Hosokawa Tandem Feinstsichter TTSP: Sichtertechnologie trifft auf innovatives Verfahren
Intelligentes Anlagenkonzept von Hosokawa Alpine für die effiziente Sichtung von Metallpulver: Der metallische 3D-Druck ist in der industriellen Produktion angekommen. Als effiziente und kostengünstige Alternative zu traditionellen Fertigungsmethoden haben sich vor allem Schichtbauverfahren wie das Selective Laser Melting (SLM), auch bekannt als Powder Bed Fusion, etabliert. Von: Daniel Droop, Senior R & D Manager, Hosokawa Alpine Aktiengesellschaft
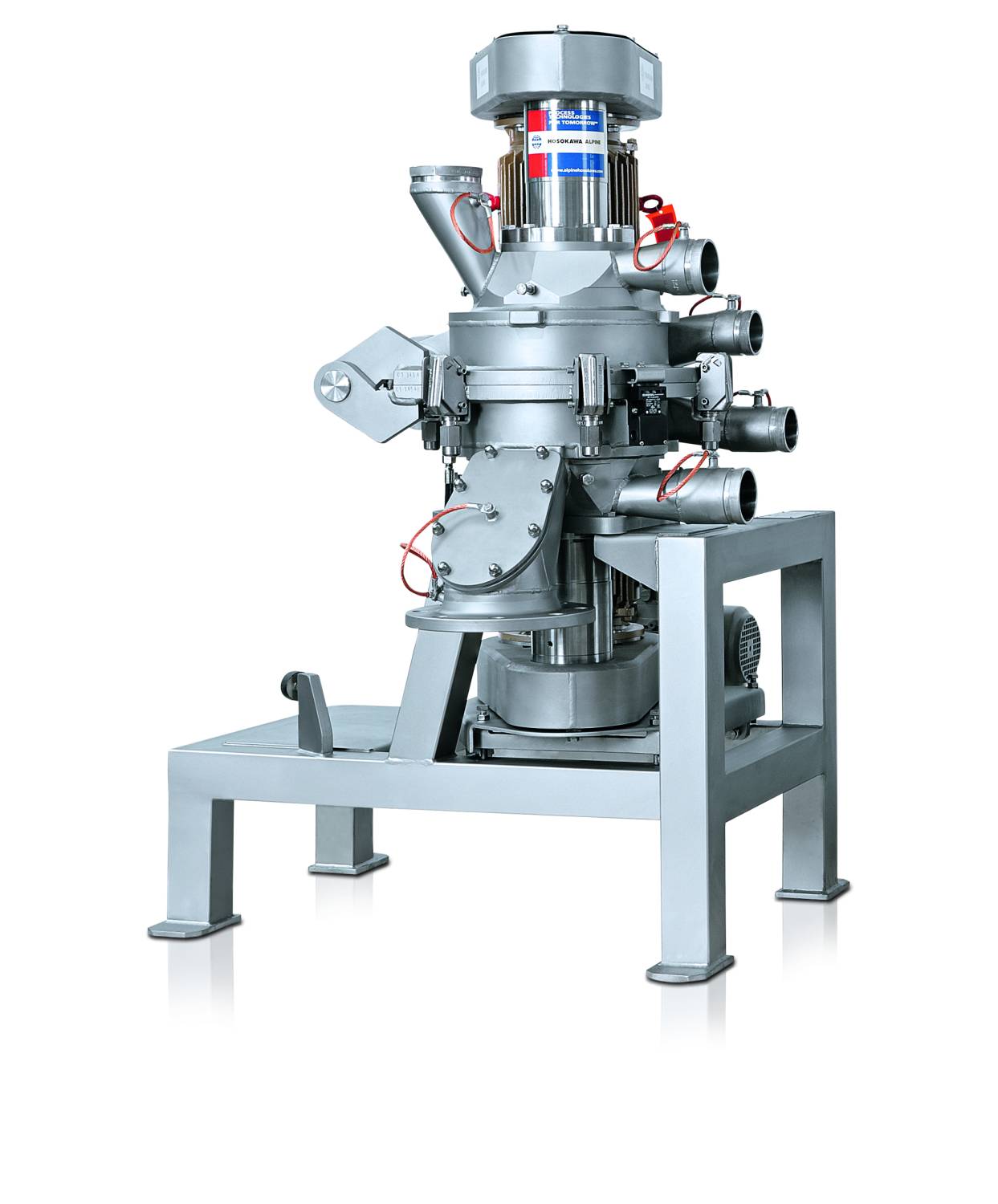
Tandem Feinstsichter TTSP von Hosokawa Alpine: Bei der Entwicklung wurde das Hauptaugenmerk auf höchste Trennschärfe gelegt, aber auch Aspekte wie Handling, Sicherheit sowie Betriebs- und Installationskosten wurden berücksichtigt.
Beim SLM-Verfahren wird das entstehende Bauteil in einem Pulverbett sukzessive aus einer Vielzahl von etwa 0,02 bis 0,2 mm dünnen Pulverschichten aufgebaut. Feste Strukturen werden darin mit einem energiereichen Laser- oder Elektronenstrahl erzeugt. Dieser schmilzt die obere Pulverschicht lokal auf und verankert die Schmelze auch in der darunter liegenden Schicht. Anschließend wird der gesamte Bauraum ein wenig abgesenkt, eine neue Pulverschicht aufgebracht und der Ablauf beginnt von vorne.
Das SLM-Verfahren überzeugt insbesondere bei der Fertigung hochkomplexer und leichter Bauteile, die im besten Fall zusätzliche Eigenschaften und Funktionen aufweisen können. Gegenüber traditionellen Fertigungsverfahren kann mit dem SLM-Verfahren die Anzahl der notwendigen Einzelbauteile reduziert und damit Ressourcen eingespart werden. Werkstoffqualität und Festigkeit liegen teilweise höher als die von konventionell gefertigten Bauteilen. (Büro für Technikfolgen-Abschätzung beim deutschen Bundestag, 2017).
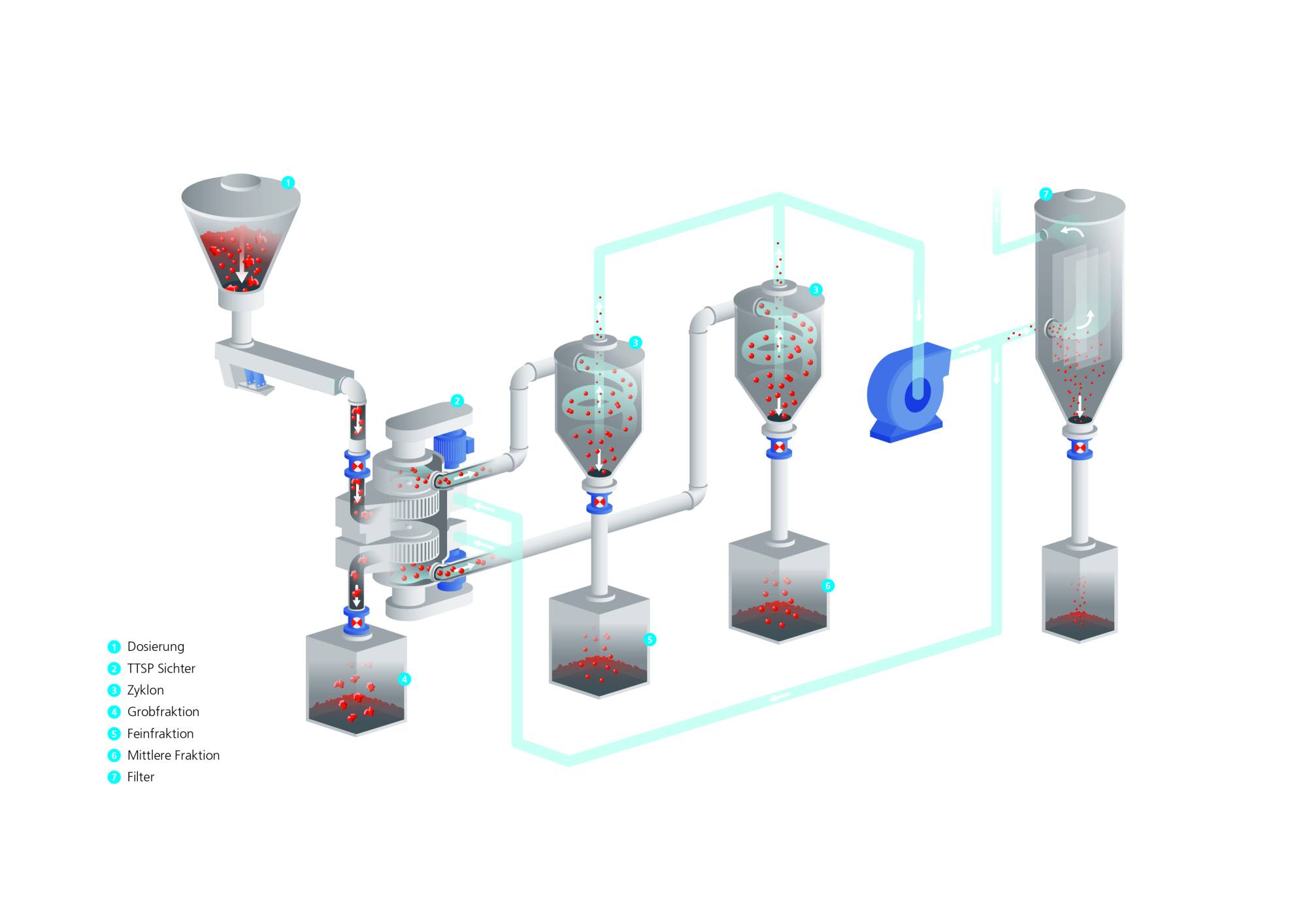
Aufbau einer TTSP-Anlage, die ein scharf begrenztes Oberkorn erzeugt und im gleichen Prozessschritt unerwünschte Staubanteile entfernt.
Hohe Anforderungen an Partikelform und Größe
Für einen zuverlässigen 3D-Druck ist die Qualität des Metallpulvers entscheidend. Da der Trend hier zu immer feineren Produkten geht, wird die Herstellung zunehmend herausfordernder. Zur Pulvergewinnung werden die metallischen Rohstoffe aufgeschmolzen und in einer Gasverdüsungsanlage zu Pulver verarbeitet. Im Gasstrom kühlen sich die entstehenden Pulverpartikel vergleichsweise langsam ab und können sich vor dem Erstarren zu Kugeln formen. Ein Vorgang, der durch die Oberflächenspannung selbständig abläuft. Mit kugelförmigen Partikeln lassen sich Bauteile hoher (Packungs-)Dichte herstellen, deren Eigenschaften vergleichbar mit denen aus Vollmaterial sind.
Neben der Partikelform ist auch die Partikelgröße ein entscheidender Faktor für die Pulverqualität und damit für die gleichbleibenden Eigenschaften von Bauteilen. Übergroße Partikel würden im Pulverbett des Druckers zu Riefen und dadurch zu inhomogenen Bauteilen führen. Die im Pulver verbliebenen feinsten Stäube sind problematisch, da sie die Rieselfähigkeit und das Fließverhalten des Pulvers verschlechtern. Wenn diese Schüttguteigenschaften nicht optimal eingestellt sind, kann es im Druckprozess zu unterschiedlich dichten Bauteilen bis hin zu Poren kommen. Daher muss das Produkt einer Gasverdüsungsanlage weiter aufbereitet und die Korngröße der Pulver in einem Klassierprozess eingestellt werden. Übliche Pulversorten für das SLM-Verfahren besitzen ein Oberkorn x95 von etwa 40 bis 50 μm; andere Anwendungen verarbeiten Pulver von 80 bis 100 oder sogar 150 μm. Insbesondere die feineren Sorten werden zur Verbesserung der Rieselfähigkeit und Fließeigenschaften entstaubt. Hierfür müssen Feinanteile kleiner ca. 15 bis 20 μm entfernt werden. Das verbliebene Endprodukt lässt sich dann gut zu dünnen, dicht gepackten und homogenen Schichten ausbringen, wie sie für das SLM-Verfahren benötigt werden.
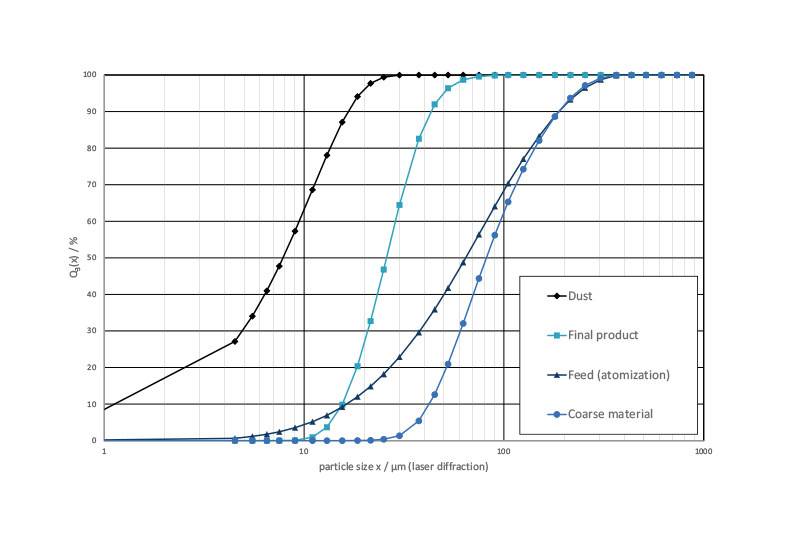
Diagramm 1: Partikelgrößenverteilungen bei der Aufbereitung eines SLM-Pulvers.
Optimaler Sichtungsprozess für perfektes Pulver
Derzeit wird der obere Trennschnitt meist in einer Siebmaschine durchgeführt und zur Verbesserung der Schüttguteigenschaften eine Entstaubung mittels einer einfachen Sichtung nachgeschaltet. Für den dazu erforderlichen Trennschnitt bei 15 bis 20 μm wäre eine Siebung nicht mehr wirtschaftlich anzuwenden. Der weiterentwickelte Tandem Feinstsichter TTSP von Hosokawa Alpine ist exakt auf die Anforderungen der Additiven Fertigung zugeschnitten und ermöglicht die Herstellung einer gewünschten steilen Partikelgrößenverteilung in nur einem Prozessschritt. Das Aufgabematerial für den Sichtprozess stammt üblicherweise aus einer Verdüsungsanlage und wird über Dosierbehälter kontinuierlich dem TTSP Sichter zugeführt. In der oberen Sichtstufe erfolgt die Abtrennung der unerwünschten Staubanteile, die kleiner 15 μm sind. Dieser Staub wird pneumatisch aus dem Sichter befördert und in einem Zyklon oder Filter abgeschieden.
Das finale Produkt wird mit der zweiten Sichtstufe erzeugt. Dafür lässt das untere Sichtrad Partikel bis zum gewünschten Durchmesser von z. B. 40 μm passieren, wobei die Trenngrenze wesentlich gröber oder feiner eingestellt werden kann. Der Abtransport zum Zyklon oder Filter erfolgt für die mittlere Fraktion pneumatisch. Grobe Anteile werden von beiden Sichträdern abgewiesen und am unteren Ende der Maschine als Grobfraktion ausgetragen.
Die Verarbeitung von Metallpulver muss in der Regel in einer inerten Atmosphäre stattfinden, um unerwünschte Reaktionen des Pulvers mit dem Prozessgas zu vermeiden. Dazu werden TTSP Anlagen gasdicht ausgeführt und das eingesetzte Inertgas im Kreislauf wiederverwendet. Diese Maßnahme ist nicht nur aus Gründen des Explosionsschutzes erforderlich. Es gilt zu verhindern, dass sich an den metallisch blanken Oberflächen der Pulverpartikel Oxid- oder Nitridschichten bilden, welche die Eigenschaften der Pulver negativ beeinflussen würden.
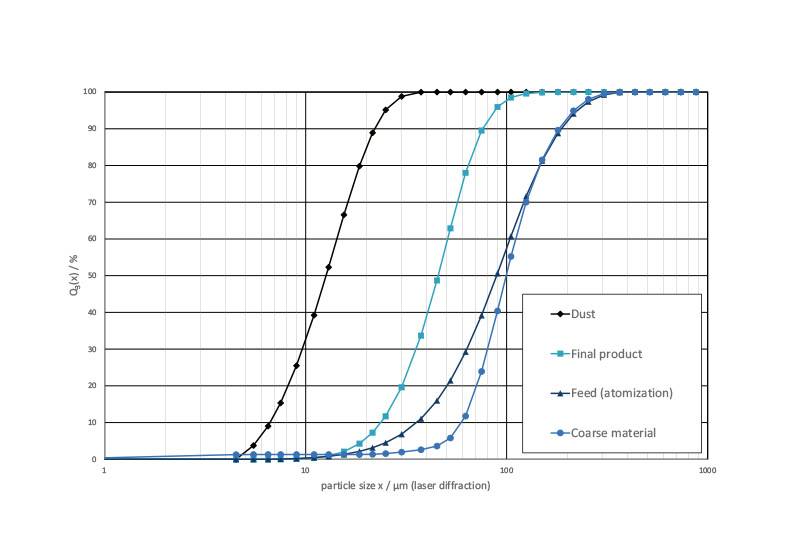
Diagramm 2: Partikelgrößenverteilungen für eine gröbere Metallpulversorte.
Präzise Trennschärfe
Durch die stufenlos einstellbaren Trenngrenzen beider Sichtstufen kann das vorhandene Ausgangsmaterial optimal genutzt werden. Diagramm 1 zeigt Partikelgrößenverteilungen, die bei der Aufbereitung eines Pulvers für SLM Anwendungen entstehen. Das Zielprodukt hat hierbei eine Kornverteilung von ca. 15 bis 45 μm. Mit diesen Korngrößen sind die Möglichkeiten des Sichters noch längst nicht ausgereizt. Diagramm 2 zeigt beispielsweise Partikelgrößenverteilungen bei der Aufbereitung eines Pulvers mit x95 ca. 90 μm. Materialabhängig sind am groben Ende des Einsatzbereichs Trenngrenzen bis ca. 160 μm möglich. Am feinen Ende des Einsatzbereichs können Pulver unterhalb von 10 μm hergestellt werden. Diese Feinheit wird beispielsweise für noch feinere Strukturen beim Micro-SLM Verfahren benötigt.
Der TTSP ist aktuell in vier Baugrößen verfügbar und auf die Verarbeitung von 30 bis zu 300 kg/h Metallpulver ausgelegt. Bereits die kleineren Ausführungen bewältigen den Ausstoß einer üblichen Gasverdüsungsanlage. Der Einsatz eines 3-Fraktionen-Sichters kann einen Prozessschritt einsparen. Dadurch entfällt der Aufwand für das Handling des Produkts bei der Siebung ebenso wie Rüst-, Kontroll- und Wartungszeiten. Der Betreiber gewinnt Flexibilität bei der Einstellung der Trenngrenzen und verbessert seine Prozessstabilität durch einen robusten Prozess.
Teilen: · · Zur Merkliste