branchengeschehen
Flüssigmaterialverfahren
Additive Verfahren im Überblick 3: Das älteste additive Fertigungsverfahren ist die Stereolithografie. Die „Mutter“ aller generativen Verfahren war Wegbereiter für die additiven Methoden im Bereich Rapid Prototyping und Rapid Manufacturing. Auf der Basis von flüssigen Ausgangsmaterialien wurden erstmals Modelle nicht zerspanend aus dem Vollen gefertigt. Aber auch andere Verfahren bedienen sich flüssiger oder pastöser Ausgangsstoffe um virtuelle Modelle Realität werden zu lassen. Autor: Georg Schöpf / x-technik

Mit modernen Stereolithographiegeräten können auch transparente Teile mit glatten Oberflächen hergestellt werden. (Bild: 3D Systems)
Im Bereich der additiven Fertigung ist es oftmals nicht leicht eine genaue Kategorisierung der Verfahren vorzunehmen. Häufig können Verfahren leicht zu zwei oder gar drei Kategorien gleichzeitig gehören. Zu den Flüssigmaterialverfahren können all jene gezählt werden, bei denen der Aggregatszustand des Ausgangsmaterials zunächst flüssig ist. Dazu kann man auch honigartige bis pastöse Ausgangsstoffe zählen.
Genau genommen müsste man demnach die Polyjet oder MJM Verfahren auch zu den Flüssigmaterialverfahren zählen. Da diese aber mehr einem Druckprinzip unterliegen, werden wir uns bei den Flüssigmaterialverfahren auf solche beschränken, bei denen das Materialsubstrat entweder in einem Arbeitsbehälter oder Applikationsschale vorgehalten wird und somit flächig für den Schichtaufbau zur Verfügung steht.

Stereolithografie, SLA
Die Stereolithografie, wohl die „Mutter“ aller additiven Fertigungsverfahren, wurde bereits im Jahre 1984 von Chuck Hull im Kalifornischen Valencia entwickelt. Er gründete auch die Firma 3D Systems. Im Zuge dieser Entwicklung entstand auch die STL-Schnittstelle. STL steht für Standard Triangulation Language und bezeichnet eine Sprache zur Beschreibung von 3D Modellen mithilfe von Dreiecken. Sie ist bis heute eine der Quasi-Standardschnittstellen für CAD Systeme zum Austausch von Hüllgeometrien von CAD-Modellen. Dieses Datenformat findet bei den meisten Anwendungen im Bereich der additiven Fertigung Anwendung für den Datenimport. Das STL-Format ist, ähnlich wie das PDF-Format für Dokumente, als allgemeines Format verbreitet.
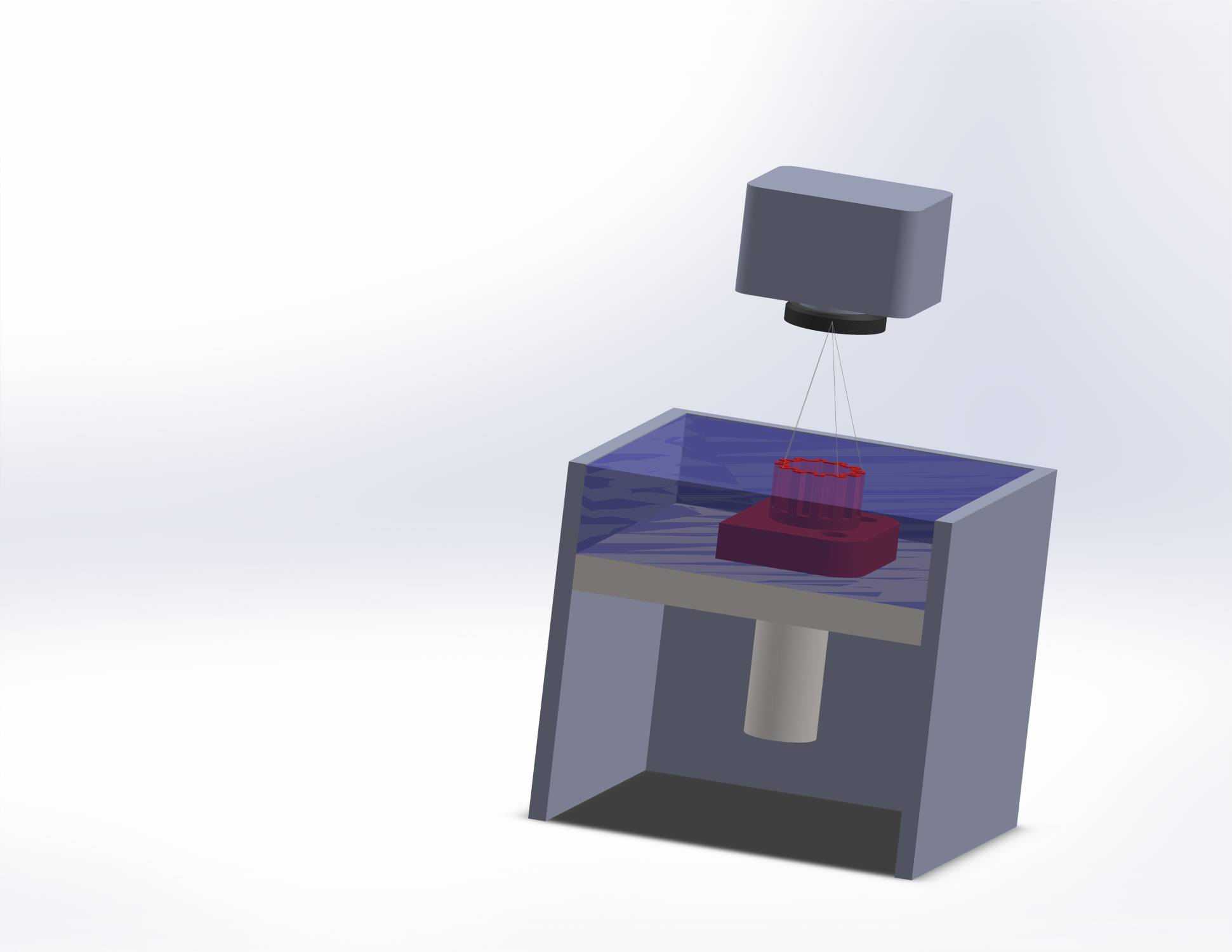
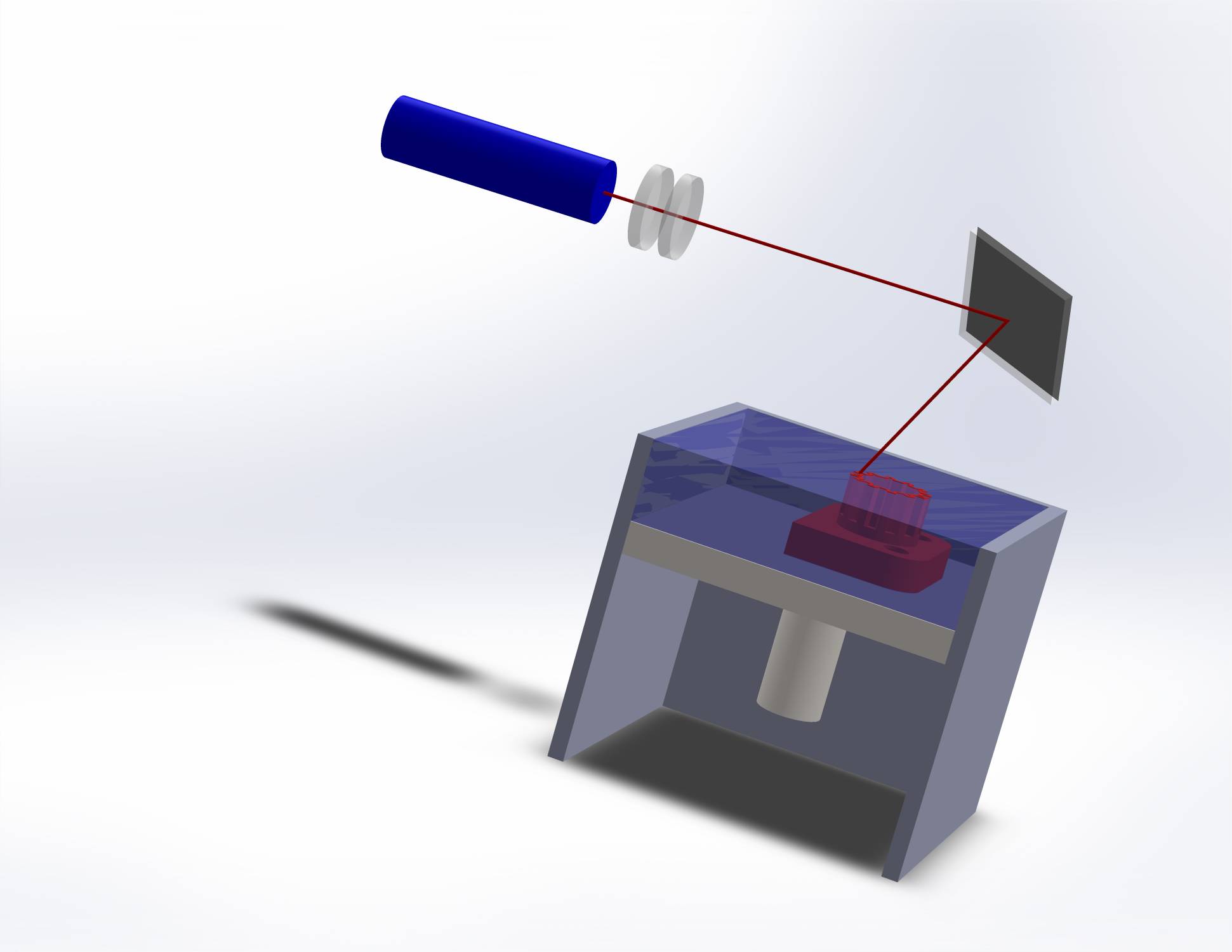
Das Stereolithographieverfahren basiert auf der Verwendung von Photopolymeren wie sie auch beim MJM und Polyjet Verfahren verwendet werden. Der schichtweise Aufbau des Modells erfolgt dadurch, dass ein Laserstrahl den Werkstoff aushärtet. Die Schichtstärken liegen dabei im Bereich von 0,05 mm bis 0,25 mm. In der Mikrostereolithografie sind sogar Schichtstärken von 0,001 mm erzielbar. Der Vorgang erfolgt in einem Bad, das mit dem Ausgangsstoff befüllt ist. Nach jedem Belichtungsschritt wird die Bauplattform wenige Millimeter in das Bad abgesenkt und auf eine Position zurückgebracht, die um das Maß der Schichtstärke unterhalb der vorhergehenden liegt. Eine Rakel nivelliert das Material und der Belichtungsvorgang beginnt von Neuem. (Bild 1)
Alternativ kann aber auch ein umgekehrter Aufbau erfolgen, bei dem die Bauplattform von oben in ein Bad mit Photopolymer eingetaucht wird und von unten mittels eines Lasers schichtweise ausgehärtet wird (vgl. LCM bei den flächigen Verfahren). Über Stereolithografie erstellte Modelle müssen in der Regel im Nachhinein nochmal mithilfe einer UV-Lampe ausgehärtet werden. Nach dem Abtropfen und Reinigen kommen sie in eine UV-Kammer. Für Überhänge und Hinterschneidungen müssen teilweise Stützstrukturen mit angebracht werden. Diese werden vor dem Nachhärten, dem sogenannten „curing“ entfernt. Bei der Mikrostereolithografie entfallen häufig die Stützstrukturen sowie das Nachhärten. In der Industrie hat das Stereolithographieverfahren auch bei der Herstellung größerer Bauteile einen festen Platz, zumal sowohl farbige als auch glasklare Werkstoffe bis hin zu wachsähnlichen Werkstoffen (Anm.: Beispielsweise bei den Geräten von DWS) verarbeitet werden können.




Flächige Verfahren, DLP, SGC, LCM
Auch die flächigen Verfahren mit flüssigen Ausgangsstoffen arbeiten mit Photopolymeren. Die Funktionsweise des Substratbades und die Schichtdefinition funktioniert im Grunde genauso wie bei der Stereolithografie. Im Gegensatz dazu werden jedoch die Aufbauschichten nicht zeilenweise mit einem abgelenkten Laserstrahl gehärtet, sondern auf einmal mit einer UV-Lichtquelle belichtet. Diese funktioniert wie ein gewöhnlicher Projektor. DLP steht für Digital Light Processing. Es werden dabei Microspiegel, die in einer Matrix angeordnet sind, abgelenkt und es entsteht somit ein gerastertes Bild. Die Auflösung des DLP-Arrays bestimmt auch über die Auflösung des Bauteils. Über die Intensität der Belichtung können verschiedene Eigenschaften, wie zum Beispiel der Aushärtegrad des Werkstoffes, beim Bauteil eingestellt werden. So können Stützgeometrien, die weniger stark belichtet werden, leichter entfernt werden. (Bild 2)
Ganz ähnlich dem DLP-Verfahren wird beim Solid Ground Curing SGC jede Aufbauschicht auf einmal belichtet. Dazu werden jedoch zuvor erstellte Fotomasken benötigt, die für jede Bauschicht erstellt werden müssen. Durch den hohen Aufwand, den das Verfahren mit sich bringt hat es jedoch an Bedeutung verloren und wird nur der Vollständigkeit halber erwähnt.
Das LCM-Verfahren Lithography-based Ceramic Manufacturing der Wiener Lithoz GmbH arbeitet im Gegensatz zu anderen flächigen Verfahren ähnlich einem umgedrehten Stereolithographieverfahren. Die Bauplattform wird nicht in einem Materialbad abgesenkt, sondern bewegt sich nach oben. Dabei wird das Bausubstrat in eine Wanne eingebracht, in der es mit einer Rakel glattgezogen wird. Dann senkt sich die Bauplattform bis auf Schichtstärke ab und wird von unten per DLP-Technik belichtet. Diese Methode wurde entwickelt, weil die Firma Lithoz für die Herstellung von Keramikbauteilen ein Gemisch aus Keramikpulver und Photopolymer verwendet. Da das Ausgangsmaterial eine hohe Viskosität aufweist, würde eine Verarbeitung wie bei der Stereolithografie die Performanz des Systems enorm beeinträchtigen. Die bei diesem Verfahren entstehenden „Grünlinge“ müssen nach dem Reinigen noch gesintert werden, wodurch der Polymer, der eigentlich nur als Binder dient, ausbrennt und das fertige keramische Werkstück zurück lässt. Der große Vorteil dieser Methode ist, dass mit unterschiedlichsten Materialien, die auch unterschiedliche Korngrößen aufweisen können, zuverlässige Ergebnisse erzielt werden können.


(Bild Lithoz)
Status und Entwicklung
Die auf flüssigen oder pastösen Photopolymeren basierenden Lösungen haben für die Industrie eine besondere Bedeutung. Mit diesen Verfahren lassen sich die glattesten Oberflächen erzeugen. Es sind auch Werkstoffe verfügbar, die am Ende des Verarbeitungsprozesses glasklar sind und dadurch auch die Möglichkeit bieten, beispielweise Beleuchtungskörper oder durchsichtige Gehäuseteile herzustellen. Die Bauteile sind, je nach Werkstoff, mechanisch belastbar, unmittelbar verwendbar und können sowohl für Ansichtsmodelle als auch für Nutzteile herangezogen werden. Speziell in der Herstellung von Grünlingen für den Feinguss oder aber in der Herstellung feinster, komplexer Strukturen eignen sich diese Verfahren sehr gut. Durch die Möglichkeit auch große Teile in überschaubarer Zeit herzustellen, eignet sich die Stereolithographie beispielsweise auch für die Fertigung von Prototypen für Interieurteile in der Fahrzeugindustrie. Auch bei den flüssigkeitsbasierten Verfahren gehen die Entwicklungen im Materialbereich am schnellsten voran. Immer neue Werkstoffe erweitern auch hier ständig die Nutzungsmöglichkeiten.
Teilen: · · Zur Merkliste