gastkommentar
Materialextrusion mit FDM – warum kompliziert, wenn es auch einfach geht?
Fused Deposition Modeling (FDM) bzw. Fused Filament Fabrication (FFF) als alternative Bezeichnung für FDM wird manchmal etwas belächelt. Häufig wird in der Branche damit kokettiert, dass FDM ein Hobby-Gerät sei, man aber selbst eine professionelle Anlage wie Lasersintern oder Stereolithografie betreibe. Das Ganze wird dann mit Begriffen wie „Würstchen-Drucker“ garniert in der bildlichen Analogie, dass durch eine Düse ein Strang auf die darunterliegende Schicht abgelegt bzw. extrudiert wird. Aber auch wenn der FDM-Druck in der Maker- und Hobby-Ecke eine treue Anwenderschar hat, ist diese Drucktechnologie alles andere als nur ein Hobby. Weltweit produzieren Firmen damit täglich unzählige viele industrielle Teile in Serie. Es ist der klassische 3D-Drucker schlechthin. Und in puncto Materialvielfalt sucht er vergeblich seinesgleichen.

Timm Kragl ist seit 2006 in der Welt des 3D-Drucks zu Hause. Heute arbeitet er als herstellerunabhängiger Berater für seriennahe Anwendungen rund um die Additive Fertigung. Der Fokus liegt auf Turn-Key-Anwendungen, der digitalen Prozesskette/Software und artgerechten CAD-Konstruktionen (DfAM). Sein Hauptsitz ist München, aber für Kundenprojekte ist er auch immer wieder vor Ort unterwegs.
Steve Scott Crump ist der andere „unsterbliche“ 3D-Gott im 3D-Olymp neben den Erfindern Carl Robert Deckard (Lasersintern) und Chuck Hull (Stereolithografie). 1989 und in den Folgejahren, drei Jahre nach Chuck Hull`s Patentschrift, beantragte er die Patente, die ihm 20 Jahre äußerst auskömmliche Gewinne garantierten. Erst nach Ablauf seiner Patente betraten endlich ernstzunehmende und heute auch sehr zahlreiche Wettbewerber das Feld der Materialextrusion.
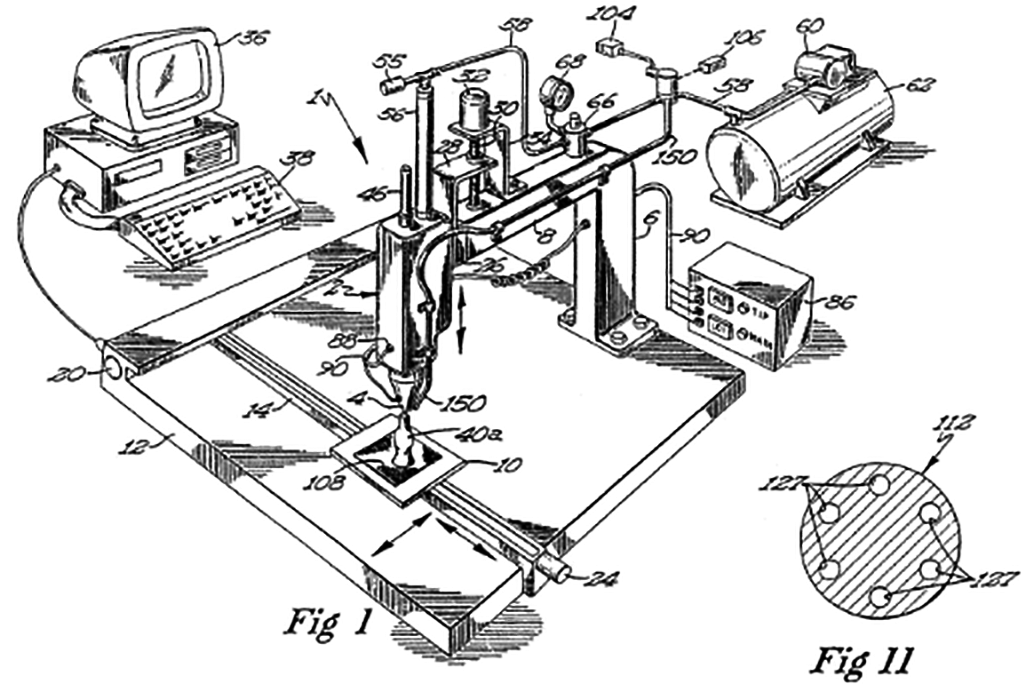
Patent-Skizze von Crump aus dem Jahr 1989.
Scott Crump wollte es leicht!
Dabei wird deutlich, dass sein Augenmerk auf leichte Umsetzung gerichtet war. Seine Idee braucht keinen extra kalibrierten Laser. Nein, es bedarf nur eines Portalsystems – bereits bekannt vom Fräsen – zur Platzierung und 2 ½ D-Steuerung einer Düse, die den thermoplastischen Kunststoff verflüssigt, und einer einfachen Zuführung des Materials. Das Material erstarrt lediglich an der Umgebungsluft und bildet den Untergrund für eine neue Schicht. Der Einfachheit halber wurde das Material in Strangform auf eine Spule aufgewickelt, dem Filament, was später zum ikonischen Synonym für den 3D-Druck werden sollte. Hier zeigt sich wieder Crumps Ansatz, es möglichst einfach für seine Anwender zu machen. Filament-Spulen sind sehr leicht zu wechseln und es braucht keine ausgefeilte und teure Heizschnecke, die das Material zugleich fördert und verflüssigt.
Seine Idee hatte Crump, nachdem er für seine Tochter einen Spielzeug-Frosch mit einer Heißklebepistole erstellen wollte. Nach vielen manuellen Versuchen gab er schließlich auf. Wir können uns bildlich den Frust des entnervten Vaters vorstellen, weil der Frosch immer wieder die Form einer deformierten Qualle annahm. Also suchte er nach einer automatisierten Lösung unter Zuhilfenahme eines CAD-Modells. Das war der Heureka-Moment, der den 3D-Druck später zu einem Massenmarkt machen sollte. Und es ist ein weiteres Beispiel dafür, wie aus Inspiration, Frust und Hartnäckigkeit die Keimzelle einer neuen Industrie wird.
Bereits vorher gab es andere Wegbereiter, auf die sich Crump in seiner Patentschrift auch bezieht, um sich gleichzeitig von diesen abzugrenzen. So wird Hull´s Stereolithografie dahingehend zitiert, dass es eben keine aufwendige Photopolymerisation für seinen Prozess braucht und fast jeder x-beliebige Werkstoff durch eine Düse extrudiert werden kann. Später zeigte sich, dass die Technologie besonders geeignet für Thermoplaste ist. Außerdem bezieht er sich auf William E. Masters, der seinerzeit eine andere generative Technologie patentiert hatte, mit der Material in dreidimensionalen Bahnen um eine Art Nukleus abgelegt wurde. Auch das war Crump zu kompliziert. Er wollte eine einfache Steuerung verwenden, die das Material in Schichten ablegt. Und genauso brachte er sein erstes System auch schon 1992 auf den Markt, nachdem er mit seiner Frau Lisa 1989 Stratasys gegründet hatte. Der Name Stratasys – mit Crump im Aufsichtsrat – blieb übrigens auch nach dem Merger mit dem anderen Kunststoff 3D-Druck Pionier Objet aus Israel erhalten. Und in den Folgejahren ergänzte Stratasys sein Portfolio an 3D-Druck-Technologien durch viele weitere Übernahmen und ist heute einer der großen Player neben 3D Systems.

Moderne FDM-Systeme entsprechen mittlerweile industriellen Standards und erfüllen die Anforderungen der Industrie hinsichtlich Genauigkeit und Performance.
Viele Weiterentwicklungen der FDM-Idee, aber im Kern immer dasselbe Prinzip
Gleich in den ersten Jahren brachte Stratasys ein Material auf den Markt, das lange Zeit das Standardmaterial für FDM bleiben sollte: Acrylnitril-Butadien-Styrol (ABS). Zu dieser Zeit war das Material in der Industrie schon seit fast 50 Jahren etabliert und für industrielle Anwendungen sehr beliebt. Es ließ sich gut extrudieren und hatte geringeren thermischen Verzug als andere Werkstoffe. Als toleranter und günstiger Werksstoff war er prädestiniert zur Extrusion durch feine Düsen. Aber mit neuen Kunststoffen und komplexeren geometrischen Anforderungen musste auch beim FDM-Verfahren, wie bei vielen anderen 3D-Druckverfahren, das allgegenwärtige Problem mit dem Verzug angegangen werden. Zur Lösung des Problems wurden die einfachen und offenen Portalsysteme aufgerüstet mit einer beheizbaren Grundplatte und einem gekapselten Bauraum, unterstützt durch Heizelemente und Ventilatoren, die nach Bedarf an- und ausgestellt werden können. Das alles diente dem Ziel, die Temperaturbedingungen enger kontrollieren zu können und einen geringeren Temperaturgradienten während des Bauens zu ermöglichen. Auch digital wurde nachgebessert, indem der sogenannte Infill-Wert für massive Geometrien prozentual variiert werden kann, um thermische Spannungen zu reduzieren. Später folgten zusätzliche Extruder, zum Abstützen von Überhängen und um Neigungen flacher als 45° verarbeiten zu können. Heute dienen weitere Extruder auch zum Drucken von anderen Materialien, da der 3D-Druck gerade in Multi-Materialanwendungen seine Vorteile gegenüber der herkömmlichen Fertigung ausspielen kann.
Natürlich lebt der FDM-Druck von seiner Materialvielfalt. Heute können anspruchsvolle Materialien wie carbon-/glasfaserverstärkte Composites mit einem Nylon-Basis-Material verarbeitet werden. Auch Hochleistungspolymere wie das semikristalline PEEK und Ultem werden neuerdings verdruckt. Wenn die Prozesseinstellungen es zulassen, bedarf es keines anschließenden Temperprozesses mehr, um den semikristallinen Zustand zu erreichen. Metall- und keramikgefülltes Filament wird angeboten, deren metallische und keramische Bestandteile in weiteren Prozessschritten (MIM) entbindert und versintert werden können.
Neben Portalsystemen stehen sogenannte bewegliche Plattformen und Delta-Drucker zur Auswahl. Nicht mehr allein der Extruder bewegt sich, sondern an drei Punkten wird der Extruder aufgehängt und relativ zur mobilen Plattform bewegt und geneigt. Dabei hat die Oberflächenqualität sich immer mehr verfeinert – kein Vergleich mehr zum Spielzeug-Frosch, den Crump für seine Tochter fertigte. Auch die Querverbindungen der Schichten untereinander hat sich verbessert und damit die mechanischen Eigenschaften. So integriert das Berliner Start-up Orion einen Mikrowellenofen in seine Drucker, um eine hohe Temperatur konstant und homogen über den gesamten Bauprozess zu halten. Oder: Apium aus Karlsruhe und Kumovis aus München erzeugen in ihren Druckern einen laminaren Luftstrom, um ebenfalls Polymere mit hohen Anforderungen an die Verarbeitungstemperatur nutzen zu können. Selbst das Thema große Bauteile, sonst in der 3D-Welt eher ein Nischenthema, wurde adressiert. Die Berliner Firma BigRep spezialisiert sich auf Großformatdruck. Als Slicing-Software zur Erstellung der Arbeitsanweisungen werden Programme wie Simplify und Cura verwendet, mit denen sehr detaillierte Einstellungen möglich werden.
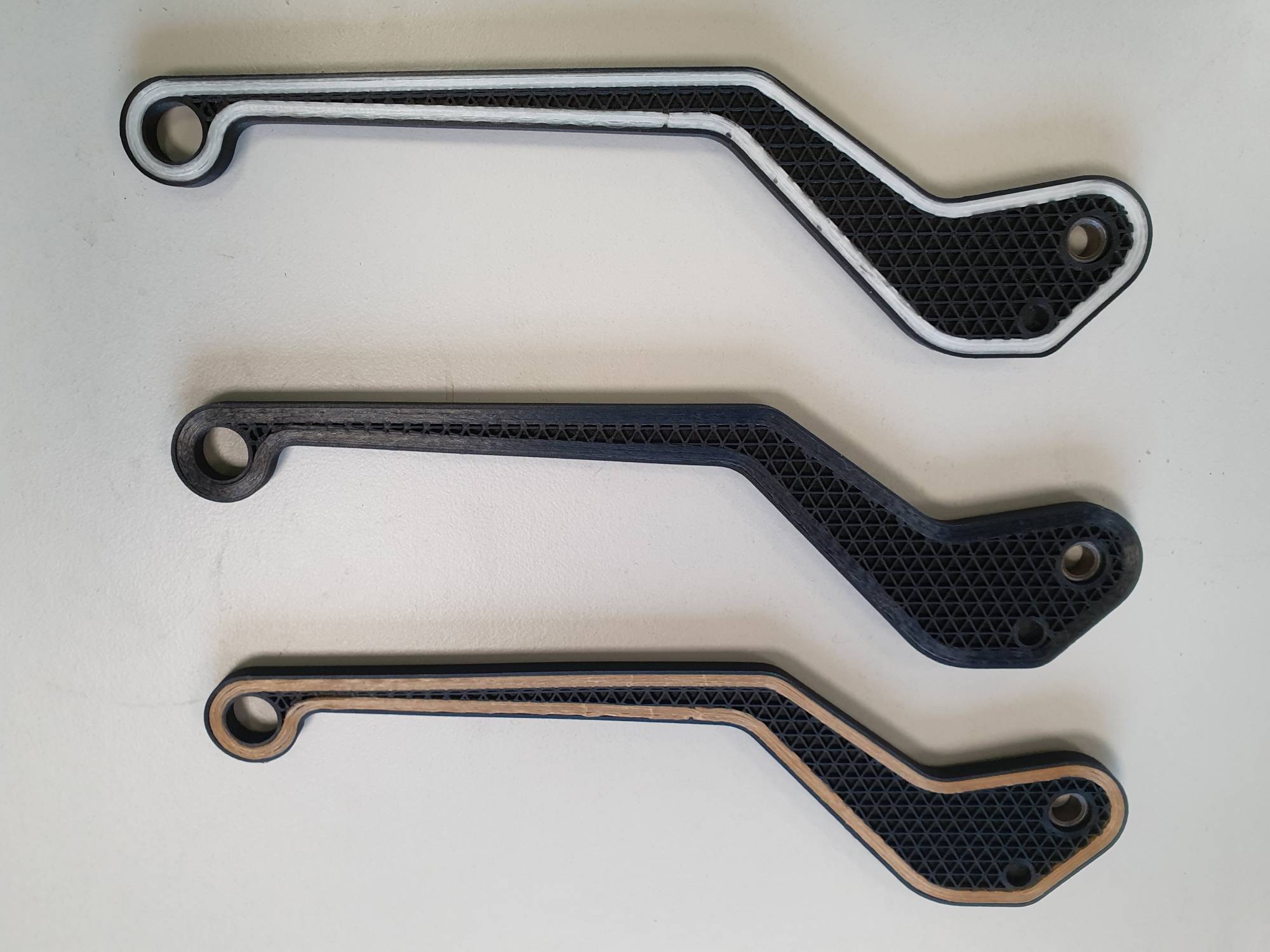
Auch das Einbringen von Endlosfasern in FDM-Bauteile zur Verstärkung ist möglich. Das Ergebnis sind sehr robuste und leistungsfähige Bauteile.
FDM erhält einen zweieiigen Zwilling
Aber warum erst das Material in Filamentform bringen, um es dann wieder aufzuschmelzen? Warum wird das Material nicht direkt als Granulat verflüssigt, wie es im Bereich des Spritzgießens und der Strang-Extrusion seit vielen Jahrzehnten Gang und Gäbe ist? Der Vorteil für den Anwender ist deutlich: geringere Materialkosten und die Verwendung der Originalwerkstoffe, mit denen Kunststofftechniker eh schon vertraut und die für bestimmte Anwendungen bereits zertifiziert sind. Denn um das Material in Filamentform auf Spulen aufzuwickeln, werden die Originalwerkstoffe modifiziert. Durch die Herstellung sogenannter Co-Polymere in Filamentform werden die Werkstoffe einfacher zu verarbeiten. Es bedarf nur einer einfachen Heizdüse und eines Antriebs, der das Filament zuführt. Aber durch die im Vergleich relative Nischenanwendung 3D-Druck sind nur bei ABS die Materialkosten um den Faktor 20 bis 50 höher, verglichen mit dem Originalwerkstoff in Granulat-Form. Zusätzlich sind die Eigenschaften des Materials zwar ähnlich, aber eben nicht identisch zum spritzgegossenen Pendant. Das liegt freilich auch an dem unterschiedlichen Verarbeitungsprozess, aber eben auch an dem modifizierten Material. Und so musste erst ein Spritzgießunternehmen aus dem Schwarzwald, die Firma Arburg, dieses Manko aufgreifen und eine geeignete Maschine zur Verarbeitung des Originalgranulats im Jahr 2013 auf den Markt bringen. Das war 24 Jahre nach dem Markteintritt des ersten FDM-Druckers. Der Freeformer funktioniert mit einer Heizschnecke, ähnlich wie im Bereich Spritzgießen, und einer Nadelverschlussdüse, die das verflüssigte Material in Tröpfchenform ablegt. Den Preis, den der Anwender anfangs dafür zahlen musste, war eine deutliche verlangsamte Verarbeitungsgeschwindigkeit, aber endlich konnten einige ungefüllte Werkstoffe in ihrer Originalform verarbeitet werden.
Seitdem ging es Schlag auf Schlag. Und hier zeigt sich der Vorteil eines einfachen und bewährten Maschinensystems in Kombination mit einem offenen Materialkonzept. Die Eintrittsbarrieren sind gering und die Anzahl der Marktteilnehmer hoch, was zu fortwährenden Innovationen führt. Ähnlich wie vorher im FDM-Bereich sprießen die Firmen aus dem Boden, die Originalgranulate aus dem Bereich des Spritzgießens und der Extrusion im 3D-Druck verarbeiten. Ebenfalls interessant sind die Anbieter großer Portalsysteme wie etwa Cead aus den Niederlanden, Hans Weber aus Deutschland und Cincinatti aus den USA, um großformatigen Seriendruck zu ermöglichen. Auch die Extruder sind dann natürlich etwas größer und damit ungenauer, weshalb diese häufig als Hybridsysteme mit anschließender Fräsbearbeitung ausgelegt werden. Der Vollständigkeit halber sei hierbei erwähnt, dass dann gegebenenfalls für eine bessere Verarbeitung eigens getrimmte Modifikationen des Originalwerkstoffes zur Anwendung kommen. Die industrielle Verarbeitung von anspruchsvollen Originalkunststoffen haben sich Firmen wie etwa AIM3D aus Rostock auf die Fahnen geschrieben. Mit einer gesteuerten Materialzuführung und einem ausgefeilten Heizkonzept wird die prozessuale Schwankungsbreite verringert und damit die Reproduzierbarkeit erhöht. Die Parameterfindung erfordert häufig eine Testreihe, aber im Prinzip kann jeder Anwender sein Material qualifizieren lassen. Hage aus Österreich hat ein Maschinenkonzept entwickelt, das flexibel hinsichtlich des Extrusionssystems ist. Ob später Filament oder direkt das Granulat verarbeitet wird, kann im Rahmen der Maschinenspezifikation bestimmt werden.
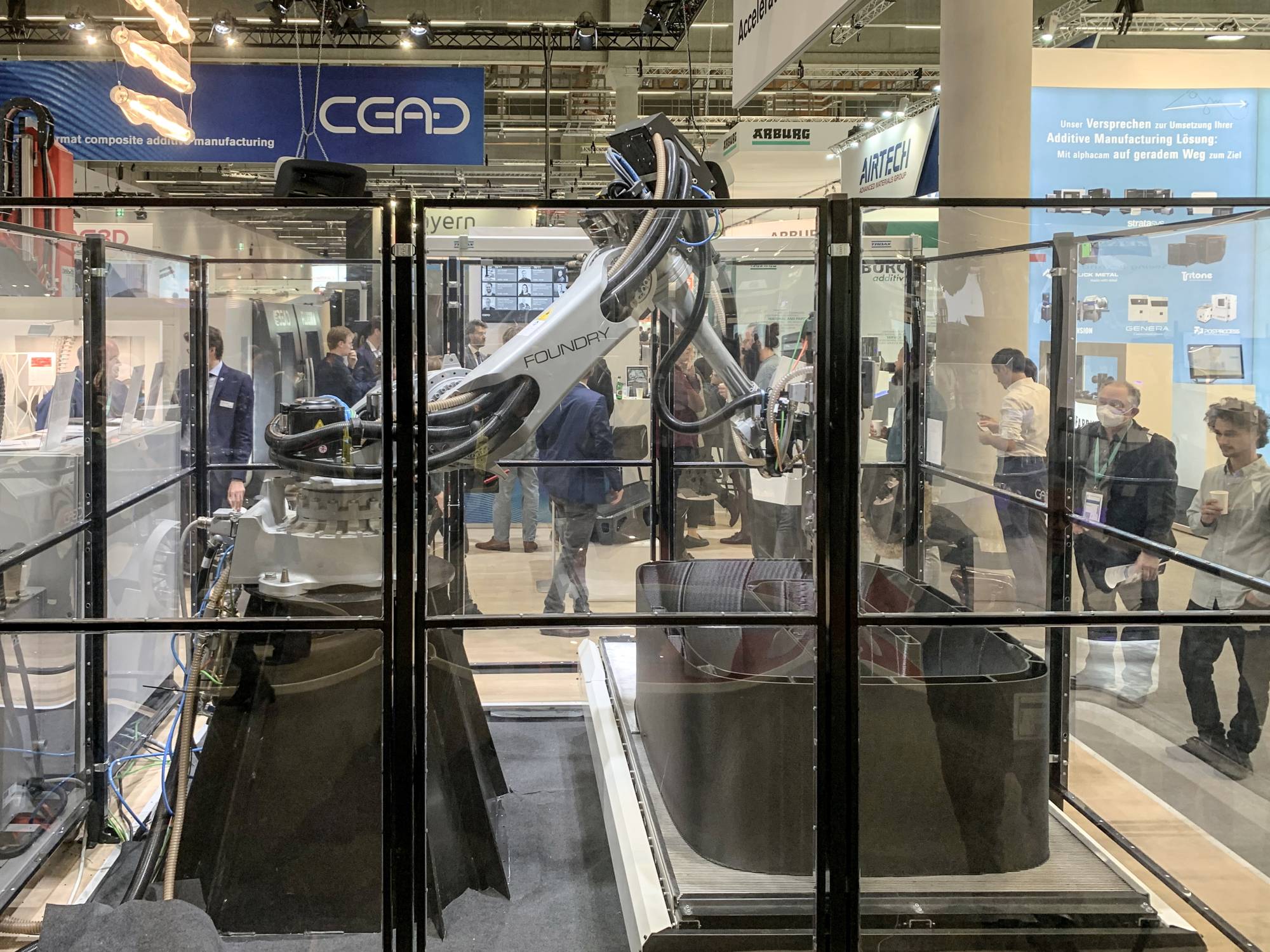
Extrusionseinheiten auf Industrierobotern erobern sukzessive die AM-Welt. Diese besitzen eine hohe Flexibilität.

War man früher in der Oberflächenqualität bei FDM noc sehr beschränkt (links), so lassen sich heute erstaunliche Bauteilqualitäten und Genauigkeiten erzielen (rechts).
Aus der 2 ½ D-Bearbeitung zu komplexen 3D-Werkzeugpfaden
Und dann ist da noch das große Feld, das sich aus der Kombination von Mehrachs-Robotern mit (Schnecken-) Extrudern ergibt. Alle Roboterhersteller, wie z.B. Stäubli, Kuka und ABB, sind mittlerweile auch Lieferanten von Start-ups und etablierten Firmen, um das Material mit Düse aus verschiedenen Winkeln auf das Objekt auszudrucken. Und hier wird die Sache wirklich interessant. Verschiedene Werkstoffe können jetzt einfacher miteinander kombiniert werden. Für Reparaturen kann auf ein bestehendes Objekt aufextrudiert werden. Dabei wird nahezu supportlos gedruckt, weil das Objekt und der Extruder selbst relativ zueinander geneigt und so immer wieder selbsttragende Anstellwinkel realisiert werden. Nicht nur Roboterhersteller beackern heute den Markt, sondern auch die Produzenten von Cobots, wie Universal Robots aus Dänemark oder Franka Emeka aus München, auch wenn deren Traglasten für Schneckenextruder eingeschränkt sind. Aber dafür bedarf es bei deren Betrieb keiner extra aufgestellten Roboterzelle samt Einhausung, da Cobots ja für den Betrieb mit humaner Interaktion entwickelt wurden. Im Bereich räumlicher Werkzeugpfade steigt die Komplexität allerdings wieder, denn 2 ½ D-Bearbeitung werden durch Slicer-Hersteller wie Simplify, Cura und Prusa heute sicher beherrscht. Im Feld echter 3D-Bearbeitung und Mehrachs-Berechnung und -Simulation wird die Luft allerdings dünn. Hier sind als Vorreiter vielleicht AI Build aus England und Adaxis, ein schwedisch-französisches Start-up, zu nennen. Die digitalen Anforderungen sind den metallischen 3D-Druckverfahren wie Cold-Spraying und Auftragsschweißen (DED) nicht unähnlich und so sind gegenseitige Befruchtungen in den nächsten Jahren zu erhoffen.


Hinsichtlich Maschinengröße verschieben sich die Grenzen immer mehr. Großteileproduktion ist damit kein Problem mehr.
Der Markt und die Anwendungen heute und in Zukunft?
FDM beziehungsweise allgemeiner die Materialextrusion sind die Player in der Welt der Additiven Fertigung mit Kunststoff. Heute werden Abwasserschächte aus Polypropylen, Vorrichtungen aus ABS, Maschinenkomponenten aus ESD-geeignetem Polyethylenterephthalat (elektrisch leitfähigem PETG), Supermarkt-Lampenschirme aus Polycarbonat und sogar Hufeisen aus Thermoplastischem Elastomer (TPE) ganz selbstverständlich in Serie gedruckt. Firmen wie Volkswagen betreiben Tausende von Druckern, um Vorrichtungen und Arbeitshilfen zu bauen. Signify aus Holland, eine Abspaltung der Firma Philips, steuert hochautomatisierte Drucker-Farmen. Prusa aus Tschechien, Makerbot aus den USA und Ultimaker aus Holland sowie deren chinesische Pendants ermöglichen durch niedrige Beschaffungspreise und verbesserte Qualität diese neue Form der Serienfertigung. Der Großformatdruck erobert neue Einsatzfelder auf dem Gebiet der Architektur, des Anlagen- und des Schiffbaus. Reparaturanwendungen werden durch Mehrachssysteme möglich und auch das Thema Ressourcenschonung und Nachhaltigkeit ist keine ferne Zukunftsvision, da Rezyklate als aufbereiteter Werkstoff für Granulat-Drucker eingebracht werden kann. Die Firma The Industry aus Schweden hat sich zur Aufgabe gemacht, die Wiederverwendungsquote von Thermoplasten im Großformatdruck zu erhöhen. Das ist sicher nur ein Tropfen auf den heißen Stein, aber jedenfalls kein schlechter Gedanke in Anbetracht der Müllkatastrophe, in der sich unsere Welt befindet. Polylactic-Acid (PLA) ist ebenfalls für Gebrauchsgestände seit einigen Jahren auf dem Markt. Es wird aus natürlich nachwachsenden Rohstoffen wie Mais gewonnen und kann in der Umwelt ohne giftige Rückstände in relativ kurzen Zeithorizonten abgebaut werden. Welcher andere Kunststoffdruck bietet eine solche Vielfalt? Auch das größte Manko dieses 3D-Druckverfahrens wird immer mehr ausgeglichen. Was die Oberflächenqualität, den Stufeneffekt und quasi-isotrope Festigkeit anbelangt, hat sich die Materialextrusion wirklich zu einem rundum tauglichen Fertigungsverfahren weiterentwickelt. Seit Scott Crump seinen ersten Spielzeug-Frosch druckte, ist wirklich viel verflüssigter Kunststoff durch die Düse geflossen.
Teilen: · · Zur Merkliste