Technische Sauberkeit bei Multimaterialien
Die Forschung zum Thema Multimaterialien geht weiter: Bei der Herstellung und Reinigung von mechatronischen Multimaterialbauteilen bestehen hinsichtlich Kosten und Qualität noch zahlreiche Optimierungspotenziale, denn kleinste Verunreinigungen führen oftmals zu einer Beeinträchtigung der Produktstabilität. Die bedarfsgerechte Auslegung von Reinigungsprozessen stellt dabei einen essenziellen Baustein zur Steigerung der Ressourceneffizienz der Gesamtprozesskette dar. Von M.Sc. Svenja Schweda, Fraunhofer IGCV

Mit dem „Angussstutzen“ konnte am Fraunhofer IGCV erstmalig mittels Laserstrahlschmelzen ein 3D-Multimaterialbauteil von industrieller Relevanz gefertigt werden (Durchmesser 50 mm, Höhe 40 mm). (Bilder: Fraunhofer IGCV)

M.Sc. Svenja Schweda
Wissenschaftliche Mitarbeiterin der Gruppe: Qualität und technische Sauberkeit, Fraunhofer IGCV
„Die Multimaterialverarbeitung stellt die Bauteilreinigung vor große Herausforderungen. Einen Lösungsansatz bietet das Multimaterialzentrum Augsburg.“
Neben dem steigenden Bedarf nach additiv gefertigten Bauteilen sind die Anforderungen an die technische Sauberkeit im Bereich der industriellen Teilereinigung in den letzten Jahren stark gestiegen. Der damit verbundene steigende Anteil der Reinigung am Ressourceneinsatz innerhalb von Gesamtprozessketten regt dazu an, Reinigungsprozesse als einen wichtigen wertschöpfenden Verarbeitungsschritt anzusehen. Durch den Vorteil der additiven Fertigung, komplexe Strukturen erzeugen zu können, ergibt sich zugleich der Nachteil der prozessbedingten Ansammlung von partikulären und filmischen Verunreinigungen (überwiegend durch Hilfsstoffe notwendiger Post- Prozesse: Erodieren, Läppen etc.) in feinen und somit schwer zugänglichen Zwischenräumen bzw. Kanälen im Bauteil.
Dies kann beispielsweise für additiv gefertigte Turbinenschaufeln Relevanz besitzen, welche bereits auf kleinste Verunreinigungen mit einer Beeinträchtigung der Funktion und Beständigkeit reagieren. Zudem stellt die Zunahme der Teilevielfalt eine Herausforderung für die Bauteilreinigung dar. Das vielfältige Spektrum an Produktgruppen, Baureihen und Qualitätsniveaus (z. B. Verschmutzungsgrad) erfordert jeweils spezifische Reinigungsschritte, wobei die damit zusammenhängenden Produktvarianten in vielen Prozessvarianten für die additive Fertigung münden. Die Anforderungen an die innerhalb dieser Ketten zu erzielende technische Sauberkeit werden dabei jeweils vom Folgeprozess (z. B. Beschichten, Kleben etc.) definiert.
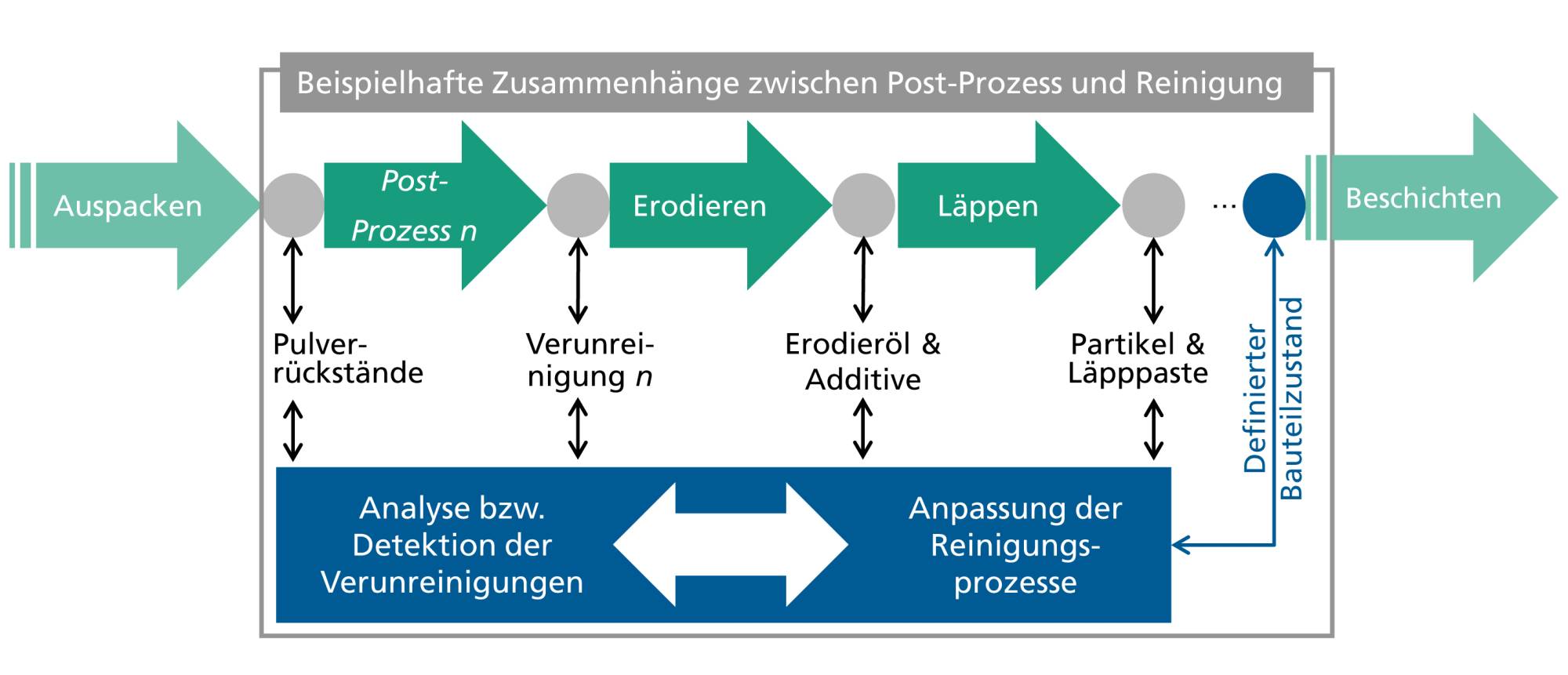
Abstrahierte Darstellung der technischen Sauberkeit im Bereich Multimaterialverarbeitung.
Additive Fertigung und technische Sauberkeit ziehen an einem Strang
Im Rahmen des von der bayerischen Staatsregierung geförderten Multimaterialzentrums Augsburg erforscht das Fraunhofer IGCV im Rahmen eines Teilprojekts, wie insbesondere durch die bedarfsgerechte Auslegung von Reinigungsprozessketten additiv gefertigte Bauteile im Hinblick auf nachstehende Folgeprozesse aufbereitet werden können. Bis Anfang 2022 soll dadurch die Themenstellung mit hoher Priorität vorangetrieben und ein Grundstein für weitere interdisziplinäre Forschungs- und Entwicklungsarbeiten in den Feldern der additiven Fertigung und technischen Sauberkeit gelegt werden.
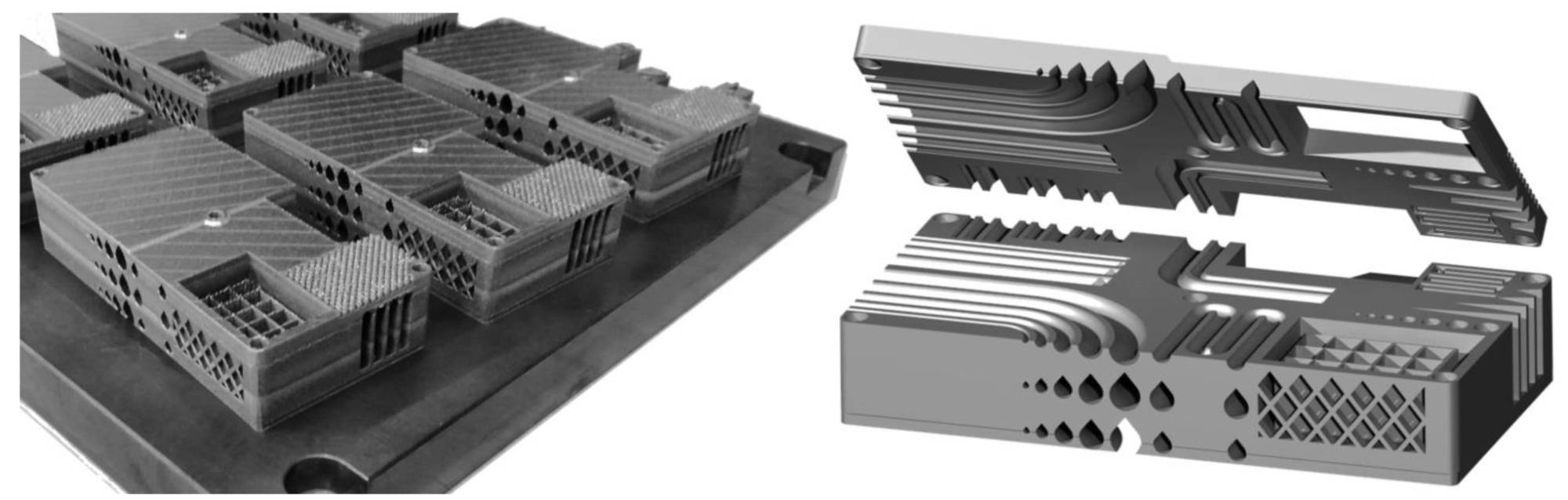
Testbauteil als Grundlage der Sauberkeitsuntersuchungen.
Verfahrenstechnische Ansätze zur Reinigung von Multimaterialbauteilen
Im Fokus der Untersuchungen stehen mechatronische Multimaterialbauteile, wie beispielsweise Triebwerks- oder Raumfahrtkomponenten mit integrierter Druck- und Temperatursensorik sowie Batteriekühlmodule mit Temperaturmesstechnik für die Elektromobilität. Der Betrachtungshorizont des Projekts fokussiert dabei vor allem filmische und partikulare Verunreinigungen, da diese größte Anforderungen an die Reinigungssysteme und Folgeprozesse stellen (siehe Abbildung 2). Inhaltliche Schwerpunkte zur Zielerreichung bilden sowohl die Konkretisierung von Anwendungsfällen hinsichtlich kritischer Funktionsflächen und Verunreinigungen als auch die Untersuchung von Reinigungs- und Inspektionsverfahren. Dies dient als Basis zur bedarfsgerechten Definition und prototypischen Umsetzung einer Reinigungsprozesskette.
Zu Beginn sollen Testbauteile und Verschmutzungsauftragsmechanismen als Grundlage für die Versuchsdurchführung erarbeitet werden. Ausgehend von einer Baugruppe werden geeignete Technologien für die Charakterisierung und Quantifizierung von Verunreinigungen eruiert. Hierbei sind die Sauberkeitsanforderungen ausgehend von den Folgeprozessen in der Prozesskette und den qualitätsfokussierten Anforderungen durch den Einsatz der Bauteile im Feld neu zu erforschen. Im nächsten Schritt gilt es auf Basis dieser Analysenergebnisse mögliche Reinigungsverfahren zu bewerten, durch welche die Sauberkeitsanforderungen erreicht werden können.
Aus den Ergebnissen der Versuchsreihen werden anschließend Reinigungsprozessketten abgeleitet, mit denen die betrachteten Anwendungsfälle am kosten- und ressourceneffizientesten umgesetzt werden können. Zur dauerhaften Sicherstellung der Sauberkeitsanforderungen sind zusätzlich Schritte zur Restschmutzüberwachung in der Prozesskette vorzusehen. Projektabschließend werden der Aufbau und die Inbetriebnahme der Reinigungsprozesskette als Funktionsmuster umgesetzt, um diese für Technologieanwender erleb- und begreifbar zu machen.
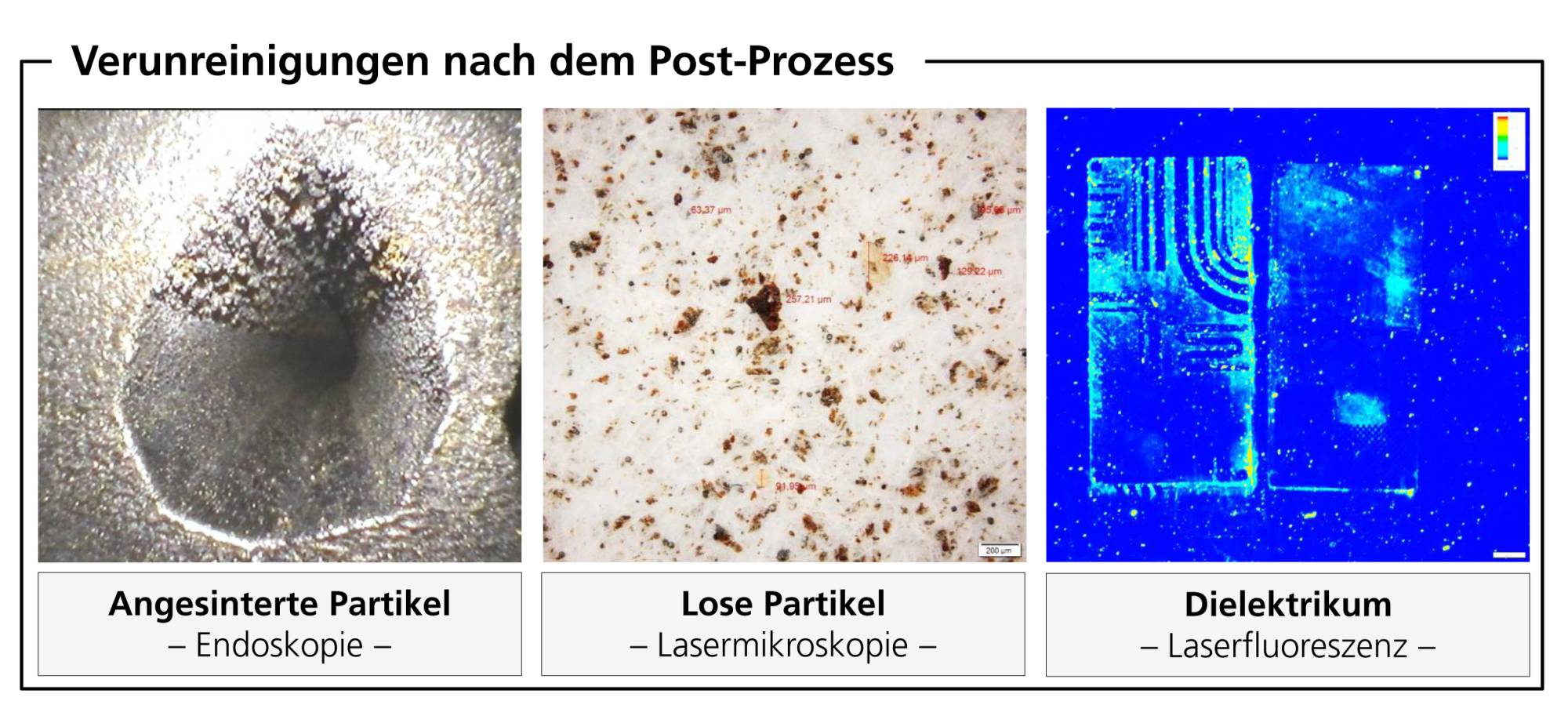
Verunreinigungen am Beispiel des Testbauteils.
Testbauteil und Verunreinigungen aus dem Post-Prozess
Durch die enge Zusammenarbeit der Wissenschaftler konnte bereits innerhalb des ersten Projektjahres ein Testbauteil als Ausgangsbasis für die Untersuchungen im Bereich technische Sauberkeit konstruiert und aufgebaut werden (siehe Abbildung 3). Dieses zeichnet sich durch komplexe und filigrane Strukturen, wie beispielsweise Hinterschneidungen, Stützgeometrien und Kühlkanäle aus. Der Durchmesser der Strukturen liegt dabei in der Größenordnung 1,0 bis 5,0 mm. Zudem erfolgte innerhalb des ersten Projektjahres die Analyse des Bauteilzustandes mittels der Verfahrensprinzipien Endoskopie, Partikelextraktion, Lasermikroskopie und Laserfluoreszenz.
Am Beispiel der Testbauteile zeigte sich, dass zahlreiche partikuläre und filmische Verunreinigungen nach den Post-Prozessen, wie z. B. Erodieren und Läppen, erfasst werden konnten (siehe Abbildung 4). So lag die Partikelmenge bei ca. 35 mg pro Testbauteil; die Partikelgröße hingegen zwischen 20 μm und 300 μm. Ursache für den breiten Größenbereich ist eine Mischung aus losen und angesinterten Rückständen sowie Verunreinigungen aus der Fertigungsumgebung. Die filmischen Kontaminationen resultierten hingegen von den zur Pulverentfernung verwendeten Werkzeugen sowie aus den beschriebenen Post-Prozessen. Alle Verunreinigungskategorien werden in Folgeprozessen nicht akzeptiert und sollten daher zur Vermeidung von Ausschuss sowie zur Erhöhung der Produktqualität (z. B. Haftfestigkeit zwischen Bauteil und Beschichtungsmedium) bis zu einem notwendigen Grad entfernt werden.
Angesichts dieser Folgen ist die Qualität der Bauteile in der gesamten Produktionsprozess-, Montage- und Lieferkette sicherzustellen. Basierend auf diesen Arbeiten werden nun die nächsten Teilschritte zur Zielerreichung innerhalb des Forschungsprojektes adressiert um die Schnittmenge zwischen technischer Sauberkeit und additiver Fertigung zu untersuchen.
Teilen: · · Zur Merkliste