anwenderreportage
Ophir Spiricon BeamWatch AM: Strahlqualität als Erfolgskriterium
Fraunhofer IAPT stellt durch Messen der Laserstrahlqualität die Reproduzierbarkeit bei LBM-Prozessen sicher: Die Forschungseinrichtung hat es sich zum Ziel gesetzt, die additive Produktion zu automatisieren und mit Hilfe dieser Technologie zukünftige Produkte ressourceneffizient herstellen zu können. Entscheidend dafür, ob sich die additiven Technologien mit Lasern in der Serienfertigung durchsetzen, ist die gleichbleibend hohe Qualität der gefertigten Komponenten. Diese lässt sich nur dann gewährleisten, wenn die Maschinen wiederholbar immer gleiche Ergebnisse liefern. Am Fraunhofer IAPT beschäftigt sich die Arbeitsgruppe Qualitätssicherung und Zertifizierung genau mit diesem Thema. Von Dagmar Ecker, Diplom-Wirtschaftsingenieurin (FH)

Experten des Fraunhofer IAPT untersuchen den Laser einer AM-Anlage mit einem Ophir BeamWatch AM. (Bild: Fraunhofer IAPT)
Shortcut
Aufgabenstellung: Sicherstellung der Fertigungsqualität beim Laserstrahlschmelzen.
Ansatz: Überprüfen von Laserkaustik und -leistung um eine gleichbleibende Strahlqualität sicherzustellen und dadurch Fehler zu vermeiden.
Lösung: Messung der Strahlqualität vor uns nach dem Baujob mittel Ophir BeamWatch AM.
Nutzen: Fehler im Laserstrahl können frühzeitig erkannt und damit Ausschuss vermieden werden.
Im Rahmen zahlreicher Untersuchungen wurde eines klar: Sowohl in der Forschung als auch in der Fertigung müssen die Laserparameter regelmäßig überprüft werden. Das Fraunhofer IAPT nutzt dazu meist das Ophir BeamWatch AM, das auf der berührungslosen Messung des Laserstrahls basiert, über kompakte Abmessungen zum Einsatz in der Produktionskammer verfügt und sehr schnell Messergebnisse liefert.
Einfach und schnell lässt sich der Ophir BeamWatch AM in der Produktionskammer platzieren. (Bild: Fraunhofer IAPT)


Infos zum Anwender
Die Fraunhofer-Einrichtung für Additive Produktionstechnologien IAPT wird von Prof. Dr.-Ing. Claus Emmelmann und von Prof. Dr.-Ing. Dr. h.c. Ralf-Eckhard Beyer geleitet und steht mit seinen rund 100 Mitarbeitern für nachhaltige Innovation im Bereich der Additiven Produktion. Dies reicht von Entwicklung auf Prozess- und Materialebene über die Entwicklung von neuartigen Bauteildesigns sowie Systemtechnologien bis hin zur Fabrikplanung und Digitalisierung. Das Leistungsspektrum im Bereich der Auftragsforschung wendet sich sowohl an Wirtschaft und Industrie als auch an die Gesellschaft und bildet die vollumfängliche Prozesskette ab. Für Ihre Kunden entwickeln und optimieren sie Technologien, Verfahren und Produkte bis hin zur Herstellung von Prototypen und Kleinserien. (Bild: Fraunhofer IAPT)
Industrie und Wissenschaft
Das Fraunhofer IAPT gilt als eine der führenden Einrichtungen im Bereich der Additiven Fertigung und hat sich dem wissenschaftlich-industriellen Technologietransfer im 3D-Druck verschrieben. Im Fokus steht die Anwendung additiver Technologien im Flugzeug-, Fahrzeug-, Schienenfahrzeug-, Schiff-, Werkzeug- und Maschinenbau sowie der Medizin- und Kunststofftechnik für die Serienfertigung. Schon seit einigen Jahren kooperiert das Fraunhofer IAPT mit MKS Instruments und nutzt Ophir Messtechnik. Vor allem das eigens von Ophir für die Anwendung in der additiven Fertigung entwickelte BeamWatch AM wird von den Laserexperten des Instituts mittlerweile intensiv genutzt. Es basiert auf der berührungslosen Vermessung des Laserstrahls mittels des Effekts der Rayleighstreuung und liefert schnell umfangreiche Messergebnisse hinsichtlich Laserkaustik und -leistung. Beschränkte sich die Anwendung des Messgeräts zunächst auf die Ursachenanalyse, sobald Unregelmäßigkeiten festgestellt wurden, so ist es heute aus dem täglichen Betrieb nicht mehr wegzudenken wie Hussein Tarhini, Master of Science in Mechanical Engineering und Projektingenieur beim Fraunhofer IAPT erläutert: „Wir begleiten Unternehmen auf dem Weg zu hochqualitativen, additiv gefertigten Bauteilen. Das sind häufig auch stark beanspruchte Komponenten, beispielsweise für die Luft- und Raumfahrt. Bei unseren Prüfungen wurde uns klar, dass Veränderungen der Lasercharakteristik die Fertigungsqualität erheblich beeinflussen können.“
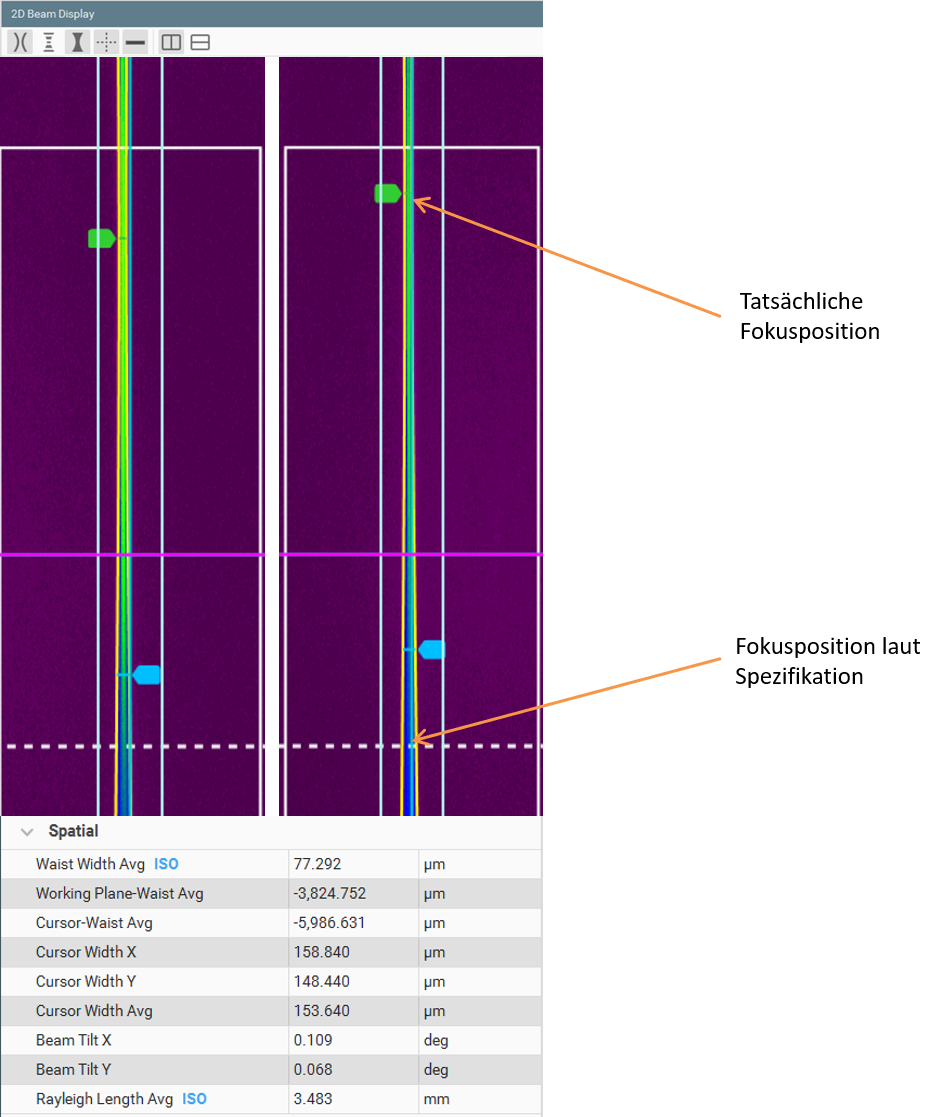
Messergebnisse Beispiel 1, ermittelt mit Ophir BeamWatch AM: die abweichende Fokusposition wurde durch ein beschädigtes Schutzglas verursacht. (Bild: Fraunhofer IAPT)
Laserstrahl und Qualität
Hussein Tarhini arbeitet gemeinsam mit Stefan Grottker, Master of Science in Optical Engineering und Projektingenieur, in der Arbeitsgruppe Qualitätssicherung und Zertifizierung am Fraunhofer IAPT. Der Ansatz der Experten des Fraunhofer IAPT geht klar in Richtung präventive Messungen und Big Data: Die hohe Komplexität des AM-Prozesses mit über hundert potenziellen Einflussgrößen erfordert deren systematische Überwachung und Sammlung. Anschließend lassen sich die Daten mit künstlicher Intelligenz und Six Sigma Strategien interpretieren. Ziel der Arbeitsgruppe ist es, genau solche neuen Technologien und Prozesse zu entwickeln sowie die AM-Prozesse weiter zu optimieren. Diese Vorab-Prüfungen sollen sehr teure nachträgliche Tests wie µCT Scans oder destruktive Testmethoden weitestgehend überflüssig machen. Allerdings wurde aus Sicht der Experten des Fraunhofer IAPT bisher der Einfluss des fokussierten Laserstrahls auf die Fertigungsqualität vernachlässigt. Da die Laserquellen selbst zuverlässig und prinzipiell – im Gegensatz zu Werkzeugen der klassischen Metallbearbeitung – weitestgehend verschleißfrei arbeiten, ließ man sie in den Betrachtungen außen vor. Untersuchungen am Fraunhofer IAPT zeigen aber, dass auch die Strahlquellen im Laufe der Zeit sozusagen altern und die Ausgangleistung oder die Strahlqualität abnimmt bzw. es im Strahlengang immer wieder zu Fokusverschiebungen oder Leistungsverlusten kommt. Die Gründe dafür sind vielfältig, u. a. zählen dazu die Veränderungen in der Positionierung, der Verschleiß optischer Komponenten und die Verschmutzung oder Beschädigung des Schutzglases.
Das Fatale an vielen dieser Einflussgrößen ist, dass die Veränderungen so minimal sind, dass sie nicht direkt erkannt werden. Nur eine Messung des fokussierten Laserstrahls auf der Bearbeitungsebene kann prüfen, ob alle Parameter tatsächlich den Spezifikationen entsprechen. Stefan Grottker erklärt dazu: „Wird erst nachträglich festgestellt, dass der Laserstrahl bei einem Experiment nicht die geforderten Parameter eingehalten hat, müssen alle Versuche erneut durchgeführt werden. In Produktionsumgebungen könnte dies im schlimmsten Fall zu der Auslieferung eines fehlerhaften Teils an den Kunden führen. Regelmäßig in kurzen Intervallen durchgeführte berührungslose Messungen des Laserstrahls erweisen sich in beiden Fällen als deutlich günstiger. Bei Unternehmen – beispielsweise im Flugzeugbau – die für die Zulassung ihrer additiv gefertigten Teile die akribische Qualitätssicherung im Prozess nachweisen müssen, sind solche Maßnahmen sogar unerlässlich.“
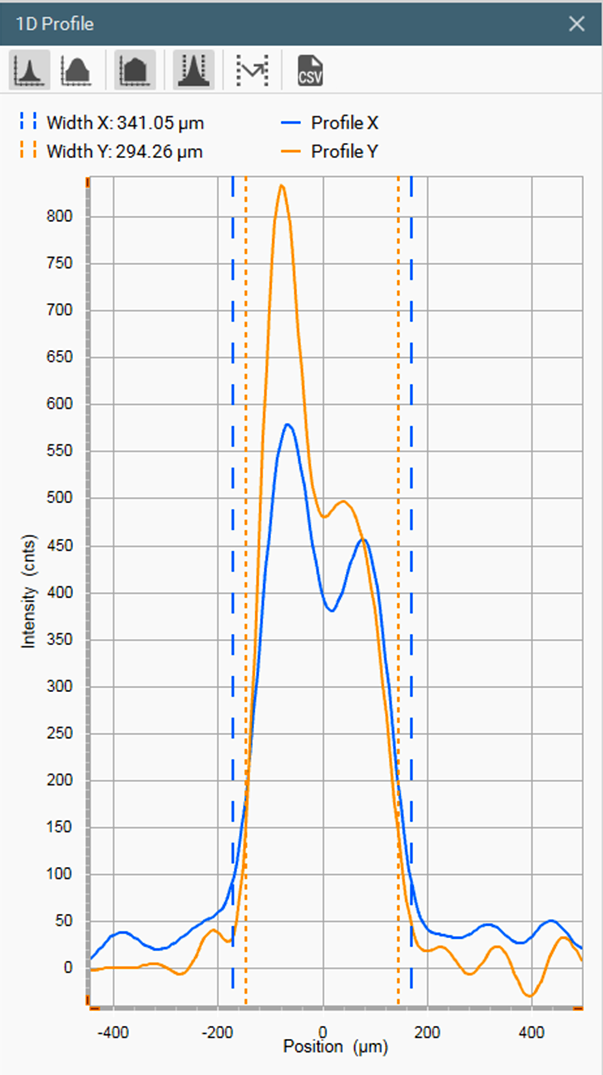
Messergebnisse Beispiel 2: Auffällig ist das Profil des Laserstrahls, das deutlich von einem Gauß’schen Profil abweicht. Zudem ergaben die Messungen einen mehr als dreimal so großen Strahldurchmesser. Es zeigte sich, dass darin auslaufendes Kühlwasser die Linsen beeinträchtigte. (Bild: Fraunhofer IAPT)
Abweichungen und Folgen
Welche signifikanten Auswirkungen Abweichungen des Laserstrahls nach sich ziehen, zeigen zwei Beispiele des Fraunhofer IAPT: Eine LBM-Anlage, deren Laserparameter bis dato einmal im Monat geprüft wurden, zeigte inkonsistente Ergebnisse. So ergab die Dichtemessung (Porosität etc.) der gefertigten Teile deutliche Abweichungen zu vorherigen Ergebnissen. Das Team der Qualitätssicherung untersuchte mittels der berührungslosen Ophir Messtechnik die Parameter des Laserstrahls. Es zeigte sich, dass nach nur wenigen Sekunden die Strahltaille sowie deren Position deutlich von der Spezifikation abwichen: Die Experten untersuchten daraufhin den optischen Strahlengang und entdeckten eine Beschädigung des Schutzglases, die für das bloße Auge nicht zu erkennen war. Der Tausch des Schutzglases löste das Problem, die Strahltaille lag wieder auf der Arbeitsebene und es gab keine thermische Verschiebung. Wären die Laserparameter inklusive dem Fokusshift mit dem BeamWatch System standardmäßig vor dem Start des neuen Prozesses überprüft worden, wäre Ausschuss vermieden worden.
Noch extremer zeigten sich die Qualitätsbeeinträchtigungen bei einer Maschine, auf der Endprodukte produziert wurden. Hier entstand ein Teil mit deutlichen Mängeln; eine sehr schlechte Oberflächenqualität und Brüche führten zu weiteren Untersuchungen. Auch hier zeigten die Messergebnisse signifikante Abweichungen der Laserparameter von der Spezifikation: das Strahlprofil entsprach nicht dem gewünschten Gauß’schen Profil. Zudem ergaben die Messungen einen mehr als dreimal so großen Strahldurchmesser. Zur Fehlersuche wurde die optische Bank demontiert, und es zeigte sich, dass darin auslaufendes Kühlwasser die Linsen beeinträchtigte. Einige Optiken konnten gereinigt, andere mussten getauscht werden, um die korrekte Funktion wiederherzustellen.
Fazit
Die Qualität des Laserstrahls auf der Arbeitsebene nimmt entscheidenden Einfluss auf die Qualität und vor allem die Reproduzierbarkeit der gefertigten Teile. Die Experten des Fraunhofer IAPT empfehlen insbesondere bei sicherheitsrelevanten Bauteilen die Prüfung des Laserstrahls vor und nach jedem Printjob und setzen dabei auf BeamWatch AM.
Teilen: · · Zur Merkliste