DyeMansion Powershot S: Find your Finish
Mechanische und chemische Behandlung der Oberfläche im Vergleich: Mit der stetigen Weiterentwicklung der Additiven Fertigung und ihren Einsatzfeldern steigen die Anforderungen an die Bauteile. Produkte, die heute mit Powder Bed Fusion Technologien wie Selektivem Lasersintering (SLS) oder Multi Jet Fusion (MJF) hergestellt werden, müssen nicht nur ästhetische, sondern auch funktionale Anforderungen erfüllen. Diese Anforderungen können je nach Produkt, Industrie und Einsatzzweck sehr unterschiedlich ausfallen. DyeMansion bietet mit ihrem Print-to-Product Workflow solide Lösungen für die unterschiedlichen Anforderungen.

Die Powerfuse S ist das System hinter VaporFuse Surfacing und wird auf der formnext am 19. November um 13:45 Uhr erstmals dem Fachpublikum präsentiert.
Eine entsprechende Nachbearbeitung der Bauteile hilft, die Anforderungen der Industrie an die Oberflächengüte additiv gefertigter Teile zu erfüllen. Während Gleitschleifen als abrasive Methode meist kontraproduktiv ist, da Material abgetragen wird, gibt es mittlerweile echte Alternativen, die nahezu mit jeder Bauteilgeometrie kompatibel sind und diese auch nicht verändern. DyeMansion, führender Anbieter für industrielle Postprocessing Lösungen von additiv gefertigten Kunststoffteilen, hat das Portfolio für Oberflächenbearbeitung mittlerweile erweitert, um dahingehend künftig mehr Optionen anbieten zu können und eine Antwort auf Anforderungen an Produkte zu haben, die mit Lebensmitteln in Kontakt kommen oder im Medizinbereich eingesetzt werden.
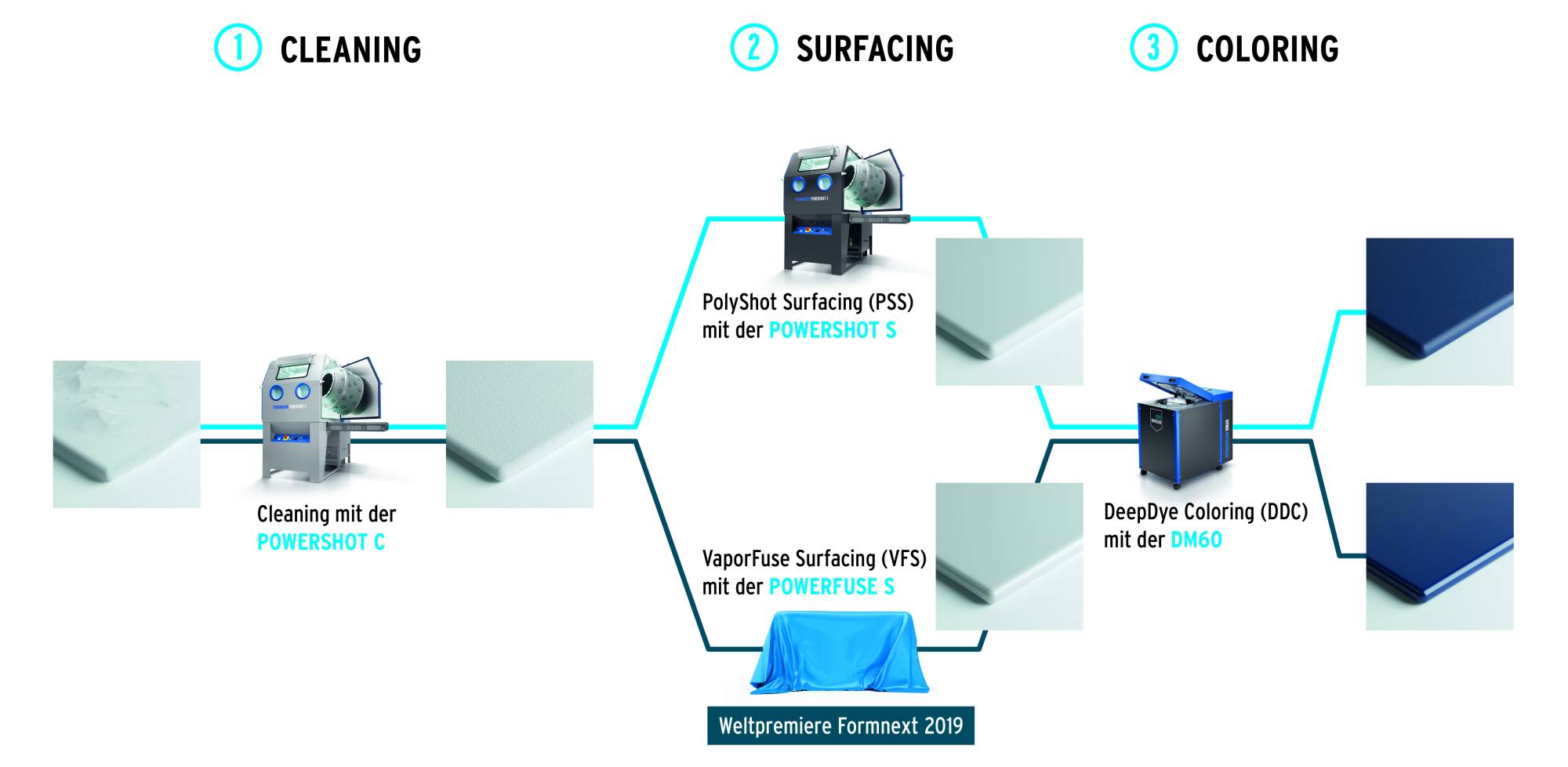
Die von DyeMansion angebotenen industriellen Lösungen zur Oberflächenveredelung und Einfärbung von pulverbasierten, additiv gefertigten Kunststoffteilen im Prozessschema.
PolyShot Surfacing (PSS)
Das bereits etablierte PolyShot Surfacing hat in den letzten Jahren bereits einen neuen Oberflächenstandard gesetzt und wird in den verschiedensten Industrien eingesetzt, beispielsweise für Lifestyle Produkte wie Brillen und Schmuck, Orthesen und Prothesen im Medizinbereich oder Bauteile aus dem Fahrzeuginnenraum in der Automobilindustrie. Das mechanische Strahlverfahren beschleunigt mit Druckluft Kunststoffkugeln, die mit einer hohen Energie auf die Bauteile geschossen werden. Durch Impulsübertragung wird, abhängig von Geschwindigkeit und Masse der Kugeln, Energie auf die Oberfläche übertragen, welche sich lediglich im mikroskopischen Bereich verformt und die Geometrie der Bauteile nicht verändert. Durch das Angleichen von Bergen und Tälern wird die Rauheit verringert. Der Effekt am Bauteil zeichnet sich durch matt glänzende, kratzfeste und homogene Oberflächen aus. Der Effekt zeigt sich meist am deutlichsten nach dem letzten Prozessschritt, der Einfärbung, welche für additiv gefertigte Endprodukte meist unerlässlich ist. So effizient dieses Verfahren auch ist, stößt es für flexible Materialien oder Oberflächen, die abwaschbar und versiegelt sein müssen doch an seine Grenzen.

PolyShot Surfacing (v.l.n.r.): SLS Rohteil (EOS PA2200), PolyShot Finish, PolyShot Finish und eingefärbt.


VaporFuse Surfacing (VFS)
VaporFuse Surfacing eignet sich genau für diese Anwendungen und erzielt durch die Versiegelung der Oberfläche abwaschbare und hochglänzende Oberflächen, welche hinsichtlich ihrer Funktionalität und Ästhetik Bauteilen, die im Spritzgussverfahren hergestellt werden in nichts nachstehen. Im Gegensatz zu PolyShot Surfacing handelt es sich hier um ein chemisches Verfahren. Die langen Polymerketten, welche über Wasserstoffbrückenbindungen und Van-der-Waals Kräfte verbunden sind und in jedem thermoplastischen Polymer enthalten sind, werden bei diesem Verfahren durch kondensierten Lösemitteldampf gelöst. Durch das Bestreben die Gesamtoberfläche und damit die Oberflächenenergie zu minimieren, ordnen sich die Molekülketten neu. Dieser Vorgang resultiert in einer Glättung der Oberfläche. Indem das Lösemittel mittels Vakuumtrocknen aus den Teilen entfernt wird, erstarrt die Oberfläche in ihrer neuen Form. So können beispielsweise auch innen liegende Flächen bearbeitet werden. Das verwendete Lösemittel kann bedenkenlos in der Industrie eingesetzt werden und ist nach EU 10/2011 für die Bearbeitung von Kunststoffen mit Lebensmittelkontakt zugelassen.

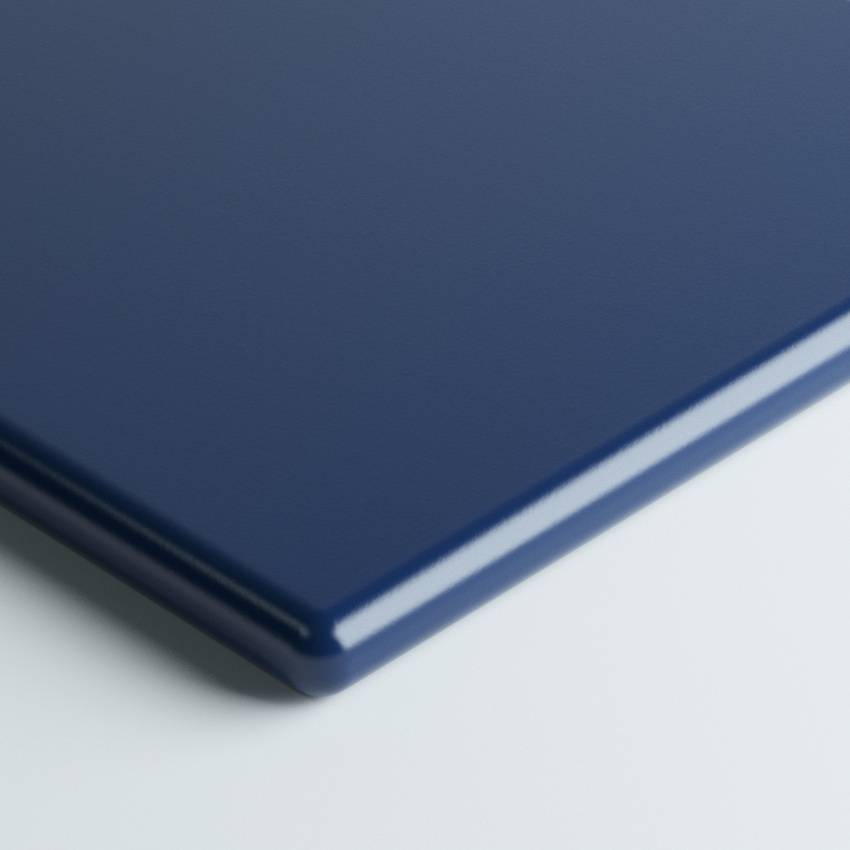
VaporFuse Surfacing (v.l.n.r.): SLS Rohteil (EOS PA2200), VaporFuse Finish, VaporFuse Finish und eingefärbt.

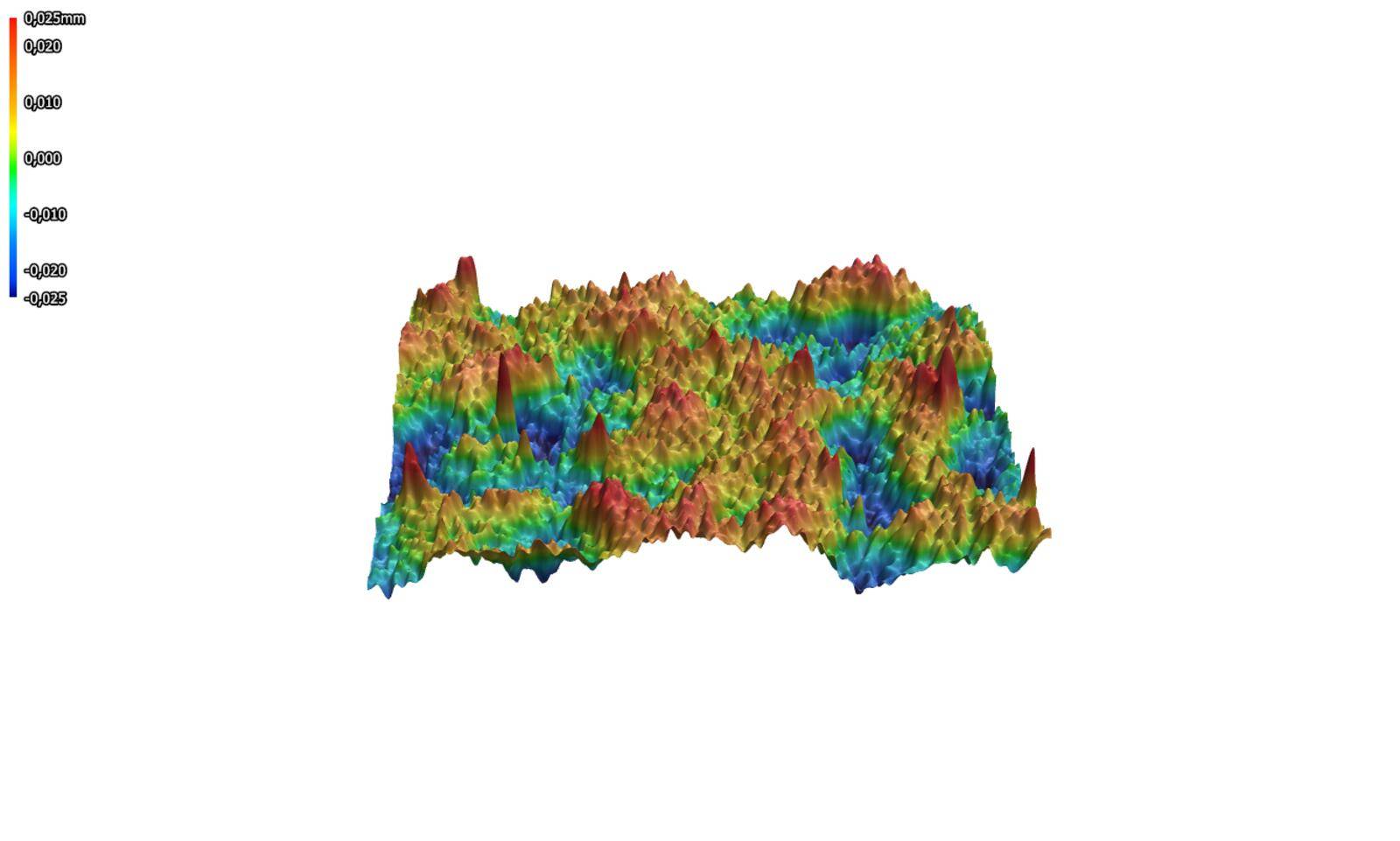
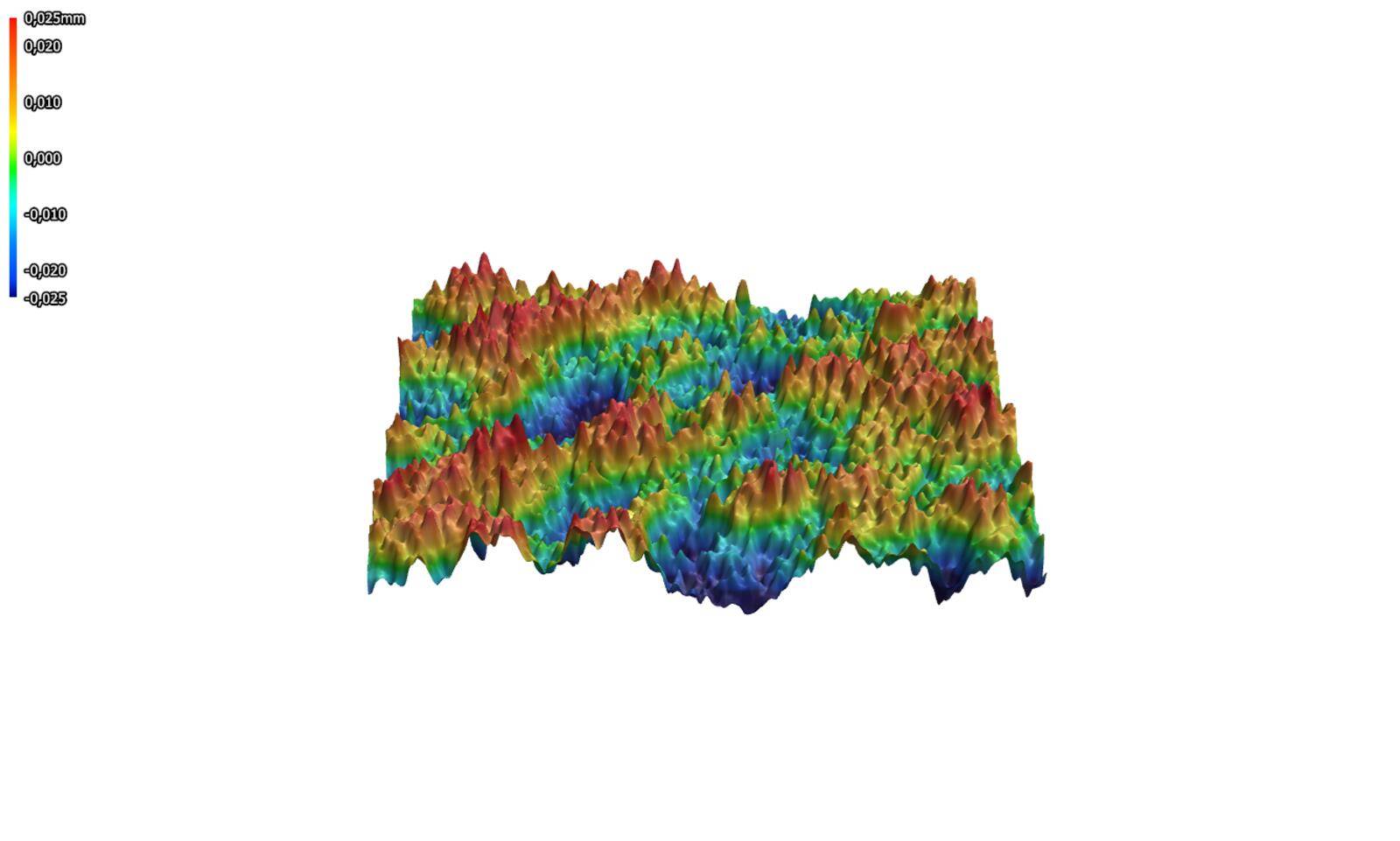
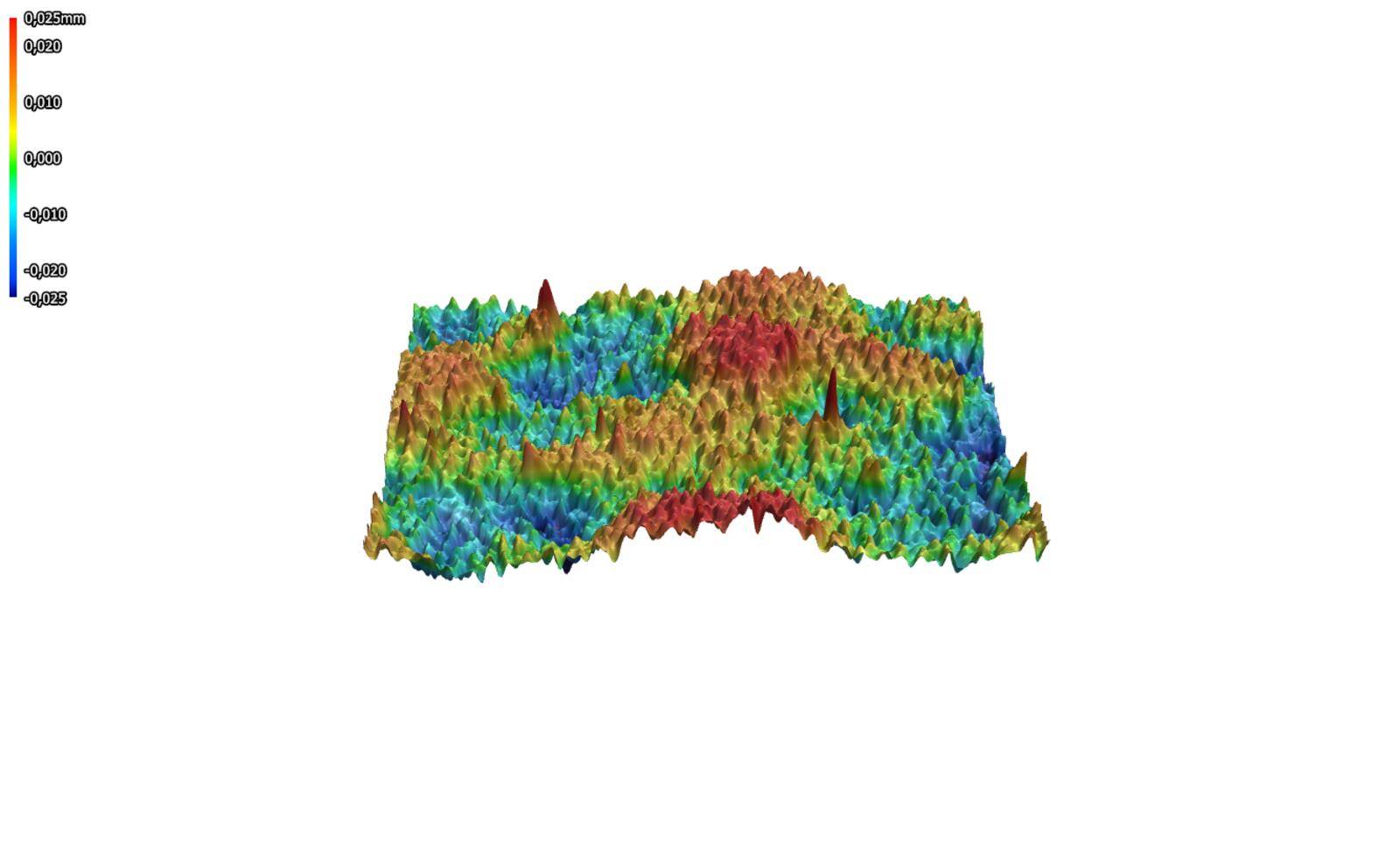
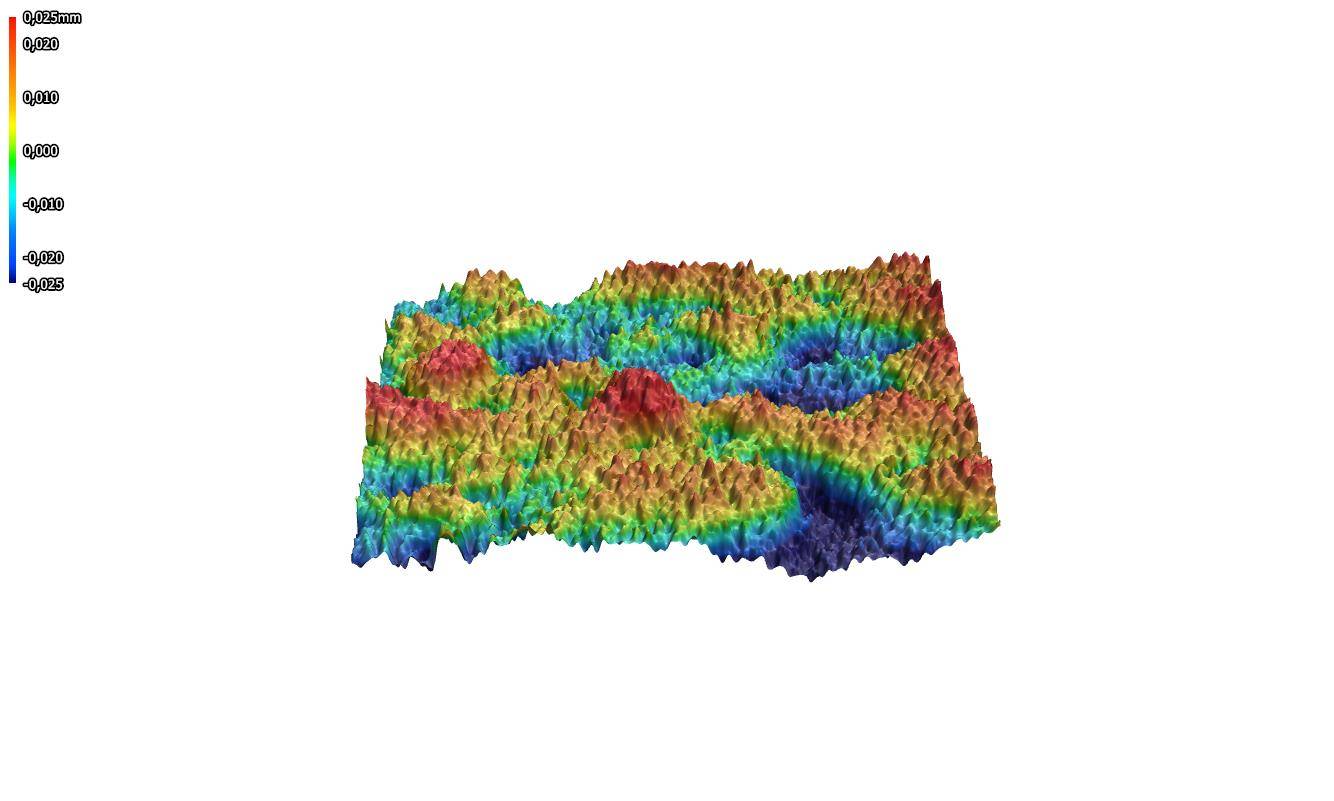
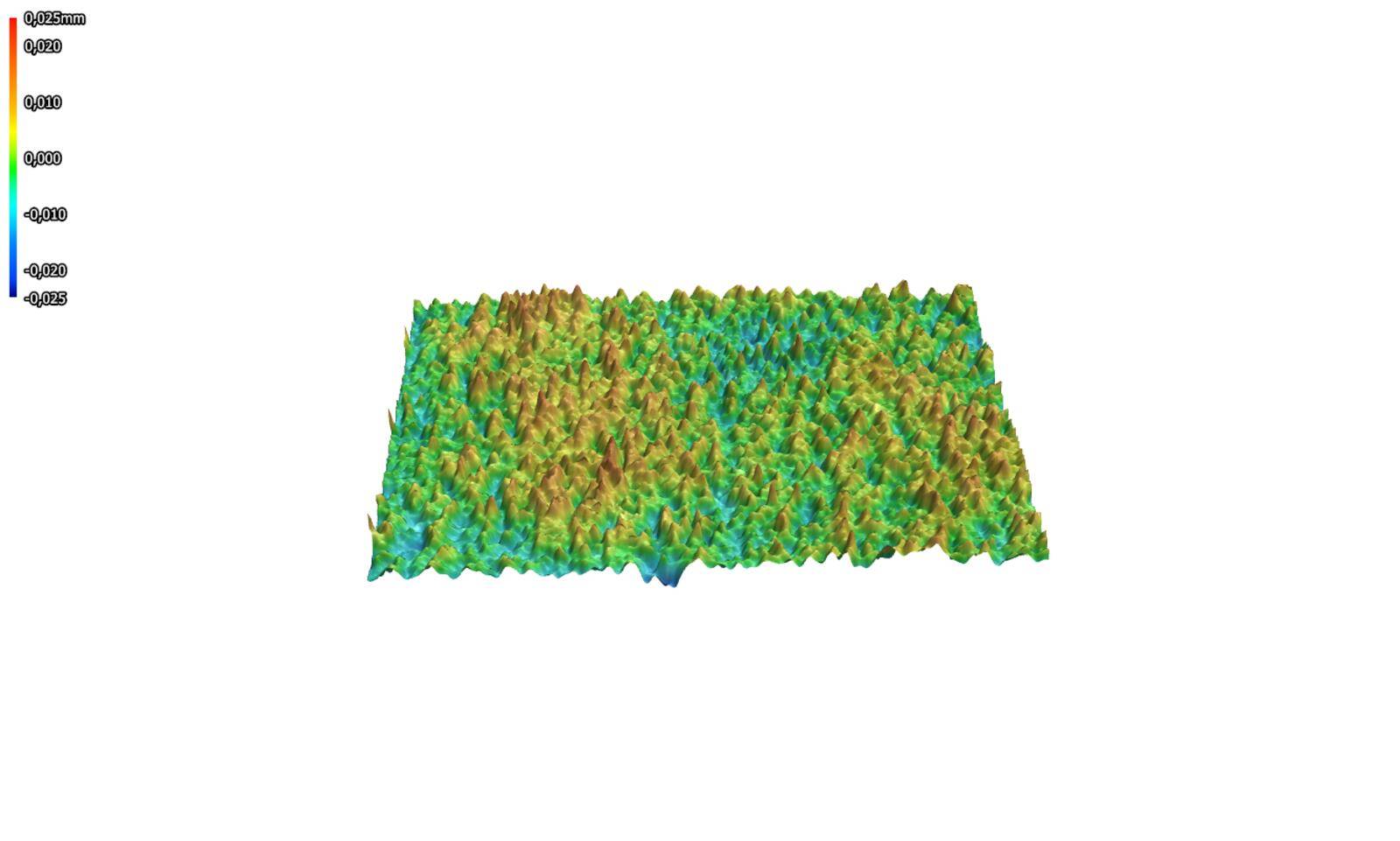
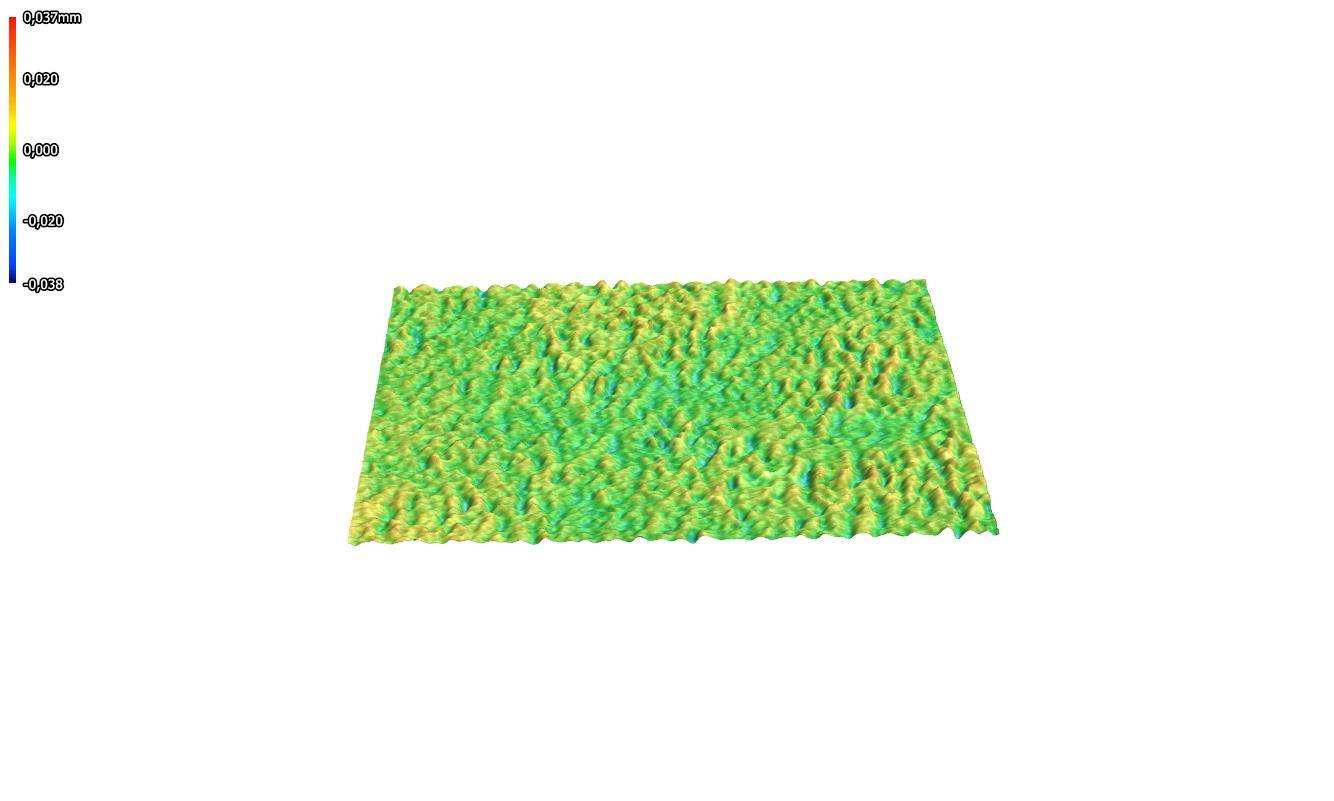
Es gilt: je kleiner der Sdq-Wert, desto glänzender erscheint das veredelte Bauteil. Je kleiner der Sdr-Wert, desto glatter fühlt sich ein Bauteil an. Links: EOS PA2200 (SLS), rechts: HP 3D HR PA 12 (MJF) oben: Unbearbeitet, mitte: PolyShot Finish, unten: VaporFuse Finish
Der Vergleich unter dem 3D-Profilometer
Da sich Oberflächengüte nicht nur visuell und subjektiv beurteilen, sondern auch objektiv messen lässt, erfolgt ein Vergleich der verschiedenen Finishes unter dem 3D-Profilometer. Das Test-Setup für diesen Vergleich wurde von DyeMansion wie folgt definiert: Getestet wurde der in Powder Bed Fusion Technologien meist verwendete Kunststoff Polyamid 12 in zwei Ausführungen: EOS PA2200 (SLS) und HP 3D HR PA 12 (MJF). Beide Materialien wurden jeweils in unbearbeitetem Zustand, mit PolyShot Finish und VaporFuse Finish verglichen.
Als Einheit für diesen Vergleich eignet sich dabei am besten der Faktor Rauheit. Im 2D-Bereich wird für die Messung der Rauheit meist auf die Parameter Ra (arithmetische mittlere Höhe einer Linie) und Rz (maximale Profilhöhe einer Linie) zurückgegriffen. Die Oberfläche eines additiv gefertigten Bauteils ist allerdings viel komplexer und sollte deswegen mit 3D-Rauheitsparametern beschrieben werden. Hierfür kommen Streifenlicht-Messgeräte zum Einsatz. Analog zu Ra und Rz existieren hier die Parameter Sa und Sz sowie weitere Hybridparameter, welche die Höhen und Täler der Oberfläche beschreiben: Sdq (quadratischer Neigungsmittelwert) und Sdr (entwickeltes Grenzflächenverhältnis). Diese Parameter eignen sich sehr gut, um Glanz und Glätte zu untersuchen.
Hohe Sdq und Sdr Messwerte unterstreichen das Gefühl, welches man von unbearbeiteten, eher rauen und matten additiv gefertigten Bauteilen kennt. Durch das PolyShot Verfahren kommt es primär zu plastischen Verformungen an der Oberfläche, wodurch spitze Höhen und Täler abgeflacht werden. Dadurch fühlt sich das veredelte Bauteil deutlich glatter an und weist einen matten Glanz auf, was durch die verringerten Sdq und Sdr-Werte bestätigt wird. Im Vergleich dazu wird durch das VaporFuse Surfacing Verfahren die Oberfläche stärker verändert. Dies führt dazu, dass alle relevanten Rauheitsparameter (Sa, Sz, Sdq und Sdr) um mehr als 60 % reduziert werden. Dadurch fühlt sich das Bauteil glatter an und weist eine glänzende und versiegelte Oberfläche auf. Bei flexiblen Materialien wie TPU verstärkt sich dieser Effekt.
DyeMansion Powershot S
Die Powershot S ist das System hinter PolyShot Surfacing und seit 2016 auf dem Markt. Der Prozess erfolgt automatisiert in einem in der Anlage angebrachten Drehkorb. Die Kombination aus Strahl- und Ionisierdüsen, die in der Anlage verbaut sind und abwechselnd zum Einsatz kommen, sind perfekt auf den pulverfreien Prozess ausgelegt. Der Hochleistungszyklon bereitet das Strahlgut nach jedem Durchlauf erneut auf und ermöglicht eine stufenlose Justierung des Strahlmittelverbrauchs.
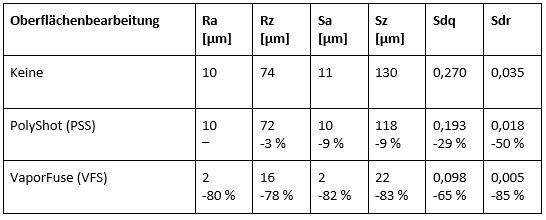
Gemittelte Oberflächenrauheitswerte für HP 3D HR PA 12 (MJF) in verschiedenen Oberflächenbearbeitungsstufen.
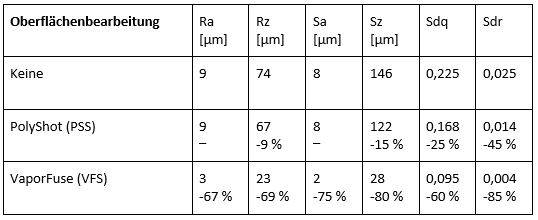
Gemittelte Oberflächenrauheitswerte für EOS PA2200 (SLS) in verschiedenen Oberflächenbearbeitungsstufen.
DyeMansion Powerfuse S
Die Powerfuse S ist das System hinter VaporFuse Surfacing und wird auf der formnext am 19. November um 13:45 Uhr erstmals dem Fachpublikum präsentiert. Sie wird ebenfalls in den DyeMansion Print-to-Product Workflow integriert. Das verwendete Lösemittel zirkuliert in einem geschlossenen, endlosen Kreislauf. Die Anlage produziert somit keinen Abfall und arbeitet nachhaltig. Eine Aufbereitung des Lösemittels ist integriert. Anwender profitieren von einer hohen Flexibilität, da es neben validierten Programmen für gängige Materialien auch die Möglichkeit gibt alle Prozessparameter individuell auf das Material anzupassen und bereits entwickelte Parameter zu speichern. Die Option der automatischen Beschickung ist der erste große Schritt in Richtung Vollautomation und Industrie 4.0.
formnext Halle 11.1, Stand D61
Teilen: · · Zur Merkliste