Ophir Spiricon LBS-300 HP-NIR: Voraussetzungen für die Serienfertigung
Warum die Messung der Laserstrahlqualität für die pulverbasierte Additive Fertigung entscheidend ist: Die Konstanz der Laserparameter innerhalb des Selektiven Laserschmelzens nimmt wesentlichen Einfluss auf die Reproduzierbarkeit des gesamten Prozesses. Sowohl die Hersteller als auch die Anwender der Laseranlagen sind gut beraten, ihre Aufmerksamkeit auf die Qualität des fokussierten Strahls zu lenken. Doch wie lässt sich diese im Rahmen des Arbeitsprozesses schnell und kosteneffizient messen? Diese Frage zu beantworten, erfordert ein ausgeprägtes Verständnis für die Funktionsweise laserbasierter AM-Systeme. Von Christian Dini, Director Global Business Development, Ophir
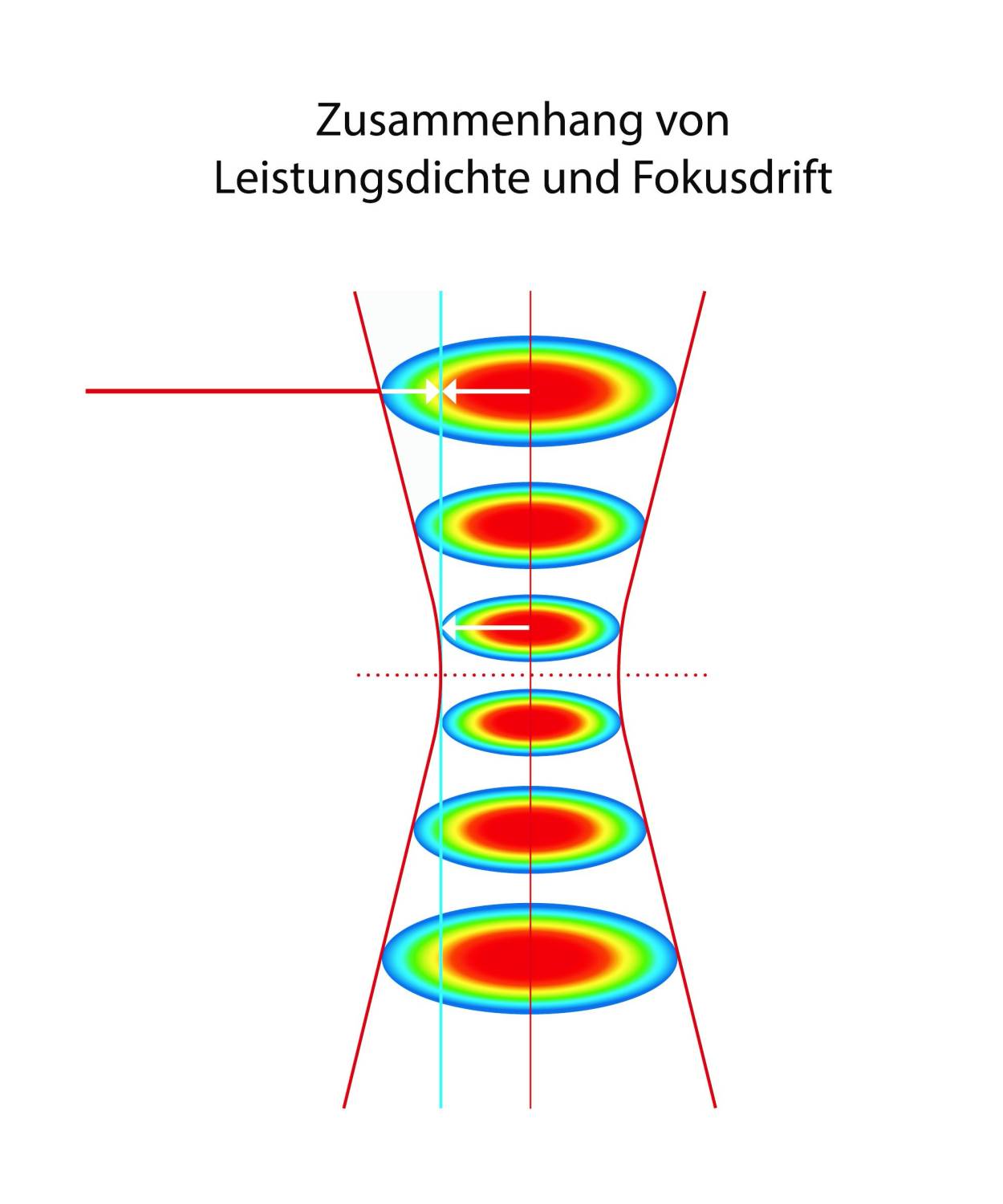
Beziehung zwischen Leistungsdichte und Fokusshift.
Einer der Schlüsselparameter innerhalb des selektiven Laserschmelz-Prozesses ist die Leistungsdichte des Laserstrahls. Zur Berechnung der Leistungsdichte wird die Leistung des Laserstahls durch die Strahlfläche, basierend auf dem Radius des Strahls, dividiert. Ganz gleich um welche Strahlform es sich handelt, der kritische Punkt ist, dass schon eine geringe Abweichung der Fokusposition die Strahlfläche und damit die Leistungsdichte signifikant ändert.
Wie sehr sich die Änderungen der Fläche auf die Leistungsdichte auswirken, zeigen die folgenden Berechnungsbeispiele: Bei einem 4.000 W-Laser, der auf eine Strahlgröße von 100 µm Durchmesser fokussiert wird, beträgt die durchschnittliche Leistungsdichte des fokussierten Strahls 51 MW/cm². Bei einer Verdoppelung des Fokusdurchmessers auf nur 200 µm sinkt die Leistungsdichte auf 12,7 MW/cm², also ein Viertel. Selbst am Limit des Rayleigh Range, hier bei 141 µm Strahldurchmesser, hat sich die Leistungsdichte bereits halbiert (25,6 MW/cm²).
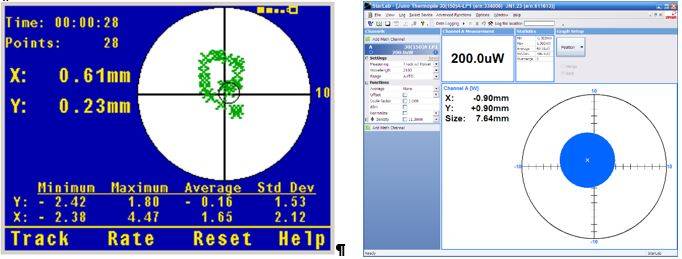
Messungen mit einem PPS-Sensor (Power Position Size-Sensoren) liefern eine erste Einschätzung zum Status eines laser-basierten Systems.
Wie sich thermische Effekte auswirken
In der Regel muss ein Laserstrahl zunächst mit Optiken oder Spiegeln in seiner Größe, Form und/oder dem benötigten Intensitätsprofil an die jeweilige Anwendung angepasst werden. Doch die optischen Komponenten absorbieren mit zunehmender Alterung mehr Laserleistung, es entstehen thermische Effekte, welche die Größe oder Position des Strahlfokus ändern. Dieser Effekt wird als Thermische Linse bezeichnet, welcher wiederum zum Fokusshift führt. Liegt der Laserfokus über der Arbeitsebene, weitet sich der Strahl schon wieder auf und die Leistungsdichte sinkt. Bei hohen Leistungsdichten kann sich Plasma um den Fokus bilden, das die Strahlqualität beeinträchtigt. Liegt der Laserfokus zu tief, quasi unterhalb der Arbeitsebene, sinkt die Leistungsdichte ebenfalls. Im Sinne der Produktqualität und der Prozesskonstanz ist es entscheidend, die genaue Lage des Fokus zu kennen und regelmäßig zu prüfen. Die Ingenieure, die neue AM-Anlagen konstruieren, ebenso wie die Experten in der Produktion müssen nicht nur Parameter wie Räumliche Intensitätsverteilung, Fokuslage und Leistung und Energie im Fokus kennen, sondern auch Strahlqualität, Divergenz und die Stabilität dieser Parameter im zeitlichen Verlauf.
Ophir LBS-300HP ermöglicht die kamerabasierte Strahlprofilanalyse von Hochleistungslasern.
Bandbreite an messtechnischen Lösungen
Die in den letzten zwanzig Jahren wohl am häufigsten genutzte Messmethode ist die schlitzbasierte Strahlprofilmessung für geringe und mittlere Leistungen. Sie liefert 2D-Bilder des Strahlprofils, ist verhältnismäßig günstig und die Messgeräte sind kompakt verarbeitet. Zweitens gibt es sogenannte Power Position Size Sensoren (PPS), die nicht nur die Leistung, sondern auch die Position und Größe des Strahls messen und damit einen Schritt weiter gehen als klassische Leistungsmessgeräte. Sie werden sowohl verwendet, um die Strahlführung zu justieren als auch innerhalb der Arbeitskammer.
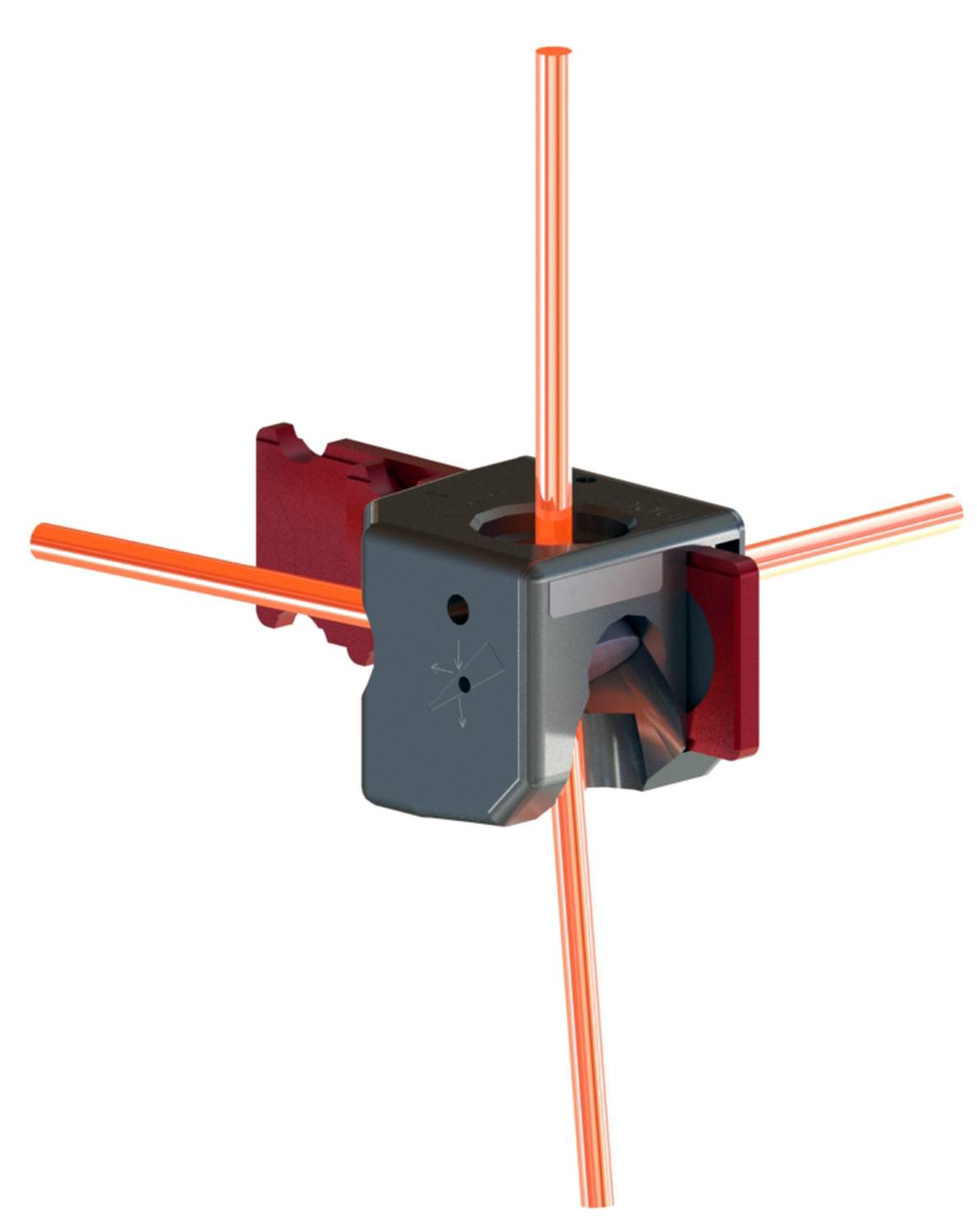
Kürzlich eröffnete sich eine zusätzliche Option, um Hochleistungslaser in AM-Prozessen zu messen: Mit dem LBS-300 HP-NIR entwickelte Ophir einen Strahlteiler speziell für Strahlprofil-Kameras. Dank der neuartigen Abschwächeroptiken lassen sich fokussierte oder kollimierte Laserstrahlen im Nahinfrarot (1.000 – 1.100 nm) bis zu 5 kW oder 15 MW/cm² messen. Dank dieser Technologie ist jetzt ein kostengünstiges System verfügbar, das 2D- und 3D-Strahlprofile und schnelle Messungen sowohl eines Bildes integriert über die Zeit sowie des vollständigen Strahlprofils mit dynamischen Änderungen in Videorate liefert.
Die vierte Alternative, um den Strahl innerhalb der Arbeitskammer zu messen, bietet die berührungslose Messtechnik basierend auf der Methode des Rayleigh-Scattering eines Laserstrahls. Die Ophir Technologie wurde im BeamWatch AM-Messgerät speziell für die Anwendung in der Additiven Fertigung weiterentwickelt. Das leichte, kompakte Messgerät ermittelt die Strahlposition und den Einfallswinkel, die Fokusgröße, -position sowie Qualitätsparameter wie M² und Strahlkaustik in Echtzeit. Diese Messungen geben dem Anwender sofort Auskunft darüber, ob der Strahl ausgerichtet und die Arbeitsebene im Fokus ist. Zudem erfolgt die Messung sekundenschnell, so dass der Fokusshift ermittelt werden kann und ein realistisches Bild des Prozesses entsteht. Klassische Messgeräte sind deutlich langsamer und gaukeln häufig einen stabilen Prozess vor, während sie schlicht nicht in der Lage sind den Fokusshift überhaupt zu messen.
Gerade bei hohen Leistungsdichten von mehr als 2 MW/cm², wie sie bei der Additiven Fertigung häufig verwendet werden, erweist sich die berührungslose Messung als besonders vorteilhaft. Da das Messgerät eine Leistung von bis zu 1 kW über eine Dauer von mehr als zwei Minuten ohne aktive Kühlung aufzeichnen kann, lässt es sich sowohl in der Forschung und Entwicklung als auch in Produktion und Service einsetzen.

Ophir BeamWatch AM liefert sekundenschnell zuverlässige Messergebnisse.
Fazit
Schlitzbasierende oder PPS-Sensoren bilden hinsichtlich der gelieferten Daten und der Kosten die Einsteigermodelle, um Daten zu sammeln. Die neue verfügbare Option, CCD-Kameras für AM-Anwendungen bei höheren Laserleistungen zu nutzen, geht einen deutlichen Schritt weiter. Hier wird Strahlprofilanalyse zu günstigen Konditionen möglich und entscheidende Barrieren wie Aufbauzeiten und Messdauer werden überwunden. Die Kombination aus Strahlteiler-Optik und CCD-Kamera bietet aussagekräftige Messergebnisse mit einem kompakten, einfach zu nutzenden Messgerät zu vergleichsweise günstigen Preisen. Die Erfassung von Trendlinien der Leistungsdichte erlaubt engere Prozessfenster und den Betrieb des Lasersystems nahe an den optimalen Spezifikationen.
Wenn es darum geht, die Leistungsfähigkeit des Lasers in der Arbeitskammer regelmäßig zu messen, bietet ein berührungsloses Messgerät wie das Ophir BeamWatch AM große Vorteile. Aufgrund der kurzen Aufbauzeit und der geringen Messdauer kann der Hersteller mehr Laseranlagen in kürzerer Zeit herstellen und kalibrieren. Nutzt das Serviceteam des Herstellers das gleiche Gerät, spart es auch hier Zeit und die Messergebnisse lassen sich noch zuverlässiger zwischen Feld und Produktion vergleichen. Aus Anwenderperspektive lässt sich die Strahlqualität schnell und regelmäßig im Produktionsprozess messen.
Unabhängig davon, für welche Messmethode sich Hersteller und Anwender entscheiden, der erste Schritt in Richtung reproduzierbarer Ergebnisse ist das Bewusstsein dafür, dass der Laserstrahl überhaupt regelmäßig überwacht werden muss. Nur so kann eine reproduzierbare Qualität der produzierten Teile gewährleistet werden.
Teilen: · · Zur Merkliste