branchengeschehen
Freiraumverfahren
Additive Verfahren im Überblick 2: Am bekanntesten unter den additiven Fertigungsverfahren sind wohl die Freiraumverfahren. Die meisten Geräte, die auch für den halbprofessionellen oder gar für den Heimgebrauch verfügbar sin,d basieren auf der FDM Technologie. Diese bildet aber nur einen geringen Teil der Lösungen für den professionellen Einsatz. Auch bei den Freiraumverfahren gibt es Unterschiede, die sich in der wirtschaftlichen Nutzbarkeit niederschlagen. Autor: Georg Schöpf / x-technik

Wachsmodelle für den Feinguss, die im WDM Verfahren entstehen, erhalten durch die sehr hohe Auflösung eine Oberfläche die nicht mehr nachbearbeitet werden muss.
Wie bei allen additiven Fertigungsverfahren werden auch bei den Freiraumverfahren die Modelle schichtweise aufgebaut. Auch hier müssen zunächst 3D-Modelle in die erforderlichen Schichten zerlegt werden. Bei den Freiraumverfahren erfolgt die Modellerstellung in der Regel dadurch, dass der Werkstoff entweder auf eine Bauplattform oder ein bestehendes Werkstück aufgebracht wird. Das Material wird zugeführt und über eine Applikationseinheit ans Werkstück gebracht. Im Grunde bestehen dazu zwei Möglichkeiten. Entweder wird der Werkstoff aufgeschmolzen und erstarrt nach Applikation auf dem Werkstück wieder, oder aber das Ausgangsmaterial wird flüssig zugeführt und durch zuführen eines Reaktionsmediums oder Licht zum Erstarren gebracht. Dabei wird entweder die Applikationseinheit oder die Bauplattform/Unterlage bewegt um ein flächiges Aufbringen zu ermöglichen. Alleine beim Laminated Object Modeling (LOM) erfolgt das Aufbringen in ganzen Schichten. Bei allen Freiraumverfahren besteht die Notwendigkeit, bei Überhängen, Auskragungen oder Hinterschneidungen mit Stützstrukturen zu arbeiten (auch Supportstruktur genannt). Diese werden, je nach Fertigungsverfahren, aus dem gleichen Werkstoff so angebracht, dass sie leicht entfernt werden können oder aber aus einem anderen Material hergestellt, das entweder thermisch oder chemisch leicht zu entfernen ist.
Fused Deposition Modeling (FDM), Fused Filament Fabrication (FFF)
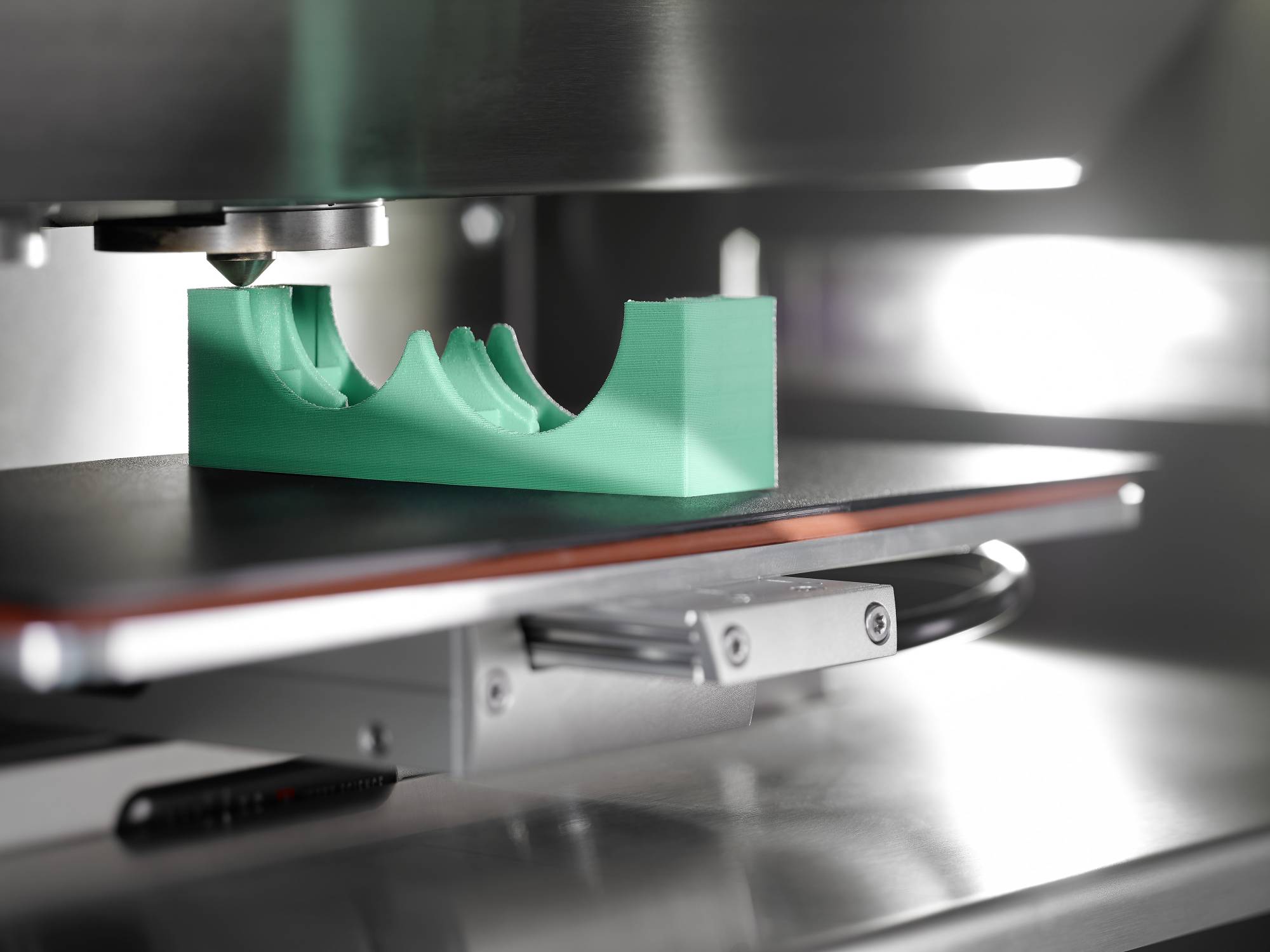
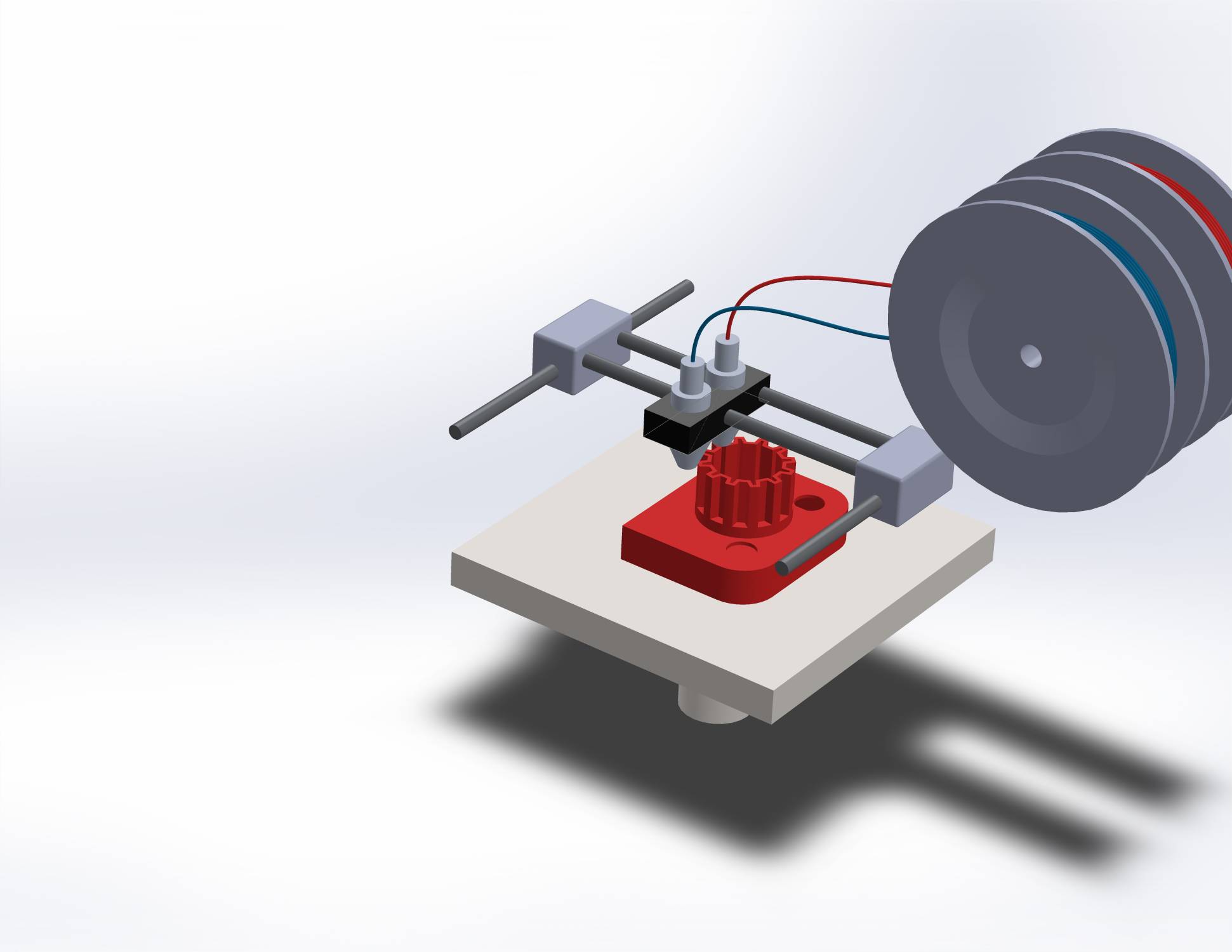
Das wohl populärste Verfahren ist das Fused Deposition Modeling. Dieser Begriff kurz FDM – wurde durch die Firma Stratasys geprägt wurde. Der Vorgang wird allgemein auch als Fused Filament Fabrication (FFF) bezeichnet. Beim FDM-Verfahren wird ein schmelzfähiger Kunststoff, oder Wachsmaterial in Form eines Drahtes oder Fadens zugeführt. Als Materialien kommen Mittels einer erwärmten Extruderdüse wird das Material zu einem halbflüssigen Zustand aufgeschmolzen und zeilenweise aufgetragen bis die jeweilige Aufbauschicht fertiggestellt ist. Das Material verbindet sich mit der Unterlage und der nebenliegenden Materialzeile. Unmittelbar nach dem Auftragen erstarrt das Material und bildet so eine tragfähige Unterlage für die nächste Schicht. Meist wird dabei die Extruderdüse in X-,Y-, und Z-Richtung bewegt, oder aber die Bauplattform wird in Z-Richtung abgesenkt. (Bild: FDM)
Erfunden wurde das Verfahren von Scott Crump, dem Gründer von Stratasys. Seit vor wenigen Jahren das Stratasys-Patent für dieses Verfahren ausgelaufen ist wurden durch das RepRap-Projekt Baupläne für FDM-Geräte veröffentlicht. Das führte zu einem wahren Boom für derartige Systeme. Dadurch fand die additive Fertigung auch Zugang zu Privatnutzern, denn fast alle kostengünstigen FDM-Geräte stammen vom RepRap-Projekt ab. Mit Geräten, die dieses Verfahren nutzen, können Schichtstärken im Bereich zwischen 0,12 mm und 0,25 mm erzielt werden. Die Wandstärken sollten außerdem 0,2 mm nicht unterschreiten, um eine ausreichende Stabilität und Formhaltigkeit zu gewährleisten.
Anlagen für die gewerbliche Herstellung von Funktionsbauteilen oder Prototypen unterscheiden sich zu den kostengünstigen Einstiegsgeräten jedoch oft vehement. Die größte Herausforderung für Geräte, die gewerblich genutzt werden sollen, liegen in den Bereichen Geräuschentwicklung, Geruchsemmision und Temperaturmanagement. Geräuschentwicklung und Geruchsemmision sind dabei im Wesentlichen für die Nutzung in Büros von Bedeutung. Hier geht es konkret um Arbeitsschutzmaßnahmen, die bei einer Nutzung im Betrieb berücksichtigt werden müssen. Das Thema Temperaturmanagement hat ganz klar funktionale Aspekte. Ein offener Arbeitsraum, wie er bei sehr preisgünstigen Geräten die Regel ist, erlaubt keine klar definierte Temperaturregelung. Diese ist jedoch Voraussetzung für ein wirtschaftlich nutzbares Ergebnis. Wird die Temperatur nämlich nicht im optimalen Bereich gehalten, so kann es bei zu schnellem Abkühlen leicht passieren, dass sich die Bauschichten nicht genügend miteinander verbinden, was sich negativ auf Stabilität und Oberflächenqualität auswirkt. Ist der Bauraum jedoch zu warm oder wird die Wärme nicht schnell genug abgeleitet, so wird das Werkstück instabil, was im Falle von Auskragungen schnell zu Verformungen des Bauteils führen kann. Mit unterschiedlichen Arbeitstemperaturen beim Aufschmelzen des Werkstoffes können aber auch unterschiedliche Materialeigenschaften beim fertigen Bauteil erzielt werden. So ist es beispielsweise möglich, beim Erstellen der Stützgeometrien den Werkstoff so einzustellen, dass die Stützgeometrie im Anschluss leichter entfernt werden kann. Auch die Verwendung von Mehrfachdüsen wird teilweise bereits umgesetzt, was ebenfalls das Anbringen von Supportgeometrien mit anderen Materialeigenschaften ermöglicht oder aber Materialkombinationen beim fertigen Werkstück erlaubt.
Von den Bauraumgrößen unterscheiden sich die unterschiedlichen Geräte oft enorm. Die meisten bedienen einen Bauraum im Bereich von ca. 300 x 200 mm mit einer Bauhöhe von etwa 250 mm. Es sind mittlerweile jedoch auch Großformatanlagen erhältlich, die mit Bauraumgrößen bis zu x/y/z = 1100 x 1067 x 1097 mm aufwarten können, wie zum Beispiel die Anlagen von BigRep. Diese bieten dennoch eine Auflösung im Bereich von 0,1 mm bis 1 mm. Die größten Entwicklungen beim FDM-Verfahren liegen jedoch sicher im Bereich der Materialien. Neben reinen thermoplastischen Kunststoffen werden mittlerweile auch Gemische aus Kunststoff und unterschiedlichsten Füllmaterialien angeboten. Diese reichen von Glas- über Karbonfasern unterschiedlicher Länge bis hin zu Holz und Keramikanteilen. Auch Metallpulver kommen im Verbund zum Einsatz.
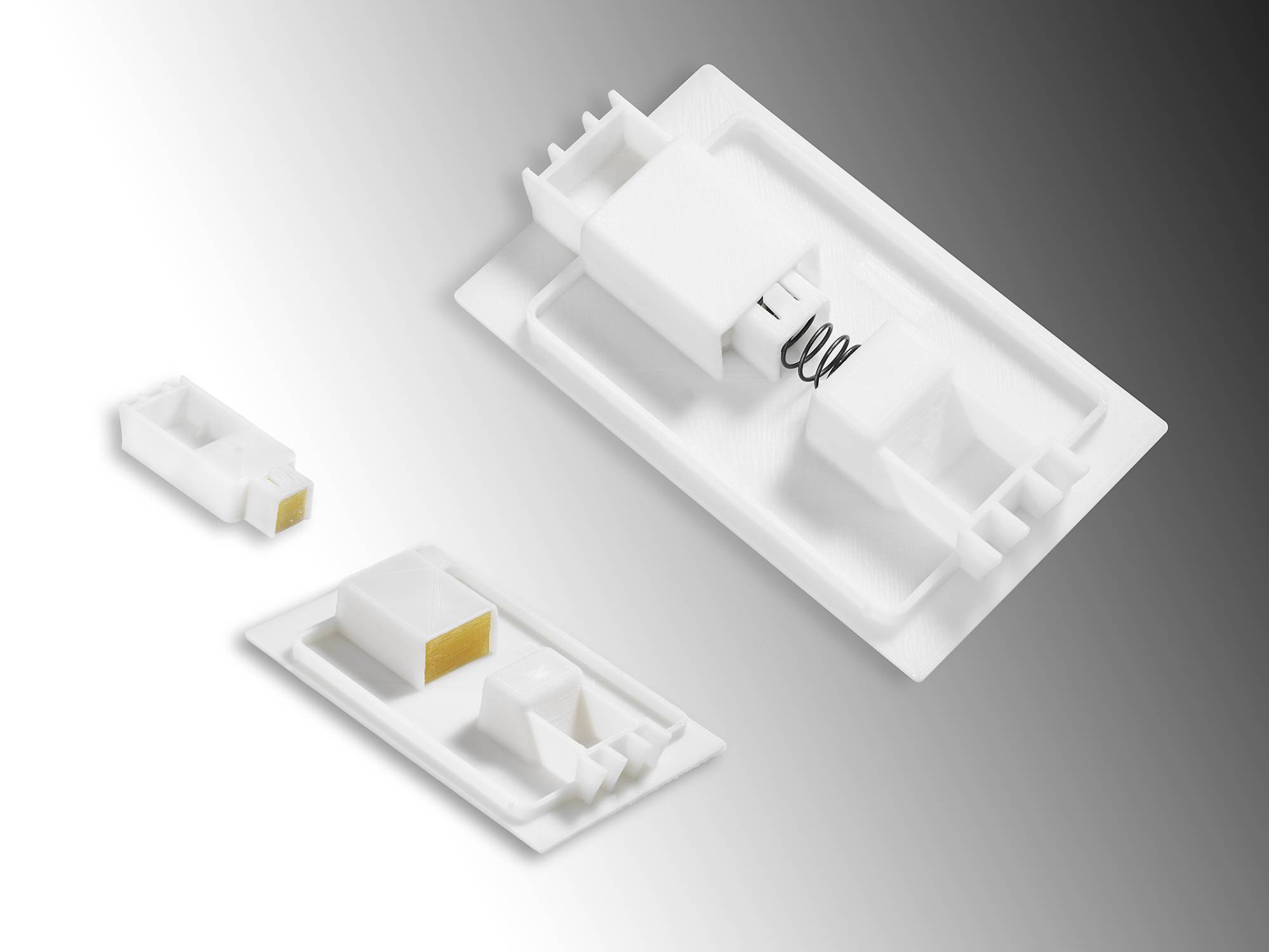
Das Arburg Kunststoff Freiformen zeichnet sich durch eine homogene Materialstruktur im Ergebnis aus. Stützgeometrien (im Bild gelb) können über einen zweiten Extruder direkt mit gedruckt werden. (Bild: Arburg)
Extrusionsverfahren, Contour Crafting
Eine Sonderform Stellen Anlagen dar, bei denen Strukturen gänzlich in den freien Raum extrudiert werden. Diese kommen meist ohne Stützgeometrien aus, verfügen aber über Austragsdüsen, die entweder speziell geformt sind oder das Erstarren des Baumaterials forcieren. Da das Material geschmolzen wird und nach der Applikation wieder erstarrt, müsste in diesem Fall das Extrusionsverfahren zum FDM gezählt werden. Meist besitzt bei den Extrusionsverfahren das Ausgangsmaterial aber, im Gegensatz zum FDM-Verfahren, im Ursprungszustand eine flüssige oder pastöse Konsistenz. Das Ausgangsmaterial erstarrt nach dem Auftragen aufgrund eines Trocknungsvorgangs oder einer chemischen Reaktion (Anm.: manchmal auch unter Zuhilfenahme eines Reagenz oder von Licht). Aufgetragen wird das Material weitgehend in Bahnen (Anm.: die ähnlich dem FDM-Verfahren durchaus auch flächig werden können) oder eben völlig frei im Raum. Für die Bewegungen der Austragsdüse wird ein Industrieroboter oder ein Portalroboter verwendet. Eine bemerkenswerte Variante, das Contour Crafting, wurde vom US Forscher Behrokh Khoshnevis, Professor an der University of Southern California in Los Angeles, entwickelt. Er verwendet als Baumaterial einen Spezialbeton. Aus diesem werden zum Beispiel Wandkonturen für Häuser über einen Extruder auf dem Untergrund aufgetragen. Dieser Spezialbeton härtet sehr schnell aus. Die Struktur wird beim Austragen des Spezialbetons mit einer seitlich geführten Kelle geglättet. Anschließend werden die Wandkonturen mit gewöhnlichem Beton befüllt. Dabei können auch Stahlträger oder Rohre mit eingebaut werden.

In der DMG MORI SEIKI Lasertec Maschine ist kombiniertes additives und subtraktives Bearbeiten in einem Fräsbearbeitungszentrum möglich. (Bild: DMG MORI SEIKI)
Wax Deposition Modeling WDM
Das Wax Deposition Modeling findet hauptsächlich in der Herstellung von Feingussformen in den Bereichen Dentaltechnik und Schmuckherstellung seine Anwendung. Die hohen Auflösungen dieses Verfahrens rühren von der guten Schmelzbarkeit und sehr engen Temperaturverläufen im Erstarrungsvorgang bei Industriewachsen. Da beim WDM das Wachs komplett aufgeschmolzen wird und tröpfchenweise auf die Bauplattform aufgebracht wird, sind sehr feine Strukturen möglich. Dem kommt auch die niedrige Viskosität des geschmolzenen Wachses zugute. Dadurch sind Auflösungen im Bereich von bis u 5.000 dpi (Anm.: in Einzelfällen sogar bis zu 8.000 dpi) möglich. Das macht eine Oberflächenbehandlung im Vergleich zu anderen Verfahren meist überflüssig, so dass die fertigen Modelle direkt, beispielsweise als Urform, für einen Abguss verwendet werden können. Nachteil für das WDM-Verfahren ist die Beschränkung auf meist kleine bis sehr kleine Teile und die geringe Arbeitsgeschwindigkeit. Dies ist dem doch recht aufwändigen Temperaturmanagement geschuldet, das bei der Verarbeitung von Industriewachsen erforderlich ist.

Modelle, die mit dem Mcor SDM Verfahren hergestellt werden sind vollfarbige Ansichtsmodelle aus verklebten Papierschichten. (Bild: Mcor)
Arburg Kunststoff Freiformen AKF
Eine sehr interessante Kombination aus dem WDM- und dem FDM-Verfahren wurde von der Firma Arburg entwickelt. Der Hersteller für Kunststoffspritzgussmaschinen mit enormer Erfahrung bei der Verflüssigung von Kunststoffen nutzt die Extrusionstechnologie aus Spritzgussmaschinen zur Verflüssigung konventioneller Spritzgussgranulate. Diese werden dann tröpfchenweise, ähnlich dem WDM-Verfahren, auf die Bauplattform oder ein vorhandenes Bauteil aufgebracht. Besonders am Arburg Kunstsoff Freiformen ist, dass die Austragseinheit fest ist und nur die Bauplattform bewegt wird. Daraus resultiert die Möglichkeit, mit der Unterbringung einer zusätzlichen vierten und fünften Achse, auf unterschiedlichsten Geometrien oder Bauteilen zu arbeiten, wohingegen die meisten anderen Verfahren an eine flache Bauplattform gebunden sind. Dadurch ist beispielsweise das Aufbringen einer Kunststoffschicht oder einer Kunststoffergänzung auf ein Metallteil möglich. Die Möglichkeit zwei Werkstoffe parallel zu verarbeiten erlaubt es, entweder Stützgeometrien aufzubringen oder Kombinationen von Werkstoffen mit unterschiedlichen Materialeigenschaften parallel zu verarbeiten. Durch die Möglichkeit, beim AKF-Verfahren das Aufschmelzen des Werkstoffes genau einzustellen und durch ein optimiertes Temperaturmanagement wird eine dichte Bauteilstruktur erzielt. Die erzielbare Oberflächengüte, bei einer Bauteilgenauigkeit von +/- 0,15 mm in X/Y-Richtung und einer Schichtdicke von 0,19 mm bis 0,21 mm, macht eine Nachbearbeitung oftmals überflüssig.
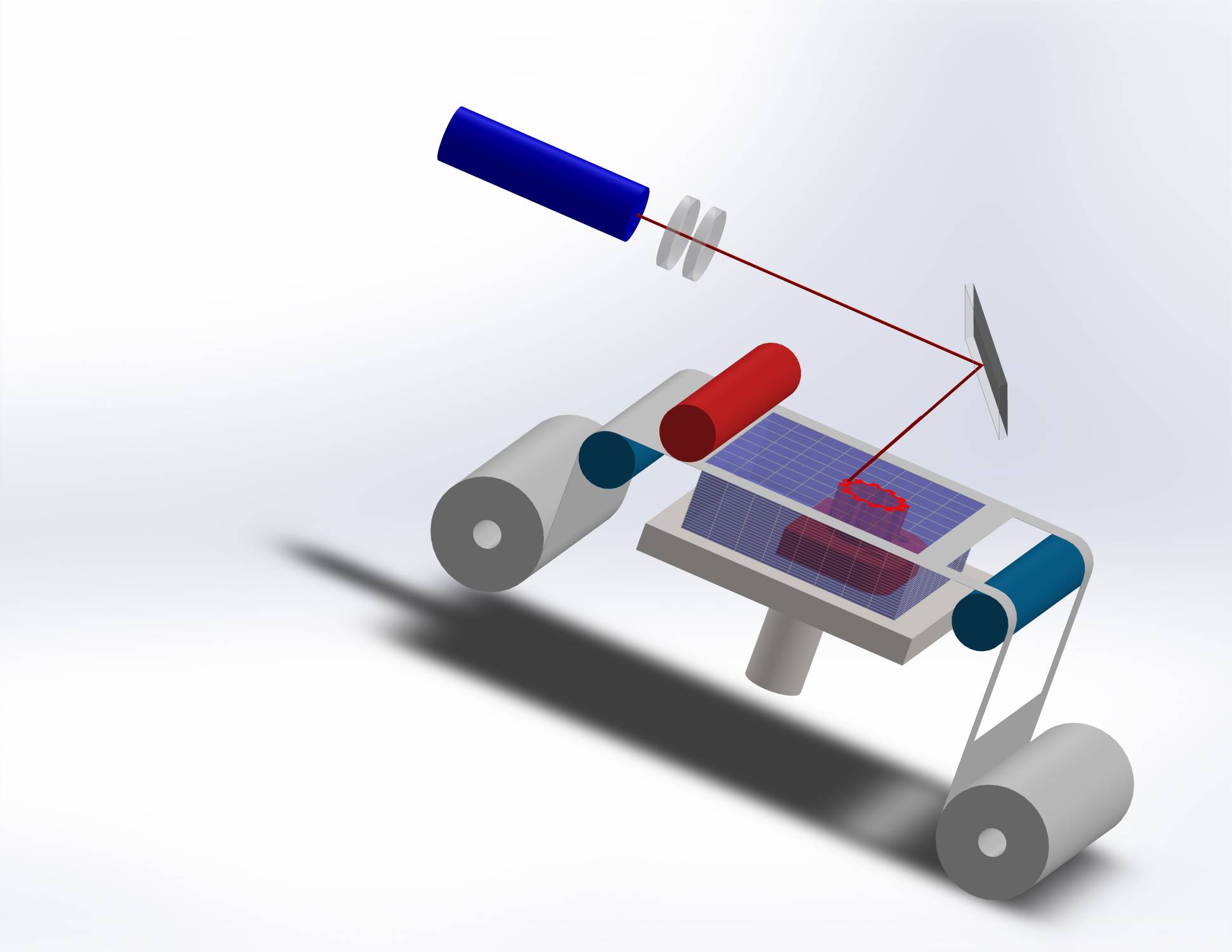
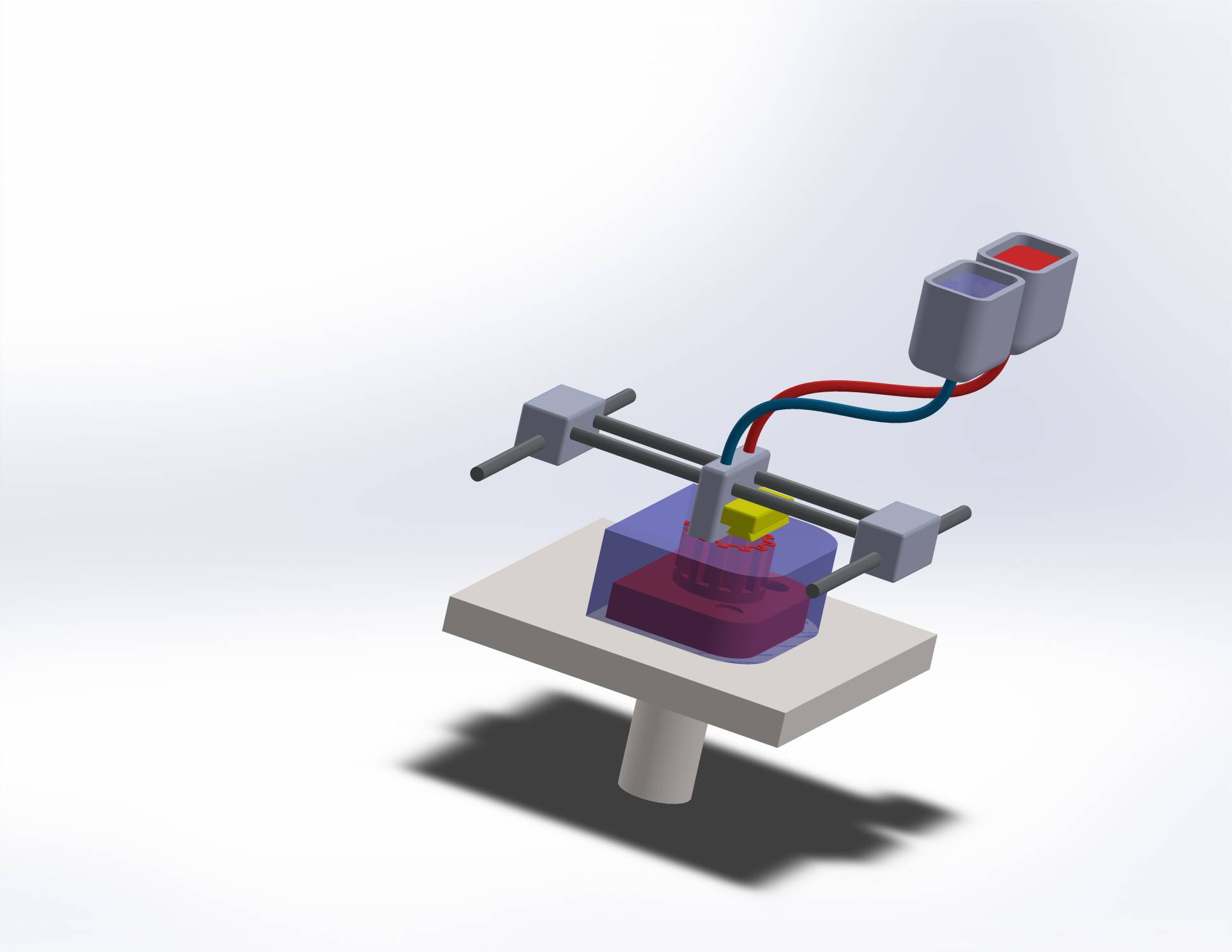
Multijet Modeling MJM, Polyjet Verfahren
Anders als bei allen vorgenannten Verfahren werden bei der Multijet Technologie Photopolymere verarbeitet. Multijet Modeling ist eine Marke der Firma 3D Systems. Stratasys ihrerseits bezeichnet das im Grunde gleiche Verfahren als Polyjet-Verfahren. Der Druckkopf dieser Geräte ist vergleichbar mit dem eines Tintenstrahldruckers. Die einzelnen Schichten werden gedruckt und unmittelbar danach mit einer UV-Lichtquelle ausgehärtet. (Bild: MJ-PJ)
Im Multijet Verfahren ist es möglich mehrere verschiedene Werkstoffe zu verarbeiten. Dies ermöglicht beispielsweise die Kombination fester und flexibler, ja sogar gummiartiger Werkstoffe, wodurch flexible Funktionsbauteile realisiert werden können oder aber Supportstrukturen gleichzeitig mit erstellt werden können, die aus leicht zu entfernendem Material bestehen. Die Verwendung unterschiedlich eingefärbter Ausgangsstoffe ermöglicht die Herstellung mehrfarbiger Modelle. Um einen möglichst gleichförmigen Materialauftrag zu gewährleisten, wird oftmals jede gedruckte Schicht mechanisch nivelliert, was zu einer dichteren Materialstruktur führt. Außerdem gewinnen die erzielbaren Oberflächen durch diesen Vorgang an Qualität. Es können Schichtstärken im Bereich von 0,016 mm realisiert werden, was zu einer sehr glatten Oberfläche des fertigen Modells führt. Nachträgliches infiltrieren oder eine Nachbehandlung ist nicht mehr erforderlich, weil die Photopolymere während des Verarbeitungsprozesses vollkommen aushärten. Die Modelle können unmittelbar verwendet werden. Nachteil des MJM ist jedoch die begrenzte Verarbeitungsgeschwindigkeit bei den Photopolymeren.
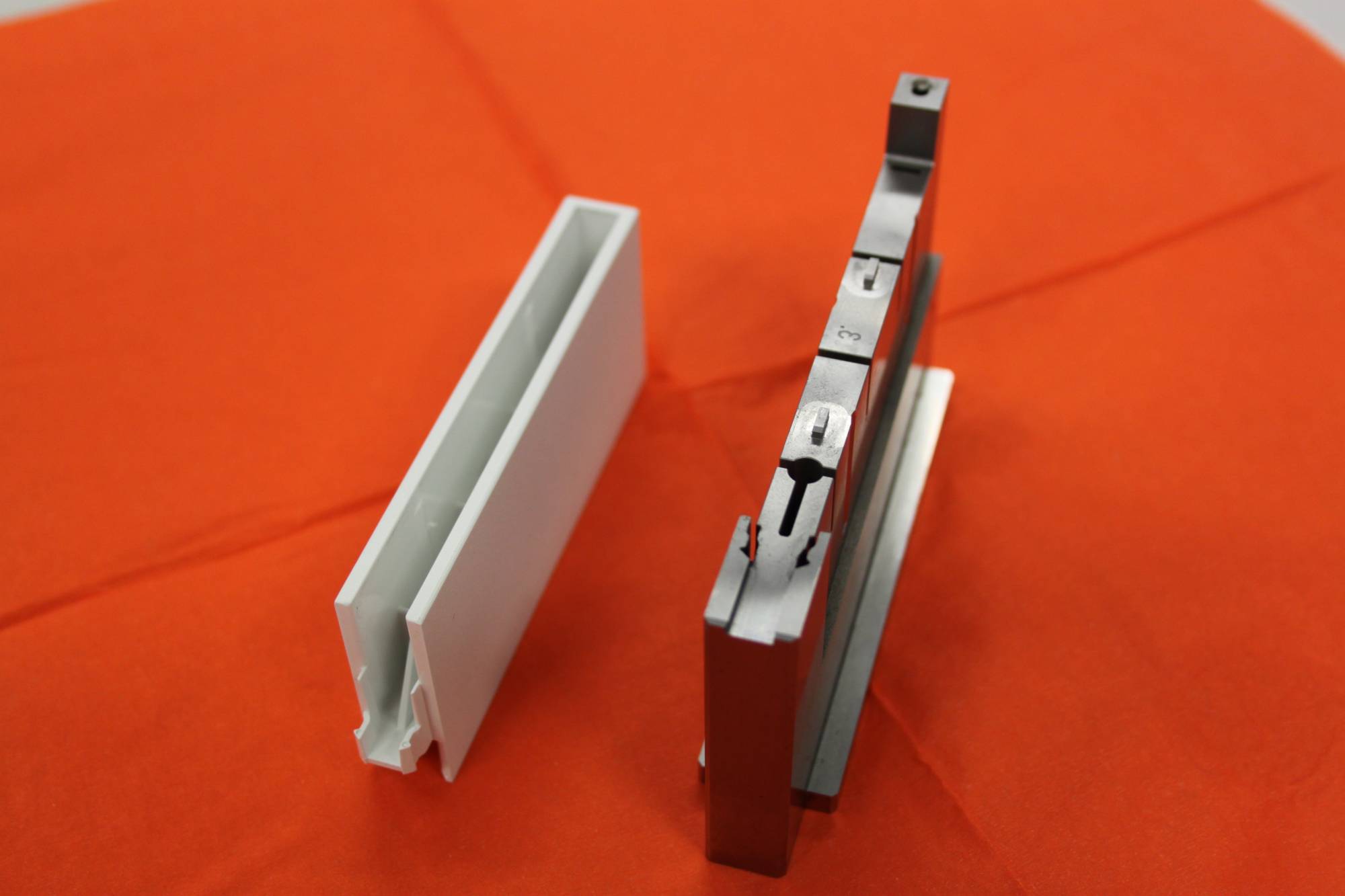
Das Hermle MPA-Verfahren eignet sich besonders für die Erstellung von Formen mit konturnahen Kühlkanälen für das Kunststoffspritzgießen. (Bild: Hermle)
Schichtklebeverfahren
Schichtklebeverfahren unterscheiden sich von den anderen Freiraumverfahren grundsätzlich dadurch, dass sie als einziges nicht Zeilen- oder Punktweise das Baumaterial aufbringen, sondern immer als gesamte Fläche. Als Werkstoffe können Kunststoff- oder Metallfolien oder Papier dienen, die entweder über einen auf der Folie befindlichen oder separat aufgebrachten Klebstoff die einzelnen Modellschichten miteinander verkleben. Anschließend wird die Kontur der Schicht mit einem Laserstrahl oder einem Zugmesser, ähnlich wie bei Folienschriften, geschnitten. (Bild: LOM)
Wird Papier für die einzelnen Schichten verwendet, so kann dies im Vorfeld auch vollfarbig bedruckt werden, was zu farbigen Modellen führt. Zu unterscheiden sind dabei sogenannte Laminated Object Manufacturing LOM-Verfahren (manchmal auch Laminated Layer Manufacturing LLM genannt), bei denen meist die gesamte Folienfläche mit Kleber beaufschlagt wurde. Dies hat häufig zu massiven Problemen beim Herauslösen des eigentlichen Bauteils aus der umgebenden Struktur geführt. Eine andere Variante des LOM ist ein direktes Ausschneiden der Schicht nach dem Applizieren der Folie und ein umgehendes Entfernen der überstehenden Folie. Beide Varianten haben sich in der Praxis nicht durchsetzen können.
Eine Alternative des Schichtklebeverfahrens hat die Firma MCOR entwickelt, bei dem für die Bereiche, die zum Bauteil gehören, eine wesentlich höhere Dichte an Kleberpunkten verwendet wird als im umgebenden Bereich. Das erleichtert das Entnehmen des Bauteils erheblich und macht Supportstrukturen unnötig. Darum verwendet das Unternehmen auch den Begriff Selective Deposition Modeling SDM um ihr Verfahren zu beschreiben. Dadurch gehört es aber genau genommen nicht mehr wirklich zu den Freiraumverfahren, verdient aber durchaus einer gesonderten Erwähnung. Die Verwendung von Papier als Schichtmaterial macht das Verfahren jedoch kostengünstig und praktikabel, speziell für die Erstellung von Designmodellen.
Auftragsschweißen
Das Auftragsschweißen ist das wohl älteste additive Fertigungsverfahren, das es gibt. Schon lange bevor die ersten Stereolithographiegeräte entwickelt wurden, hat man bei Werkstücken aus Stahl Material durch schweißen hinzugefügt. Sei es weil Teile abgenutzt waren, oder bei der Bearbeitung etwas zu viel weggenommen wurde; Mittels Schweißen war man in der Lage geringe Mengen Material an bestehende Werkstücke anzufügen. Freilich erfolgte dieses Auftragsschweißen manuell und nicht mit dem Ziel, ganze Bauteile auf diese Weise herzustellen. So war es nur eine Frage der Zeit, dass diese Technologie unter Hinzunahme moderner CNC-Technik zu einem additiven Fertigungsverfahren für die Erstellung von Bauteilen verfeinert wurde.
Grundsätzlich sind zwei Varianten des Auftragsschweißens zu unterscheiden. Einerseits das auf herkömmlichem Schutzgasschweißen basierende Verfahren, bei dem über einen Fülldraht ein Lichtbogen erzeugt wird, der zum Aufschmelzen des Materials führt, welches sich dann unter einer Schutzatmosphäre am Werkstück anlagert. Andererseits das Pulverauftragsschweißen, bei dem Metallpulver unter Zuhilfenahme eines Schutzgases fokussiert an das Werkstück herangeführt wird und mittels eines Hochleistungslasers oder Elektronenstrahls am Auftreffpunkt aufgeschmolzen wird. Das geschmolzene Material lagert sich am Werkstück an und erstarrt dort. Obwohl das Verfahren mit Fülldraht auf viele Jahre an Erfahrungswerten zurückblickt, es kommt ja schließlich in nahezu jeder Roboterschweißzelle zum Einsatz, findet es im Bereich der additiven Fertigung wenig Verwendung. Dies liegt zum Einen daran, dass die Materialvielfalt sehr begrenzt ist, und zum Anderen daran, dass sich die Bearbeitungsparameter bei der Arbeit mit Lichtbögen nicht so fein einstellen lassen wie bei der Arbeit mit einem Laser oder Elektronenstrahl.
Im Vergleich dazu ist die Materialvielfalt bei den Metallpulvern, die beim Pulverauftragsschweißen zum Einsatz kommen kann, ähnlich hoch wie beim Lasersintern im Pulverbett. Außerdem ist man in der Lage die Prozessparameter optimal auf den jeweiligen Bearbeitungsvorgang abzustimmen. Das ermöglicht vergleichsweise schmale Bearbeitungsbereiche bei trotzdem annehmbaren Auftragsraten. Denn je nach Material und Umgebungsbedingungen sind Auftragsraten von 1 mm und mehr je Durchgang oder Schicht realisierbar. (Bild: WFL_1)
Besonders spannende Entwicklungen beim Pulverauftragsschweißen sind durch die Verwendung in sogenannten Hybridmaschinen zu verzeichnen, wie sie von der WFL Millturn GmbH sowie von DMG auf den Markt gebracht wurden. In diesen Maschinen wird Pulverlaserauftragsschweißen mit herkömmlicher Zerspanung in ein und derselben Maschine vereint. In den Maschinen wird ein der Laserkopf wie ein Zerspanungswerkzeug vorgehalten und kann für den Verarbeitungsprozess eingewechselt werden. Dadurch können die additiven Operationen in allen Achsen des Bearbeitungszentrums genutzt werden und anschließend ohne Umspannen ein Finish über einen Zerspanungsprozess erfolgen.

Im Polyjet Verfahren können sowohl starre als auch flexible Materialien verarbeitet werden. Materialkombinationen ermöglichen Endproduktnahe Modelle in einem einzigen Herstellungsgang. (Bilder: Stratasys)

Quelle: Sebastian Bertram
Kaltgasspritzen
Additive Fertigung über Kaltgasspritzen ist ein anschauliches Beispiel dafür, wie bestehende Technologie für innovative Ideen eingesetzt werden können. Kaltgasspritzen wurde bereits im Jahre 1959 beschrieben und auch für Beschichtungszwecke im Turbinenbau umgesetzt. Das Verfahren basiert auf dem Prinzip des Kaltschmiedens. Metallpartikel werden mit einem Trägergas auf mehrfache Schallgeschwindigkeit beschleunigt. Um ein Anhaften auf der Unterlage zu vereinfachen, wird das Partikel/Trägergasgemisch angewärmt oder das Trägergas vor dem Mischprozess erwärmt (Anm.: ggf. auch die Auftrefffläche). Beim Auftreffen auf der Unterlage deformieren sich die Partikel und gehen mit der Unterlage eine Bindung ein. Der gesamte Prozess spielt sich weit unter der Schmelztemperatur des verarbeiteten Metalles ab. Dadurch entstehen Schichten die nicht von oxidativen Begleitprozessen beeinträchtigt werden. Diese Schichten weisen eine hohe Materialdichte bei gleichzeitig homogenen Materialeigenschaften auf. In der Vergangenheit wurde dieses Verfahren lediglich für Beschichtungen verwendet und in geringem Maße, um Spaltmaße beispielsweise im Turbinenbau zu verringern. Die Firma Hermle Maschinenbau GmbH hat dieses Verfahren unter der Bezeichnung Metallpulverauftragsverfahren MPA in einer Hybridmaschine weiterentwickelt und für die additive Fertigung wirtschaftlich nutzbar gemacht. Es können damit verschiedene Materialien verarbeitet werden. Ausgangsmaterial für das MPA-Verfahren sind Metallpulver mit Korngrößen von 25 bis 75μm. Auch die Kombination verschiedener Materialien in einem Bauteil ist dadurch möglich.

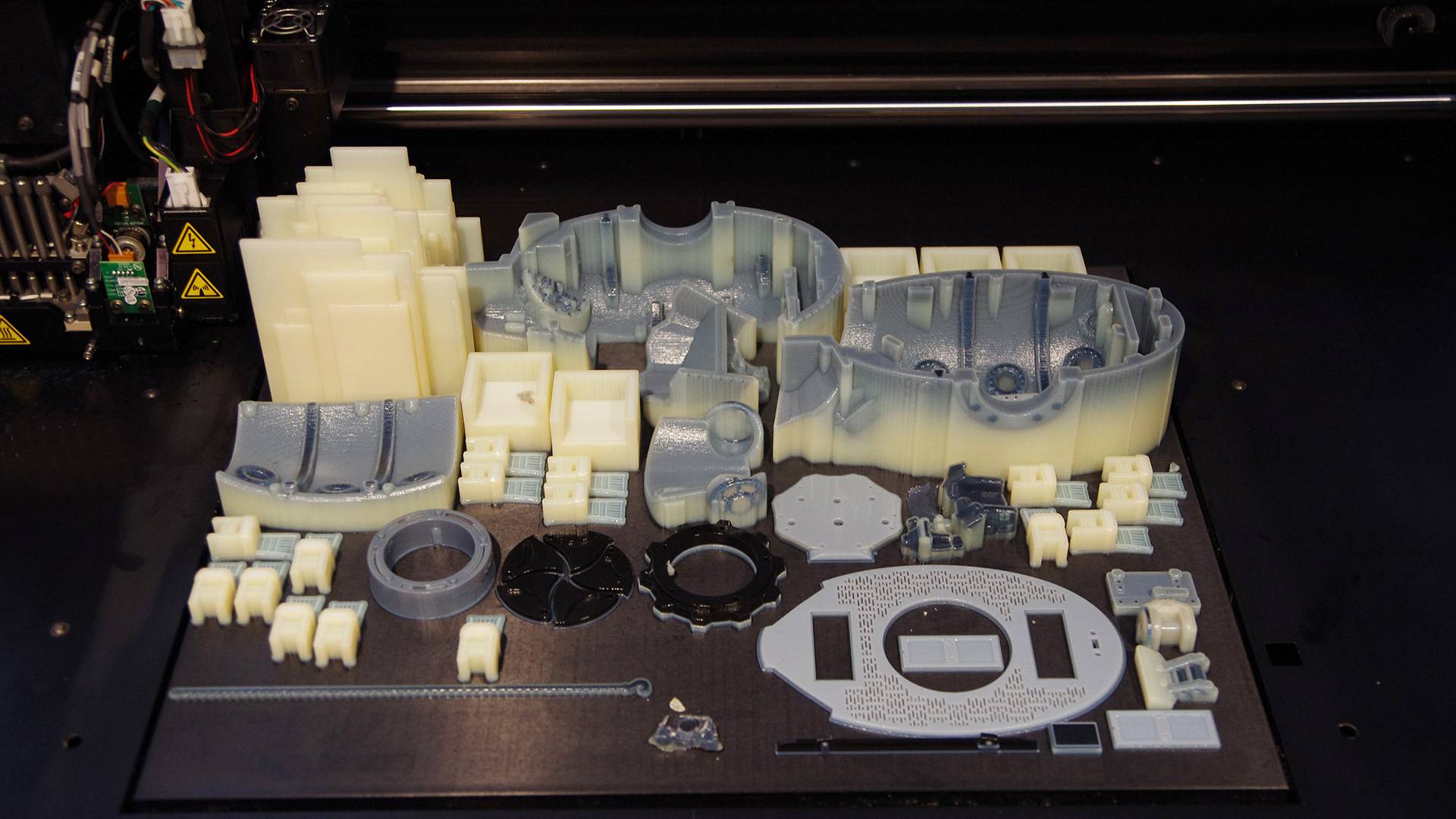
Mit industrietauglichen FDM-Geräten können einbaufertige Kunststoffteile hergestellt werden. Dabei sind mittlerweile auch Thermoplaste mit unterschiedlichen Füllstoffen wie Karbonfasern, Metallen oder gar Holz verfügbar. (Bild: Stratasys)


Status und Entwicklung
Unter den additiven Verfahren zählen die Freiraumverfahren wohl zu den am weitest verbreiteten, mit der größten Vielzahl an Anbietern auf dem Markt. Dies liegt im Wesentlichen darin begründet, dass die meisten Geräte, die im Consumerbereich angeboten werden, auf das FDM-Verfahren aufbauen. Die Qualität der Geräte unterscheidet sich dabei jedoch oft gravierend. Und doch sind ein Großteil der Freiraumverfahren hinsichtlich der günstigen Druckkosten wirtschaftlich interessant. Für die industrielle Nutzung darf man jedoch speziell im Bereich der Hybridmaschinen gespannt sein. Die Kombination aus additiver und zerspanender Fertigung bietet völlig neue Möglichkeiten, besonders für die Herstellung hochkomplexer Werkstücke.
Die größten Entwicklungen finden auch bei den Freiraumverfahren im Wesentlichen im Bereich der verarbeitbaren Materialien statt. Durch die Kombination von Werkstoffen und den Einsatz von Füllstoffen unterschiedlichster Art lassen sich neuartige Materialeigenschaften kreieren. Dass dadurch auch Rückwirkungen auf den Designprozess entstehen werden, ist eine logische Schlussfolgerung und wird von der Industrie bestätigt.
Teilen: · · Zur Merkliste