Proplas METROTOM 1500: Proplas schaut beim Messen mittels CT-Technologie besonders genau!
Nicht immer kann man bei Kunststoff und Leichtmetall-Bauteilen von außen erkennen, ob alles in Ordnung ist. Speziell in der Additiven Fertigung besteht hinsichtlich der inneren Struktur der Bauteile oft Unsicherheit. Die Proplas GmbH hilft dabei, auf Nummer sicher zu gehen. Von Georg Schöpf, x-technik

Eine detailgetreue Abbildung ist auch bei Zusammenbauten möglich. Unterschiedliche Grauwerte lassen auf unterschiedliche Materialien schließen. Fehler im Zusammenbau können so schnell und eindeutig erkannt werden.

Stephan Klumpp
Geschäftsführer der Proplas GmbH
„Mit der Computertomografie lassen sich kleinste Defekte im Bauteil erkennen. Speziell in der Additiven Fertigung, in der man den Herstellungsverfahren oft noch nicht so richtig vertraut, ein enormer Vorteil.“
Werden Bauteile belastet, kann so einiges passieren. Seien es Haarrisse, Bruch oder sonstige Schäden, die entstehen können. Handelt es sich dabei um Bauteile, an denen Leib und Leben hängen, muss man schon sicher sein, dass das Teil in Ordnung ist. Aber auch in der Fertigung können Mängel an Kunststoff-Bauteilen entstehen. Lunker beim Leichtmetallguss, Poren, Vakuolen und Fremd-Einschlüsse im Kunststoff-Spritzgießen, oder bereits Fehler im Werkzeug. Hinzu kommen noch Abweichungen des Bauteils von den gewünschten Maßen und Toleranzvorgaben, die eingehalten werden wollen. All das ist nichts Neues und man rückt diesen Themen mit allerlei Messmethoden zu Leibe. Das ist auch in der Additiven Fertigung nicht anders. Dort kommt hinzu, dass man den Verfahren oft noch nicht vertraut. Das führt dazu, dass dem Thema Qualitätssicherung durch Messen und Prüfen erheblich mehr Bedeutung beim Erarbeiten von Vertrauen zukommt.

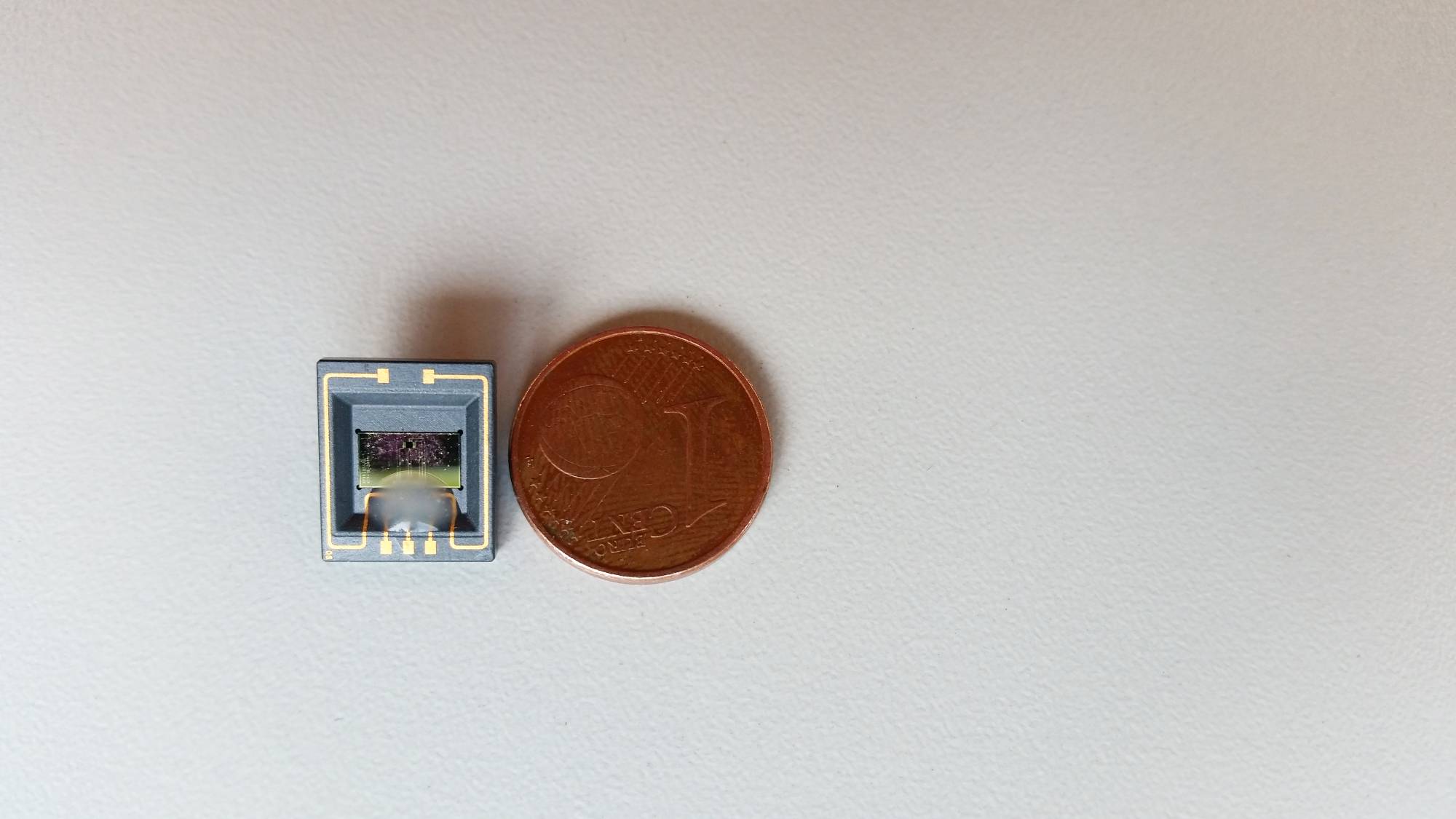
500 W Leistung und 4 Mega-Pixel-Detektor: Beste Bilder und Analysen im Bereich Handwerkzeuge, Spulenkörper und Elektronik.
Partner für komplexe Analysen
Die meisten Unternehmen verfügen über Messmethoden und Werkzeuge, mit denen sie die Kontrollaufgaben und Prozessmessungen im Tagesgeschäft sehr gut bewältigen können. Manchmal reichen die Inhouse-Verfahren und Kompetenzen aber nicht aus. Dann braucht man Unterstützung. „Nicht jeder verfügt über die Fachexpertise und die geeigneten Messmethoden, um den steigenden Industrieanforderungen in Qualitätssicherung und Dokumentation nachzukommen“, weiß Stephan Klumpp, Geschäftsführer der Proplas. 2008 hat er sein Unternehmen gegründet, um als hochflexibler Messdienstleister Industrieunternehmen die Möglichkeit zu bieten, auf ein breites Feld an Messmethoden zurückgreifen zu können. Dabei ist Klumpp ein bekanntes Gesicht in der Messbranche, hat er doch in seiner Zeit als Produktmanager bei Carl Zeiss IMT gemeinsam mit Entwicklungsteams den METROTOM 1500 entwickelt und zählt zu den absoluten Pionieren der industriellen Computertomografie.
Inzwischen verfügt das Messtechnikunternehmen mit Hauptsitz in Dornstetten im Schwarzwald und Niederlassungen in Neuenburg am Rhein und im fränkischen Rednitzhembach über ein vielfältiges Arsenal an Messmethoden und Verfahren. Proplas hat sich für seine Industrielle Computertomografie-Dienstleistungen die Akkreditierung nach DIN EN ISO/IEC 17025:2018 hart und in vielen kleinen Schritten erarbeitet. Die Kompetenz in der Anwendung der optischen Streifenlicht-Sensorik ist ebenso von der DAkkS (Deutsche Akkreditierungsstelle GmbH) bestätigt und auch hier ist Proplas ein akkreditiertes Prüflabor. Neben der Computertomografie und den Streifenlicht-Sensoren erfolgt die Bauteilmessung im Notfall auch mit optischen Messmaschinen und taktilen Koordinatenmessgeräten. Dabei kommt die jeweils am besten geeignete Methode zum Einsatz. „Man möchte meinen, dass es Sinn macht, immer das genaueste Messverfahren einzusetzen, wenn es schon zur Verfügung steht – gerade im Bereich Messen ist es jedoch wichtig, das richtige Verfahren und die dem Prüfobjekt angemessene Strategie zu erarbeiten, die für die Aufgabe und die jeweilige Situation am besten geeignet sind.“
Kosten vermeiden können Hersteller am besten, wenn in der Additiven Fertigung nur ein unabhängiges Merkmal zu messen ist. Hier sind das Koordinatenmessgerät, der Messschieber oder ein einfaches optisches 2D-Messmikroskop die beste Wahl vor Ort in und an der Produktion.
Wert schafft Proplas und die industrielle Computertomografie immer dann, wenn komplexe Fehler passieren oder unerklärliche Symptome auftreten, die mit Einzelpunktmessungen und vom reinen Anschauen nicht zugeordnet, geschweige denn gelöst werden können. Das Ergebnis liegt innerhalb von 48 Stunden vor.
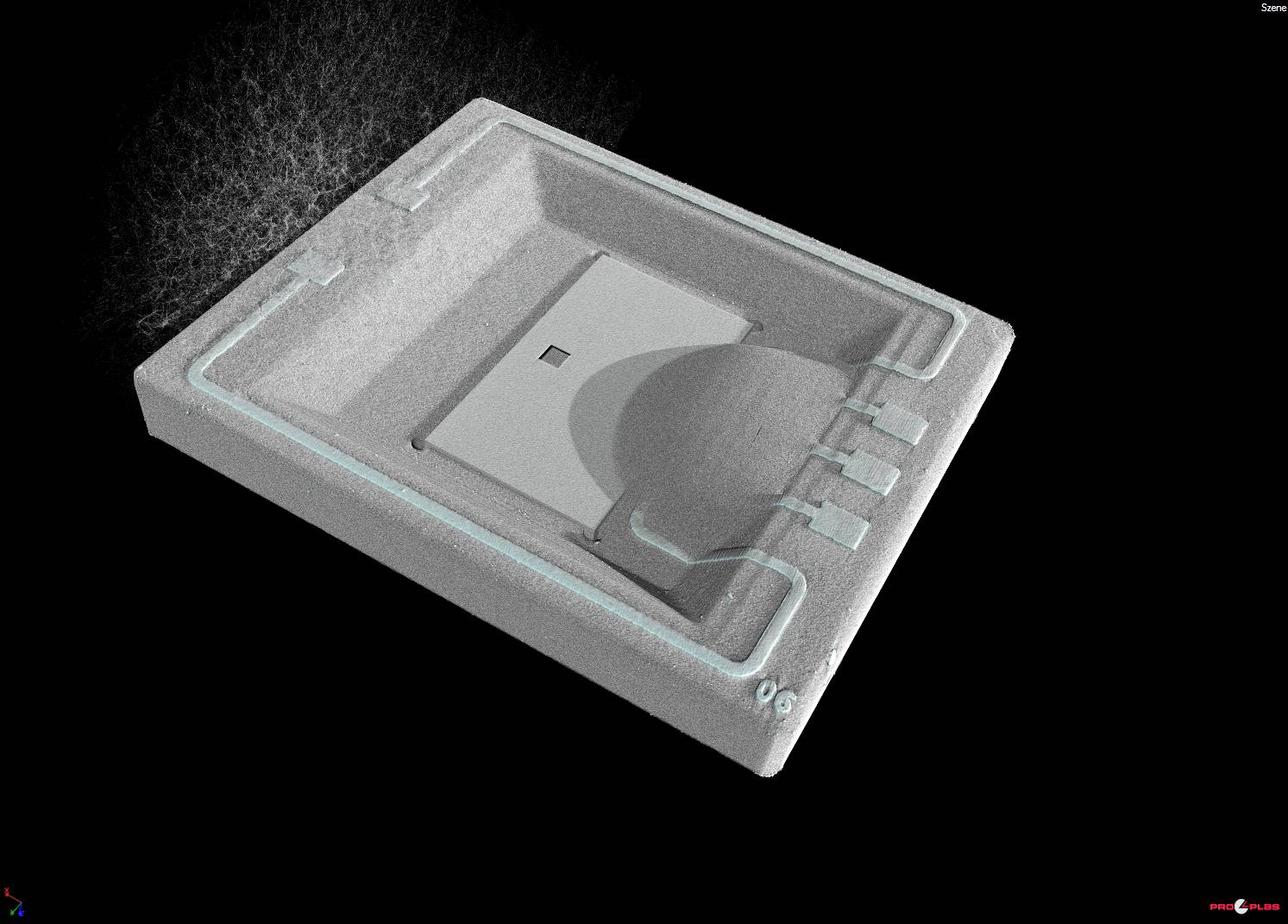
Strömungskanal-Analyse mit 2 µm Voxel: Komplette Messung und Analyse eines Mikro-Strömungsensors.
Das richtige Verfahren für wirtschaftliches Messen
Die Proplas-Mitarbeiter finden in Abstimmung mit dem Kunden immer zuerst die richtige und in Folge auch die effizienteste Methode. „Messen kann man alles. Sinnvoll messen erfordert Erfahrung und Kompetenz. Zu viel zu messen, bringt manchmal sogar Probleme mit sich. Vor allem dann, wenn man unsinnige Dinge misst, die für die konkrete Anwendung eigentlich völlig irrelevant sind. Da werden auch schon mal Bedingungen als K.O.-Kriterium genannt, die bei genauerer Betrachtung überhaupt keinen Einfluss haben. Da ist es unsere Aufgabe, als Messdienstleister darauf hinzuweisen und unsere Kunden danken es uns, dass wir genau das tun“, ergänzt der Geschäftsführer.
Der Schwerpunkt liegt bei Proplas auf Lösungen durch die industrielle Computertomografie und wie der Name des Unternehmens schon erkennen lässt, geht es dabei im Wesentlichen um Kunststoffspritzgießteile und unbearbeiteten Leichtmetallguss. „Natürlich kann man die Computertomografie auch im Metallbereich einsetzen. Allerdings gibt es da enorme Einschränkungen hinsichtlich Bauteilgrößen und Materialien. Wir haben uns auf den Kunststoffbereich spezialisiert. Dort sind wir in der Lage innerhalb kürzester Zeit, also meist schneller als mit konventionellen Koordinatenmessgeräten, zu messen. Und die Ergebnisse geben einen umfassenden Aufschluss über die Qualität des Bauteils – nicht nur über die Außengeometrie, sondern vor allem über die komplexe Innengeometrie“, so Klumpp weiter.
Wie wird´s gemacht?
Auch die industrielle Computertomografie basiert auf dem Prinzip der Röntgentechnologie, was die Schwierigkeiten bei der Untersuchung von Metallbauteilen erklärt. Eine Röntgenquelle durchleuchtet das Bauteil. Diese Röntgenstrahlen treffen auf eine Detektorfläche, die je nach Geometrie und Absorptionseigenschaften des Prüfobjekts unterschiedlich abgeschwächt aufgenommen werden. Es entsteht ein zweidimensionales Grauwertbild. In der Weiterführung der 2D-Röntgentechnik wird bei der industriellen Computertomografie das Prüfobjekt in sehr vielen Positionen aufgenommen. Das Bauteil dreht sich hierzu während des CT-Scans 360° um die eigene Achse. Die entstehenden 2D-Bilder rekonstruiert man zu einem vollständigen 3D-Volumenmodell. In der Nanofokuseinstellung sind damit Details unter 1 µm erkennbar.
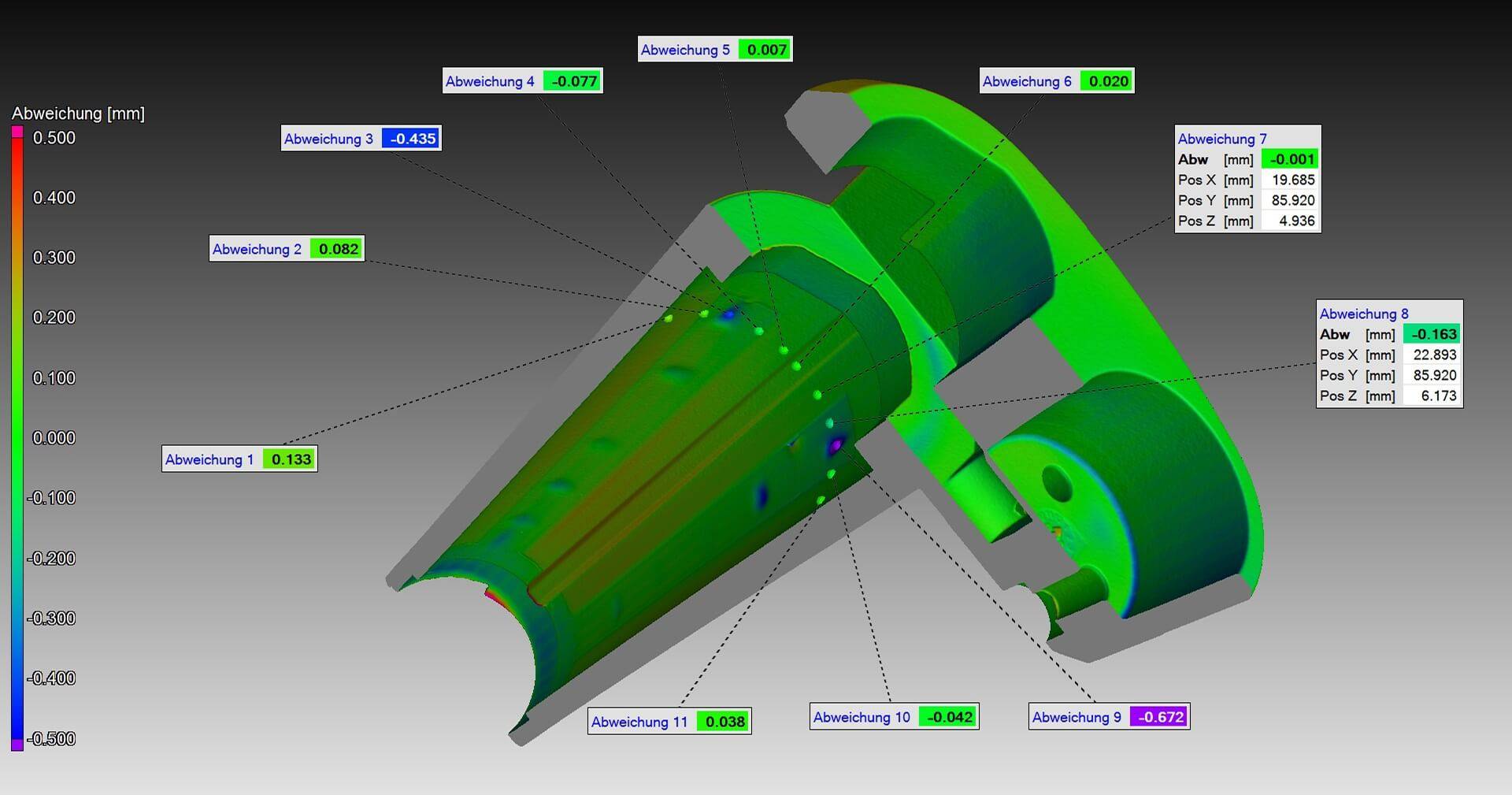
Durch die CT-Scans wird auf der Basis des CAD-Modells ein Soll-Ist-Vergleich über das gesamte Bauteil möglich.
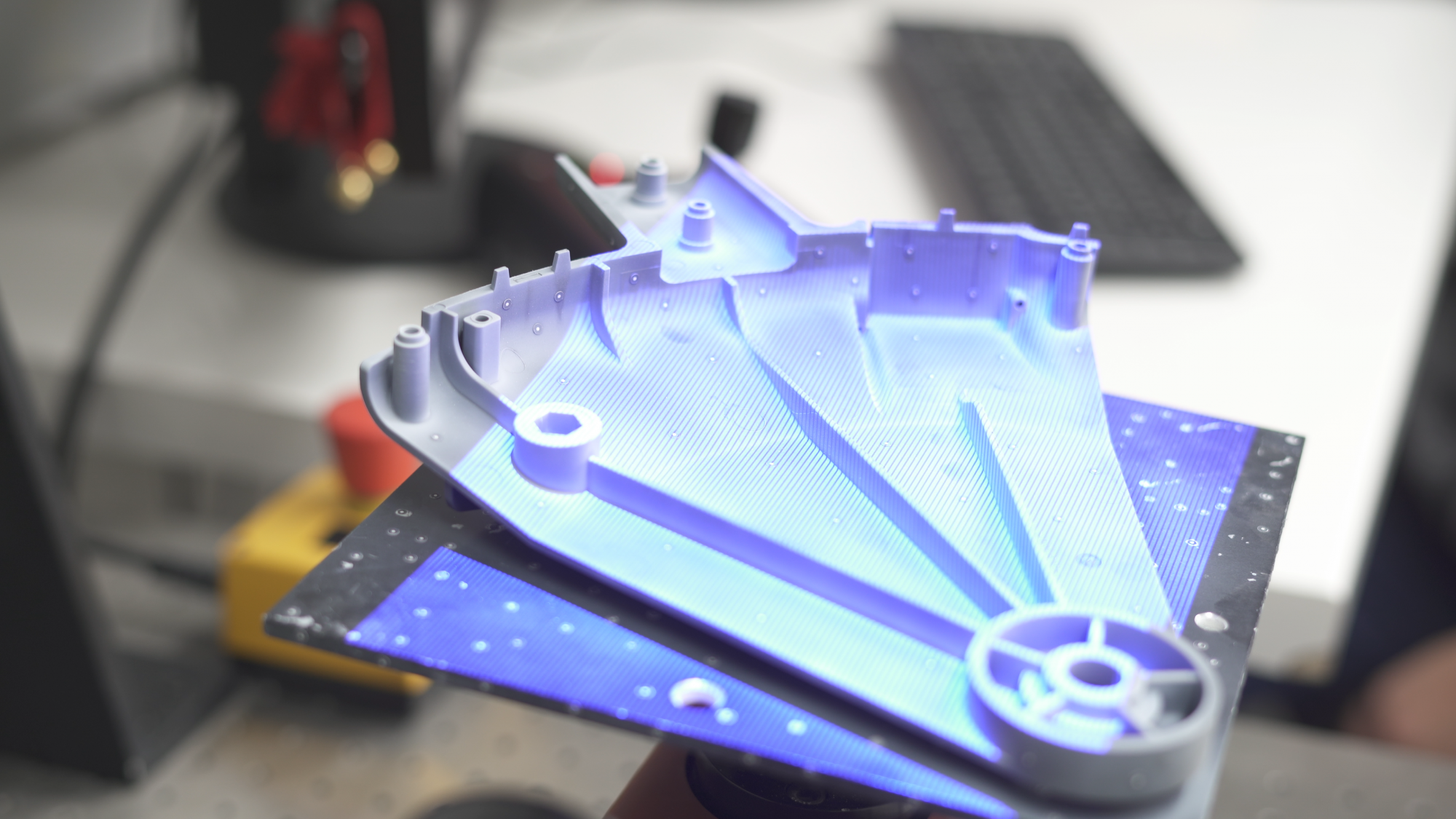
Neben Computertomografie bietet Proplas auch schnelle und genaue optische Streifenlicht-Sensormessungen als Messmethode an. Je nach Anforderung wird das geeignete Verfahren gewählt.
Vertrauen & Vorteile für die Additive Fertigung
In der Additiven Fertigung, bei der Bauteile ja grundsätzlich schichtweise aufgebaut werden, besteht häufig Unsicherheit hinsichtlich der inneren Struktur des Bauteils. Vertraut man in der konventionellen Fertigung darauf, dass Halbzeuge im Inneren homogen sind und keine Fehler aufweisen – wenn man zerspanendes Arbeiten zugrunde legt – so sieht das in der Additiven Fertigung ganz anders aus. Aufgrund der Anisotropie, die manches generative Verfahren mit sich bringt, durchaus verständlich, jedoch nicht immer angebracht. So bietet die Computertomografie für diese Fälle eine zuverlässige Methode, um eventuelle Fehler zu erkennen, was bei sicherheitskritischen Teilen ein enormer Vorteil ist. „Wir können nur dazu ermutigen, die Computertomografie als effektives und effizientes Werkzeug zur Bauteilqualifizierung sowie für die Entwicklung Ihrer Bauteile und Prozesse zu nutzen. Mit keinem anderen Verfahren kann man so schnell Sicherheit über die Bauteilqualität bekommen. Und das zerstörungsfrei. Gerade bei Prototypen und Einzelstücken ein unschlagbarer Vorteil, aber auch bei der Erstbemusterung und Bauteilzertifizierung“, bekräftigt Klumpp abschließend.
Teilen: · · Zur Merkliste