interview
Ophir Spiricon Ophir BeamWatch AM: Ophir Messtechnik sorgt für strahlende Qualität
In der Zerspanung ist das Messen der Werkzeuge vor und zwischen Bearbeitungsschritten gang und gäbe, um eine gleichmäßige Performanz und Ergebnisqualität zu gewährleisten. Das legt nahe, auch in der Additiven Fertigung entsprechend vorzugehen. Wie wichtig das bei laserbasierten Verfahren ist und wie man dabei vorgehen kann, verrät Christian Dini, Director Global Business Development bei der Ophir Spiricon Europe GmbH. Das Interview führte Georg Schöpf, x-technik

Für den Anwender ist es zum Teil sehr schwierig, vernünftige Messungen durchzuführen, einfach weil ein Zugriff auf die Strahlposition und Laserleistung nicht immer offensichtlich gegeben ist. Christian Dini, Director Global Business Development bei der Ophir Spiricon Europe GmbH
Herr Dini, in der Additiven Fertigung spielt in einigen Verfahren der Laser als Energiequelle eine zentrale Rolle. Man könnte leicht auf die Idee kommen, dass ein Lichtstrahl eine gleichbleibende, homogene Energiequelle darstellt. Trifft das zu?
Für den Lichtstrahl direkt an der Quelle selbst trifft das in der Regel schon zu. Festkörperlaser wie z.B. Faserlaser unterliegen einem sehr langsamen Alterungsprozess. Zwar gibt es auch hier Alterungserscheinungen, die jedoch in einem deutlich längeren Zeitfenster ablaufen. Anders die optischen Komponenten, die der Laserstrahl durchläuft. Sie altern deutlich schneller und werden zudem – je nach Position im Strahlengang – schneller verunreinigt. Beim Schmelzen des Pulvers in der Kammer kann ein flächiger Niederschlag auf Schutzgläsern oder anderen Optiken entstehen. Gleichzeitig können Schweißspritzer Schutzgläser punktuell verunreinigen. In beiden Fällen entstehen Wechselwirkungen mit den optischen Komponenten und Sie können davon ausgehen, dass dadurch die Strahlparameter des fokussierten Laserstrahls früher oder später beeinflusst werden.

Das Ophir Ariel arbeitet völlig autark und lässt sich auch in einer kleinen Baukammer einfach platzieren. (Bild: mit Unterstützung des Instituts für Komplexe Materialien - Leibniz-Institut für Festkörper- und Werkstoffforschung e.V.)
Wenn ein Laserstrahl doch Schwankungen unterliegt, wie verlässlich ist er dann als Prozessparameter beispielweise beim Laserstrahlschmelzen von Metall?
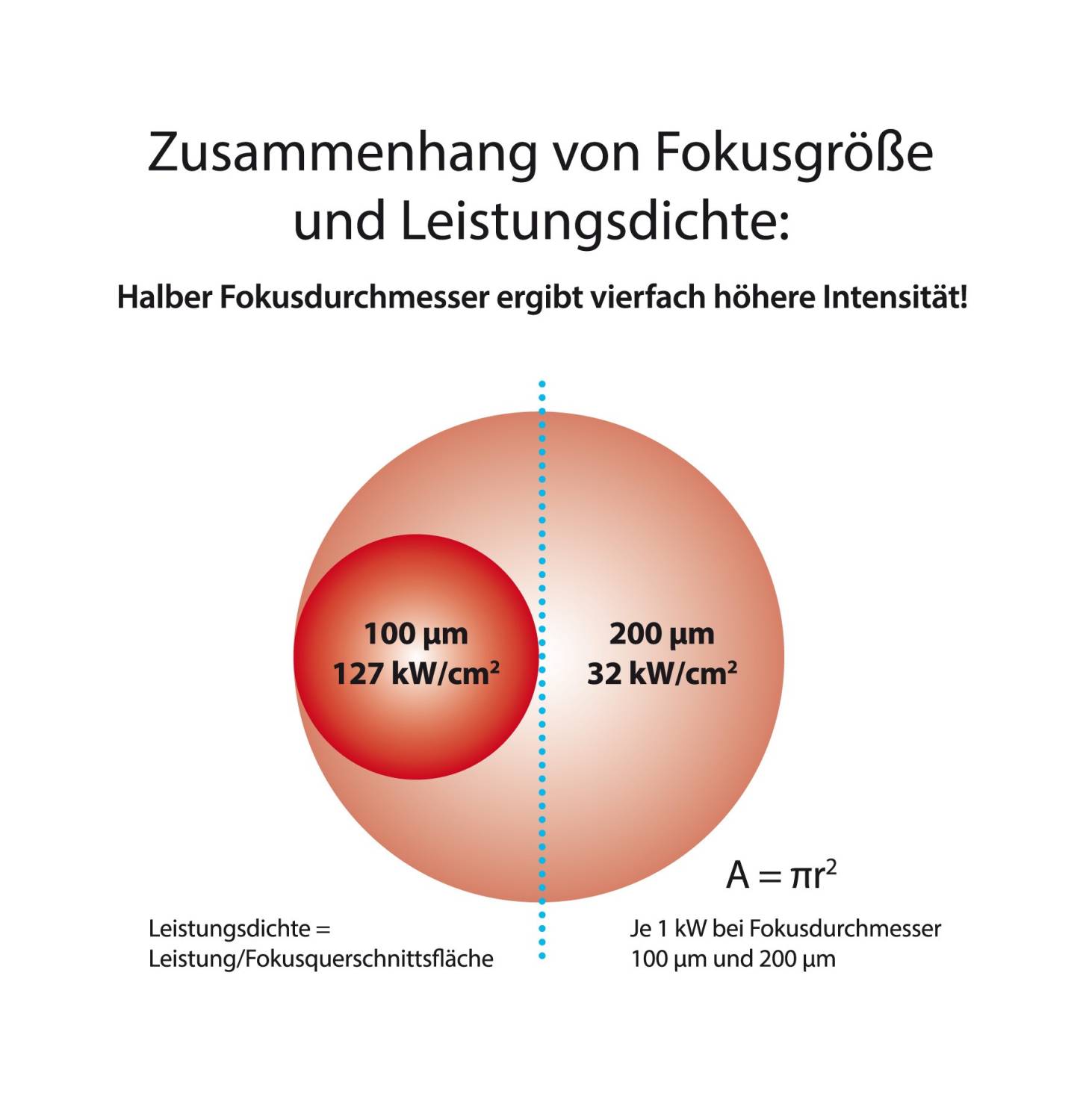
Das Laserstrahlschmelzen eröffnet fantastische Möglichkeiten, filigrane Schmuckstücke lassen sich damit ebenso fertigen wie robuste Bauteile für Flugzeuge oder Automobile sowie individuelle medizinische Implantate. Das ist nur durch die Flexibilität des Laserstrahls als Prozessparameter möglich. Man sollte sich aber bewusst sein, dass der Laserstrahl nicht einmal eingestellt wird und dann auf immer genau die Parameter erfüllt, die benötigt werden. Wie vorhin schon beschrieben, gibt es zahlreiche Einflussfaktoren, die zu einer Änderung des Laserstrahls führen können. Ein verschmutztes Schutzglas kann beispielsweise den Fokusdurchmesser verändern. Ist der Strahl plötzlich doppelt so groß, beträgt die Leistungsdichte – die definiert wird als Leistung pro Flächeneinheit – auf der Bauebene dann nur noch ein Viertel des geplanten Wertes. Die Folgen können gerade in der Additiven Fertigung fatal sein, da die benötigten Eigenschaften des gesamten Bauteils unter Umständen deutlich beeinträchtigt werden.
Um auf Ihre Frage zu antworten: Der Laserstrahl verhält sich verlässlich, aber nicht konstant gleich über die Zeit. Die Effekte sind reproduzierbar und können damit bestimmt, bewertet und im Sinn der Predictive Maintenance abgewendet werden.
Wenn man davon ausgeht, dass sich der Laserstrahl im Laufe der Zeit verändern kann, sowohl in Form (Kaustik) als auch Leistung, wäre es da nicht sinnvoll, diese Werte regelmäßig zu überprüfen? Und wenn ja, wie könnte man das bewerkstelligen?
Eine regelmäßige Messung des Laserstrahls ist auf jeden Fall sinnvoll. Gerade vor dem Hintergrund, dass sich die Additive Fertigung immer mehr in Richtung Serienproduktion entwickelt und die Reproduzierbarkeit von Teil zu Teil oder Maschine zu Maschine eine der Grundproblematiken ist. Wenn sichergestellt werden soll, dass die Qualität der gefertigten Teile gleichbleibend hoch ist, kommt man um die Messung der Strahlparameter überhaupt nicht umhin. Ob man „nur“ die Laserleistung messen möchte oder direkt die Strahlkaustik, hängt dabei von den gefertigten Produkten und vom Prozess selbst ab. Beides kann heutzutage einfach und schnell ermittelt werden. Ganz aktuell haben wir ein sehr kompaktes und robustes Leistungsmessgerät vorgestellt, das insbesondere für die Additive Fertigung entwickelt wurde. Die Grundfläche des Ophir Ariel Messgeräts ist kleiner als die einer Spielkarte, und ein echtes Ass in industriellen Umgebungen. Das Gerät arbeitet völlig autark, sprich es benötigt weder eine Kühlung noch eine Stromversorgung oder ein Datenkabel. Es wird direkt auf die Bauebene gestellt, misst die Leistung, zeigt sie an, speichert sie entweder intern oder überträgt die Messung per Bluetooth auf ein Mobiltelefon oder einen PC. Messungen können selbst an den Rändern der Bauebene vorgenommen werden, da das Gerät für Einfallswinkel von bis zu 25 Grad ausgelegt ist und damit die typischen Ablenkwinkel eines Galvoscanners übertrifft.
Bei komplexeren Fragestellungen oder aufwendigen Bauteilen wird die Leistungsmessung alleine nicht genügen. Hier bietet sich die berührungslose Messung der Laserstrahlkaustik an, auf welcher der Ophir BeamWatch AM basiert. Auch dieses System ist sehr kompakt und robust ausgelegt – ein Muss in AM-Umgebungen – liefert aber dennoch ein vollständiges Bild des fokussierten Strahls. In Sekundenbruchteilen ermittelt es Strahlgröße und -position, Strahlkaustik und die Rayleigh Länge. Selbst den Fokusshift, also Änderungen der Fokusposition über die Zeit, erfasst das System.
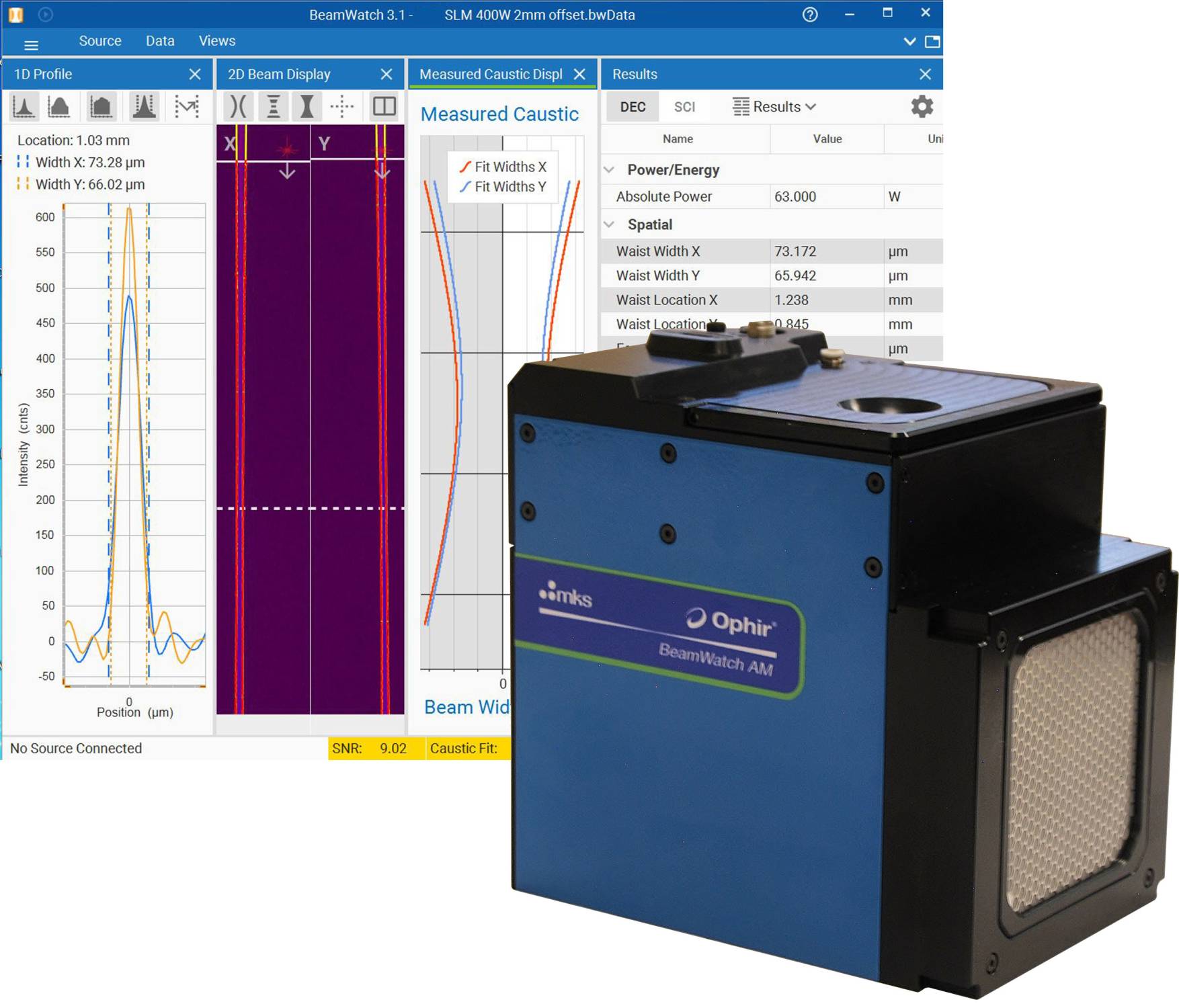
Ophir BeamWatch AM basiert auf der berührungslosen Messung des Laserstrahls und liefert ein vollständiges Bild des fokussierten Strahls.
Das heißt, mit geeigneten Messverfahren ist man in der Lage, diese Werte relativ genau zu ermitteln. Welchen Nutzen kann man aus diesen Ergebnissen ziehen?
Wer seine teure AM-Anlage und damit auch seinen fokussierten Laserstrahl kennt, erlebt weniger Fehlversuche und erreicht die gewünschten Eigenschaften der produzierten Teile zuverlässiger. Dabei sprechen wir beispielsweise davon, dass sich die Maße, die Materialfestigkeit und die Oberflächengüte reproduzierbar einhalten lassen.
Wie oft sollte eine solche Messung idealerweise erfolgen?
Klare Empfehlung: zwischen jedem Baujob. Je höher die Messfrequenz, umso feingranularer wird die Auflösung und desto schneller lassen sich Veränderungen feststellen. Korreliert man die Ergebnisse aus den Messungen des Laserstrahls mit der Qualität der produzierten Teile, erhält man eine hohe Planungssicherheit und minimiert das Risiko insbesondere vor größeren Baujobs.
In der konventionellen Fertigung ist das Nachmessen von Werkzeugen und das Kalibrieren der Maschinen gang und gäbe. Wo sehen Sie die Hinderungsgründe, warum das in der Additiven Fertigung, speziell bei Lasersystemen, noch nicht so präsent ist?
Die Laserbranche hat sich in den frühen Jahren einen Bärendienst erwiesen, als man in Konkurrenz zu den traditionellen Fertigungsverfahren das kontaktlose Arbeiten des Laserstrahls mit Verschleißfreiheit im gesamten Prozess gleichgesetzt hat. Zudem war und ist vielen Anwendern die Funktionsweise des Lasers als solches nicht verständlich. Die Branche reagierte darauf allerdings nicht mit einer besseren Ausbildung (wie bei traditionellen CNC-Maschinen), sondern setzte auf die Automation der Prozesse. Während an einer CNC-Fräse häufig eine qualifizierte Ausbildung erwartet wird, erhält der Operator einer Laseranlage nur eine kurze Einführung. Gleichzeitig geben die AM-Hersteller ein hohes Commitment bezüglich der Materialeigenschaften ab und schließen die AM-Systeme in sich ab. Für den Anwender ist es zum Teil sehr schwierig, vernünftige Messungen durchzuführen, einfach weil der Zugriff auf die Strahlposition und Laserleistung nicht immer offensichtlich gegeben ist. Hier ist es gang und gäbe, auf Serviceverträge zu vertrauen.
Wie würde sich Ihrer Meinung nach eine konsequentere Überprüfung und Messung der Strahlqualität auf die Qualität additiv gefertigter Teile auswirken?
Neben den Teilekosten – der Laser ist ein Punktwerkzeug – ist die Reproduzierbarkeit von Maßtreue und Festigkeit sowie die Oberflächengüte einer der größten Hemmschuhe der Additiven Fertigung. Während Teilekosten z. B. durch speziell abgestimmtes Engineering der Fertigteile, Stichwort integrierte Funktion oder bionische Konstruktionsprinzipien, in den Griff zu bekommen sind, bleibt die Reproduzierbarkeit eine Achillesferse, solange Strahlparameter nicht ausreichend oft gemessen werden können. Ideal wäre eine online-Überwachung mit closed loop-Regelung im Prozess. Allerdings kann auch eine solche Regelung keine verschmutzte oder dejustierte Optik kompensieren. Von daher leistet die schon heute verfügbare mobile Strahlkaustik-Vermessung viel, um dem Operator ein tieferes Verständnis für die Leistungsfähigkeit und den Wartungszustand seiner SLM-Anlage zu geben. Selbst mit einer einfachen Leistungsmessung können bei geeigneter Messgerätewahl die Anstiege in den Absorptionsverlusten durch Verschmutzung oder Alterung der Optiken über die Zeit überprüft werden. Allein mit dieser Trendanalyse kann der Anlagenbetreiber schon ein Gefühl für sein System entwickeln und wesentlich orientierter über mögliche Servicemaßnahmen entscheiden oder Risiken für den nächsten Baujob abschätzen.
Mit einer guten Messstrategie, die reproduzierbare Messwerte liefert sowie deren sorgfältiger Dokumentation, lassen sich die Prozessfenster wesentlich enger fassen. Abweichungen von einem Bauteil zum nächsten lassen sich damit deutlich reduzieren und gute Teile sind dann keiner Tagesform mehr geschuldet – man kann diese kontrolliert erzeugen. Wichtig ist die richtige Auswahl der Messmittel. Wenn man fokussierte Laserstrahlung häufig messen möchte, darf das Messgerät selbst nicht durch die hohen Leistungsdichten in Mitleidenschaft gezogen werden. Dem kann man aber durch berührungslose Messprinzipien bei der Strahldiagnose vorbeugen. Messergebnisse sind so eindeutig und müssen nicht interpretiert werden.
Im Falle der Leistungsmessung geht es zwar nicht ohne das Einbringen des Absorbers in den Laserstrahl, aber auch hier kann man Abnutzungserscheinungen vorbeugen. Man wählt dazu die spezifizierte Leistungsdichte mit genügend Reserve und nutzt robuste Diffusoren, um hohe Leistungsdichten aufzulösen. Ist das Messgerät zudem noch ordentlich abgedichtet und einfach zu reinigen, ist der Nutzer auch hier auf der sicheren Seite.
Teilen: · · Zur Merkliste