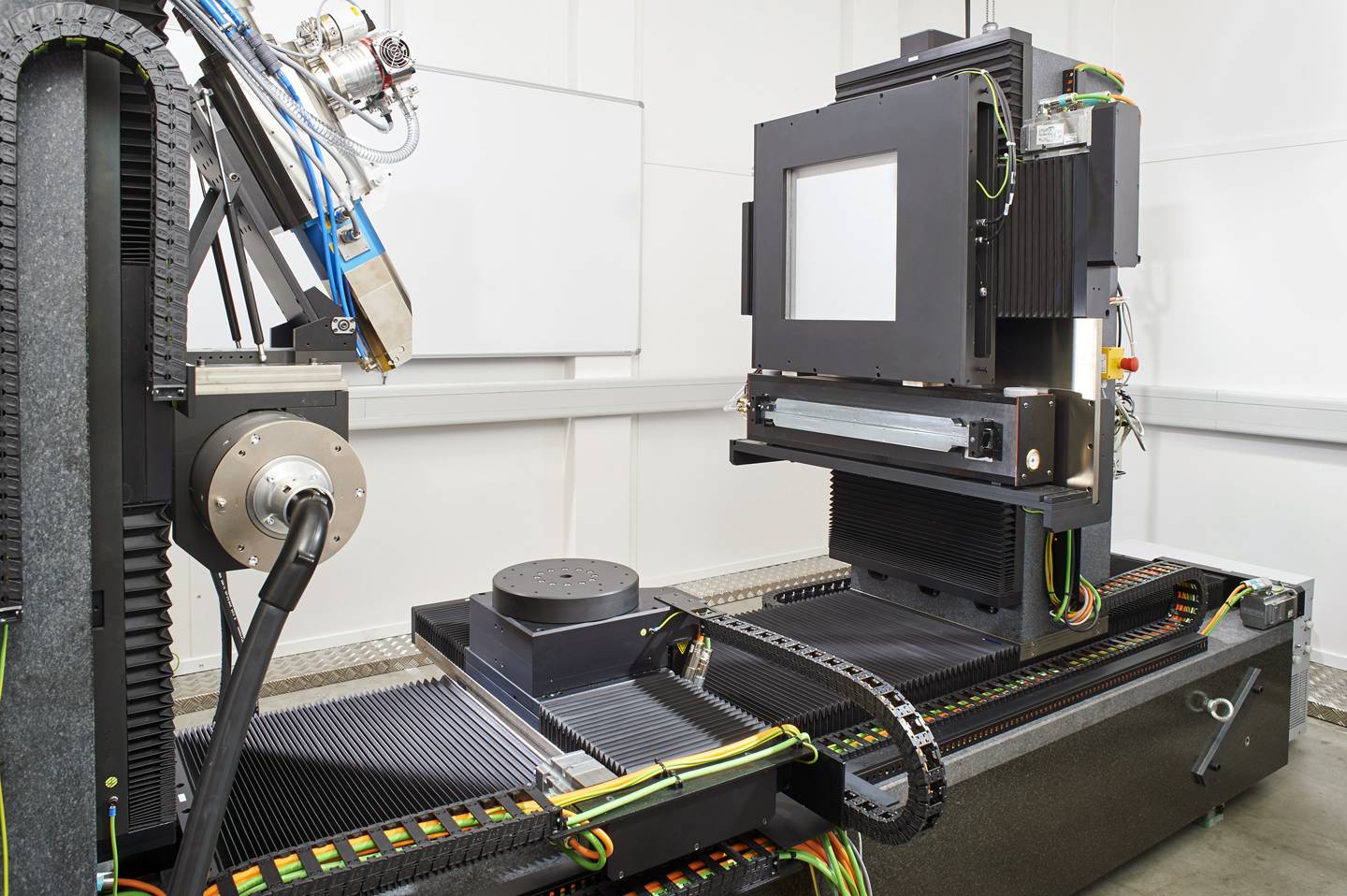
Der Flachdetektor (oben) mit einer Abmessung von 400 x 400 mm dient für schnelle Scans. Scans mit dem Zeilendetektor (unten) sind zeitaufwändiger, jedoch auch feiner in der Auflösung.

Die abschirmende Einhausung mit großer Schiebetüre sorgt für perfekten Strahlungsschutz bei bester Zugänglichkeit.
Erweiterung des Angebotsspektrums
„Durch die Abbildungsgenauigkeit, die wir mit dem System erzielen können, ist es uns jetzt möglich, sowohl Werkzeugteile als auch Spritzgussteile oder additiv hergestellte Bauteile hochauflösend darzustellen und zu vermessen. Die Datenmengen, die dabei anfallen, sind natürlich enorm. Das können bei einer Flaschenkiste durchaus 200 bis 300 GB an Daten sein, die nach dem Ausfiltern übrig bleiben. Die Größe der Roh-Datensätze hängt von der Anzahl der Projektionen eines Scans und der entsprechenden Messkreiserweiterung. Darum verfügt unser Rekonstruktionsrechner auch über 96 Terabyte an Speicherkapazität. Aus den Daten lassen sich auf einfache Weise STEP-Dateien herausschreiben, die beispielsweise direkt wieder in unseren additiven Fertigungsmaschinen verarbeitet werden können. Also alles in allem eine enorme Erweiterung unserer Möglichkeiten. Außerdem ist es uns gelungen, durch Unterstützung der Firma Yxlon das Know-how aufzubauen, das nötig ist, um qualitativ hochwertige Ergebnisse zu erzielen“, fasst Großauer zusammen. „Mit dem CT.Modular von Yxlon haben wir die Voraussetzungen geschaffen, dass wir im Bereich der Qualitätssicherung einen enormen Sprung nach vorne machen und in Österreich wohl als einziges Unternehmen technische CT-Überprüfungen in solchen Dimensionen anbieten können. Wir haben im Zuge dessen selbstverständlich auch sämtliche Voraussetzungen gemäß der Strahlenschutzverordnung geschaffen, um einen sicheren Betrieb zu gewährleisten. Außerdem ermöglicht es uns, in Verbindung mit unseren additiven Fertigungsanlagen neue Geschäftsfelder im Bereich Reverse Engineering, Ersatzteilbewirtschaftung und Reproduktion zu öffnen“, ergänzt Knödlstorfer abschließend.
Teilen: · · Zur Merkliste