Ophir BeamWatch: Nachhaltigkeit braucht Verlässlichkeit
Rohstoffe und Energie sind knapp und wertvoll, die vereinbarten Klimaziele ehrgeizig. Auf dem Weg zu mehr Nachhaltigkeit gilt es, Fertigungsprozesse neu zu gestalten und ressourcenschonend zu produzieren. Längst haben Unternehmen die Chancen erkannt, die die Additive Fertigung in diesem Zusammenhang bietet. Insbesondere der metallische 3D-Druck wächst rapide. Doch gerade hier gilt es, im Sinne der Nachhaltigkeit Energie- und Materialverbrauch zu optimieren. Die kontinuierliche Prüfung der Prozessparameter ist dabei unerlässlich.
Laut einer Studie des Marktforschungsunternehmens Allied Market Research sehen die Experten in den nächsten Jahren das größte Wachstumspotenzial innerhalb der LPBF-Technologie. (Bild: Christian Bay)
Beim Selektiven Laserschmelzen (Laser Powder Bed Fusion – LPBF) wird pulverisiertes Metall mit einem fokussierten Laserstrahl schichtweise aufgeschmolzen. Die Technologie eröffnet neue Möglichkeiten für verschiedenste Anwendungen. In der Konstruktion von Bauteilen für die Industrie über die Implantologie bis hin zum Schmuckdesign, dank des Selektiven Laserschmelzens lassen sich nicht nur filigrane, sondern beliebig komplexe Strukturen schaffen. Der enorme Vorteil: Bei entsprechendem Design und zuverlässiger Fertigung erfüllen die additiv gefertigten Metallteile höchste Anforderungen an Belastbarkeit, Stabilität und Lebensdauer.
Entsprechend positiv sind die Erfolgsprognosen der Technologie. In einer 2022 veröffentlichten Studie prognostiziert das Marktforschungsunternehmen Allied Market Research dem metallischen 3D-Druck ein Marktvolumen von 14,1 Milliarden Dollar in 2031. Das größte Wachstumspotenzial innerhalb dieses Segments sehen die Experten bei der LPBF-Technologie. Es lohnt sich also, dieser Technologie in Hinblick auf ihre Nachhaltigkeit ein besonderes Augenmerk zu schenken.

Die Laserleistung wird in der geschlossenen Baukammer gemessen und per Bluetooth auf Mobiltelefon oder Tablet übertragen. (Bild: MKS|Ophir)
Nachhaltigkeit – aus vielen Blickwinkeln zu betrachten
Nachhaltige Fertigung ist ein weiter Begriff. Zahlreiche Kriterien können herangezogen werden, um die „Nachhaltigkeit“ tatsächlich zu bewerten. Beim Selektiven Laserschmelzen stehen in der Regel drei Aspekte im Vordergrund:
• Die Freiheit beim Design der Bauteile schafft innovative Produkte, die in ihrer Anwendung nachhaltig sind. So lassen sich beispielsweise Bauteile für die Automobilindustrie oder die Luft- und Raumfahrt in Leichtbauweise mit Hohlräumen oder Innenstrukturen konstruieren, die den Energieverbrauch im Betrieb senken.
• Die Technologie ermöglicht die individuelle Fertigung von Ersatzteilen, so dass die Funktionsfähigkeit von Produkten über längere Zeit gewährleistet werden kann. Gleichzeitig werden Ausfallzeiten minimiert, wenn die Ersatzteile schnell gefertigt werden können. Beides trägt zu einer besseren Ökobilanz bei.
• Die Konstruktion der Teile erfolgt digital am CAD-Modell und wird von dort direkt in die entwickelte Struktur umgesetzt. Zwar sind teilweise noch Stützstrukturen erforderlich, die beim Fertigen zusätzliche Stabilität gewährleisten, deren Volumen konnte aber durch Weiterentwicklungen in der (Slicer-)Software deutlich verringert werden. Im Gesamtvergleich zur spanenden Bearbeitung lässt sich das Metall deutlich effizienter nutzen, wodurch der Bedarf an hochwertigen Rohstoffen sinkt.
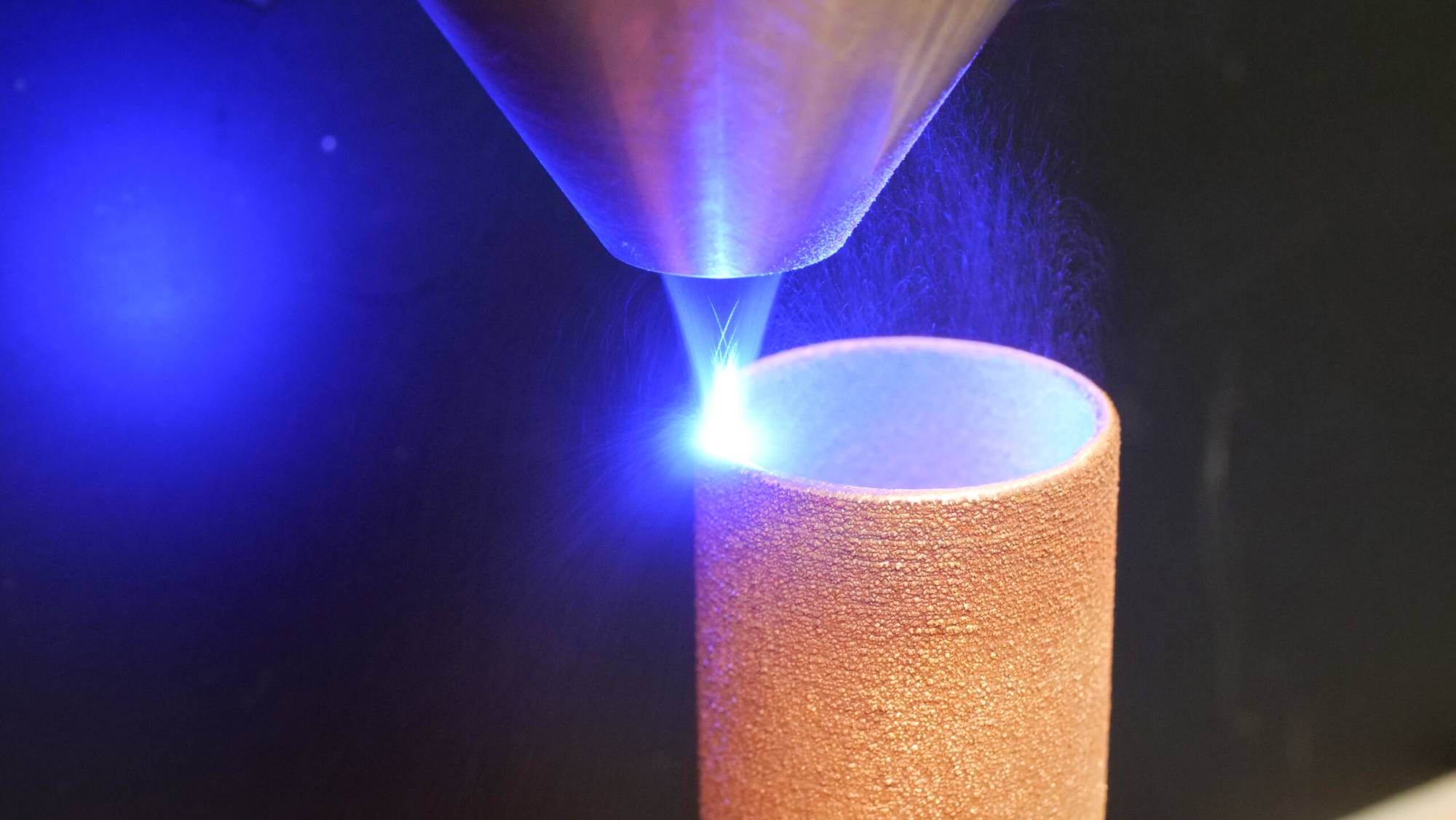
Blaue Diodenlaser ermöglichen die Additive Fertigung von Kupferteilen. (Bild: Laserline GmbH)
Qualität und Zuverlässigkeit langfristig entscheidend
Gerade in Hinblick auf die Nachhaltigkeit sollte eines jedoch nicht vergessen werden: Die Vorteile kommen nur dann zum Tragen, wenn die Qualität der gefertigten Bauteile konstant hoch ist. Sobald die Maschinen Ausschuss produzieren, leidet die Ökobilanz signifikant. Entscheidend sind sowohl die Qualität der verwendeten Materialien als auch des bzw. der fokussierten Laserstrahlen. Tatsächlich wurde der Einfluss der Laserparameter beim Selektiven Laserschmelzen in der Anwendung lange vernachlässigt. Während deren Messung in der Konstruktionsphase der LBPF-Systeme eine zentrale Rolle spielt, wurden die fokussierten Laserstrahlen zwischen Baujobs nur selten geprüft.
Hier findet in den letzten Jahren ein Umdenken statt, das positiven Einfluss auf die Nachhaltigkeit der Technologie hat, wie Sven Schipper, MKS Sales Engineer für Ophir Messtechnik berichtet: „Wir sehen in den letzten beiden Jahren einen klaren Trend hin zu regelmäßigen Messungen auf Anwenderseite. Häufig geht es darum, die Produktionsqualität komplexer Bauteile abzusichern, die starken Beanspruchungen ausgesetzt sind. Die kontinuierliche Überwachung der Laserparameter verhindert, dass Ausschuss produziert wird oder auch nur zu viel Energie im Prozess aufgewendet wird. Im Sinne der Nachhaltigkeit zahlt sich beides aus.“

Auch auf der Laser World of Photonics war die Messtechnik für Laser in der Additiven Fertigung ein zentrales Thema. Links im Bild das Ophir BeamWatch AM-Strahlanalysesystem, in der Mitte das kompakte Ophir Ariel-Leistungsmessgerät sowie rechts das neue Ophir BeamPeek-Kombi-Messgerät. (Bild: MKS|Ophir)
Baukammern werden größer, die Messtechnik kleiner
Die Entwicklungen im Selektiven Laserschmelzen sind enorm. Nicht nur die Größen der Baukammern sind deutlich variabler, es werden gleichzeitig mehrere Laser zum Schmelzen des metallischen Pulvers verwendet. Mittlerweile sind auch Anlagen verfügbar, die mit Lasern im Grün/blau-Spektrum bestückt sind, um stark reflektierende Materialien wie beispielsweise Kupfer zu verarbeiten. Die gute Nachricht für die Anwender: Die Technik zur Messung der Laser in der Baukammer hält Schritt mit den Entwicklungen. Die Branche hat sich auf die Bedürfnisse der Anwender sowohl in Hinblick auf die räumlichen Gegebenheiten als auch auf die Arten der verwendeten Laserstrahlquellen eingestellt.
Pulverbett: Trotz der teilweise hohen Laserleistungen sollten die Messungen ohne zusätzliche Wasserkühlung erfolgen. Ideal sind geschlossene, robuste Messgeräte.
Geschlossene Baukammern: Autark arbeitende Messgeräte ohne zusätzliche Verkabelung nach draußen vereinfachen die Messungen, da die Baukammer vollständig geschlossen werden kann.
Unterschiedliche Wellenlängen: Messgeräte, die nicht nur im NIR-Bereich, sondern auch im Grün/blau-Spektrum arbeiten, lassen sich flexibel beispielsweise bei der Additiven Fertigung von Kupferbauteilen einsetzen.
Hersteller wie MKS trugen diesen Anforderungen Rechnung. Der Konzern erweiterte sein Portfolio an Ophir Messtechnik für LPBF-Systeme um zwei weitere Messgeräte: Das Ophir Ariel-Leistungsmessgerät ist äußerst kompakt – es passt auf eine Hand – und arbeitet völlig autark. Die Stromversorgung übernimmt ein integrierter Akku, die Datenübertragung aus der Messkammer erfolgt mittels Bluetooth. Ganz aktuell stellte das Unternehmen auf der Photonics West die neue StarViewer iOS App vor, die die Steuerung des Messgeräts über iPhones oder iPads ermöglicht. Das Messgerät eignet sich zudem auch für grüne und blaue Laser.
Für Anwender, die zur Leistung auch das Strahlprofil erfassen möchten, entwickelte das Unternehmen das Ophir BeamPeek-Analysegerät. Dank eines eigens entwickelten Kühlsystems mit auswechselbaren Einschüben lassen sich Leistung und Strahlprofil des Lasers schnell und ohne Abkühlzeiten zwischen aufeinanderfolgenden Messungen ermitteln. Der Laserstrahl fällt in das System und trifft dort auf einen Strahlteiler, der einen kleinen Teil des Strahls auf die Kamera lenkt, der Hauptteil des Strahls wird weiter aufgeteilt. Ein Teil des Strahls gelangt auf den integrierten thermischen Sensor. Dieser kann bis zu 1 kW für zwei Minuten – sowohl bei grünen (532 nm) als auch bei NIR-Wellenlängen (1.030 – 1.080 nm) – messen.
Ganzheitliche Ansätze
Das Selektive Laserschmelzen ist ein komplexer Vorgang, bei dem alle Komponenten optimal aufeinander abgestimmt sein müssen. Sven Schipper dazu: „Die Additive Fertigung bietet beste Voraussetzungen, um nachhaltig zu fertigen. Die Laserleistung und gegebenenfalls auch das Strahlprofil des fokussierten Laserstrahls zu kennen und zu optimieren, ist nur ein – wenn auch wichtiges – Puzzleteil. Ob ein Prozess tatsächlich nachhaltig ist, hängt aber selbstverständlich von zahlreichen weiteren Faktoren ab. Gelingt es jedoch, die Atmosphäre in der Baukammer, die Qualität des verwendeten Pulvers und den Laserstrahl optimal abzustimmen, wird Ausschuss vermieden, die Energieeffizienz steigt und der Materialverbrauch sinkt.“
Zur Studie des Marktforschungsunternehmen Allied Market Research
Teilen: · · Zur Merkliste