Mehr als nur der letzte Schliff
Nachbearbeitungstechnologien ergänzen den industriellen 3D-Druck: Der 3D-Druck ist in der Industrie angekommen. Je nach Projektdefinition punkten die werkzeuglosen Verfahren durch eine deutlich verkürzte Herstellungsdauer, erlauben durch die Designfreiheit die Erfindung neuer Produkte, ermöglichen konsequenten Leichtbau sowie Massenindividualisierung und minimieren durch schnell und einfach durchführbare Designiterationen das Kostenrisiko. Mit modernen Nachbearbeitungsmethoden lässt sich die Bauteilqualität nach dem Bauprozess nochmals verbessern – und durch klug eingesetzte Nachbearbeitungsverfahren kann sogar bei den Fertigungskosten gespart werden. Was professionelle Nachbearbeitung in der Additiven Fertigung bedeutet, zeigt das Beispiel des weltweit agierenden Spezialfertigers FIT AG im oberpfälzischen Lupburg.

Designwasserhahn mit Kupfer matt galvanisiert .
Neben den prozessbedingten Standardschritten der Nachbearbeitung wie Entpulverung, Supportentfernung oder der Oberflächenbehandlung durch Trowalisieren und Polieren sind es spezialisierte Sonderleistungen, die einen echten Mehrwert zur reinen Additiven Fertigung darstellen. Eine interessante Möglichkeit, fertig gebaute Elemente funktional und ästhetisch zu veredeln, ist bei FIT das dauerhafte Überziehen eines Gegenstandes mit einer stabilen Metallschicht durch Galvanisierung. Dabei wird ein Metall- oder Kunststoffteil in ein Elektrolyt gehängt und unter Spannung gesetzt. Kunststoffteile müssen dazu vorher mithilfe eines Lacks leitfähig gemacht werden. Unter Strom lösen sich von der eingehängten Kupfer- oder Nickelanode Metallionen und scheiden sich in einem elektrochemischen Vorgang auf dem Werkstück ab. Je höher der elektrische Strom und je länger die Galvanisierungsdauer sind, desto stärker wird die aufgetragene Metallschicht. Allerdings werden, abhängig von der Bauteilgeometrie, nicht alle Oberflächen gleichmäßig beschichtet, an schwer zugänglichen Stellen lagert sich beispielsweise weniger Material an.
Daher gehört es zur besonderen Expertise von FIT, eine Zielhomogenität von ± 20 µm zu gewährleisten. Gerade additiv gefertigte Komponenten können äußerst komplex geformt sein, so dass eine gleichmäßige Schichtstärke über die ganze Bauteiloberfläche nicht automatisch erreicht wird. Gleichmäßigkeit kann dann beispielsweise durch manuelles Abschleifen erreicht werden. Bauteile können partiell oder vollständig beschichtet werden. FIT hat außerdem den klassischen Galvanisierungsprozess noch weiter verfeinert und ein innovatives, kontaktfreies Verfahren entwickelt, das ohne am Bauteil fixierte Drähte auskommt. In Abhängigkeit von der vorhandenen Oberfläche sind je nach Kundenanforderung die Qualitäten rau, leicht rau, glatt und spiegelnd möglich.

Designwasserhahn mit Kupfer spiegelnd galvanisiert und als Laserschmelzkorpus.
Von Hilfsverfahren zu vollwertigen Technologien
Metal Coating ist für alle Arten von Substraten geeignet. Bei FIT werden vorwiegend Kunststoffteile aus SLS, SLA, FDM, FLT oder Vakuumguss veredelt. Dies dient dem Zweck, der Ursprungskomponente zusätzliche physikalische sowie chemische Produkteigenschaften zu verleihen. Kunststoffteile können so Metalleigenschaften erhalten wie etwa elektrische Leitfähigkeit, eine höhere Duktilität sowie eine Steigerung der Zugfestigkeit um den Faktor 10, maßliche Langzeitstabilität, größere Härte, Magnetisierfähigkeit oder Fähigkeit zur Lichtreflexion. Beschichtet man beispielsweise SLA-Komponenten mit Nickel in einer Schichtstärke von 150 µ, lassen sich Produkteigenschaften wie von Carbonteilen erzielen.
Nicht immer ist die Maximallösung eines additiv gefertigten Metallteils nötig. Eine interessante Anwendung ist auch die Herstellung von Blechsubstituten. Je nach Spezifikation kann auch ein günstigeres Kunststoffteil produziert werden und nachträglich durch das Galvanisieren mit den gewünschten Metalleigenschaften versehen werden. Dies ist v. a. unter wirtschaftlichen Gesichtspunkten interessant, da die Materialkosten eines galvanisierten Kunststoffteils nur einen Bruchteil der Kosten für ein massiv aufgebautes Metallteil ausmachen. Aber auch additiv gefertigte Metallteile aus Aluminium oder Stahl können durch Nickel oder Metall optisch und ästhetisch verbessert werden, ohne dass das gesamte Objekt aus dem hochwertigeren Metall gefertigt werden muss. Wann welches Verfahren zum Einsatz kommt, wird konkret in jedem Einzelfall ermittelt.
Eine weitere, hochtechnisierte Nachbearbeitungsoption ist das Heißisostatische Pressen HIP. Dieses High Pressure Heat Treatment-Verfahren dient der Konsolidierung und Verdichtung von Metall- und Keramikteilen und steigert die Qualität von pulverbettbasierten additiv gefertigten Metallkomponenten. Durch die Einwirkung von Druck und Temperatur lassen sich prozessbedingte Defekte wie Poren und Risse schließen und somit die Bauteildichte erhöhen. Bei einem Druck von bis zu 2.070 bar und bei Temperaturen von bis zu 1.400° C, sowie Abkühlraten von 4 K/sek kann die HIP-Behandlung die mechanischen Eigenschaften des Bauteils verbessern und eine Bauteildichte von nahezu 100 % erzeugen. Dadurch lassen sich Werkstoffeigenschaften wie die Duktilität oder die Ermüdungsfestigkeit von Hochleistungswerkstoffen deutlich verbessern. HIP ist besonders für Kleinserien geeignet. Die Erweiterung der Kapazität auf größere Bauteile bis zu einer Höhe von 480 mm ist derzeit in Vorbereitung. Konkret heißt das, bei Aluminiumteilen aus Laserschmelzen wird HIP in erster Linie zur Verbesserung der Bauteilqualität eingesetzt, denn prozessbedingt kommt es hier leicht zu Poren und Lunkern. Bei Titanbauteilen wie medizinischen Implantaten aus dem Elektronenschmelzverfahren dient HIP im Rahmen der Norm EN ISO 13485 zur Erhöhung der Produktsicherheit.
HIP ist von FIT vollständig validiert und nahtlos in die internen Prozessketten integriert. Dadurch sind die Übergabe eines Bauteils in die Nachbehandlung mit HIP und die anschließende professionelle Qualitätssicherung ohne logistische Verzögerung und ohne Zeit- oder Informationsverluste möglich. Der Prozess ist lückenlos überwacht und läuft stabil. Alle Prozessdaten werden getrackt und können auf Wunsch mit Mess- und Bildnachweisen in einem Quality Report dokumentiert und ausgehändigt werden. Verfügbar sind Standardbehandlungen, aber auch kundenindividuelle Parameter können berücksichtigt werden.
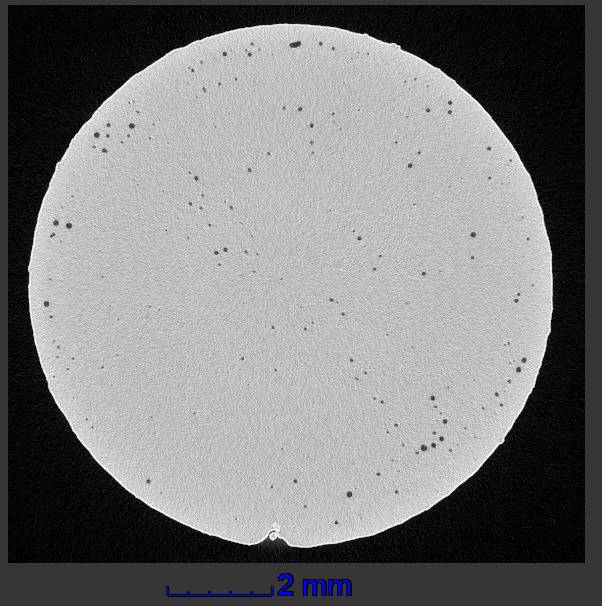
Qualitätsprüfung eines Zylinderprobekörpers vor und nach HIP: links ungehipte Draufsicht, rechts gehipte Draufsicht.

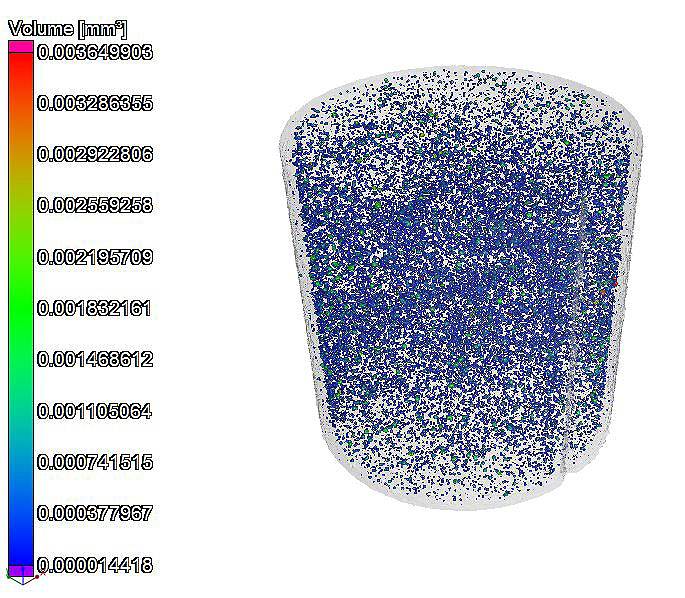
Qualitätsprüfung eines Zylinderprobekörpers vor und nach HIP: links ungehipte Gesamtansicht, rechts gehipte Gesamtansicht.


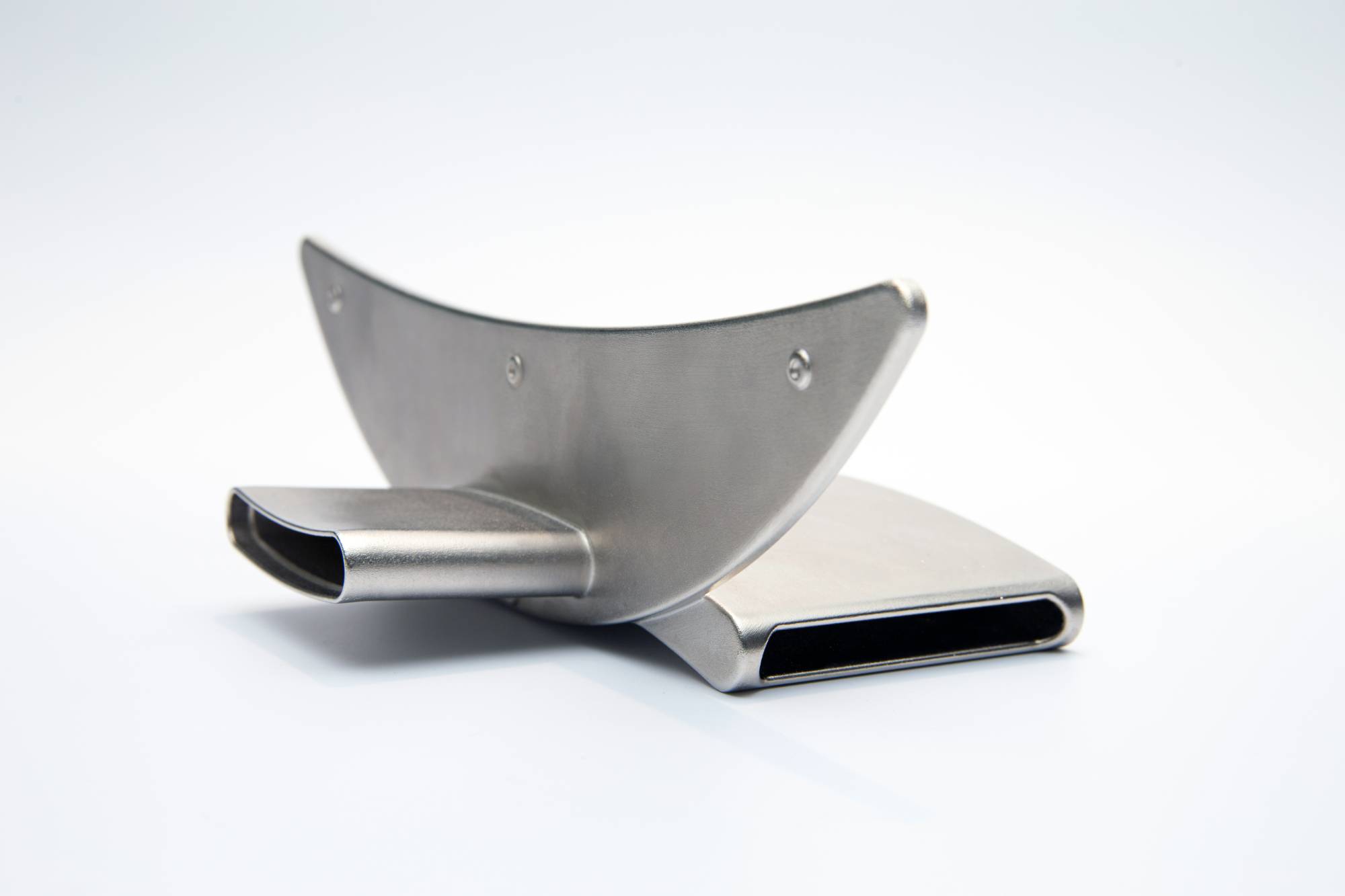
Bremsbelüfter: Wirtschaftlicher, als ein Bauteil komplett aus Metall zu fertigen, war die Herstellung eines Korpus mit Stereolithografie und die anschließende Verbesserung der Bauteileigenschaften durch Metal Coating.

Demonstrator für Steifigkeit durch Galvanisierung.
Nachbearbeitung ist viel mehr als nur Beiwerk
Die Strategie des Spezialfertigers FIT lautet Versatilität, um die vielfältigsten Kundenanforderungen aus einer Hand professionell erfüllen zu können. Neben den Standardnachbearbeitungsverfahren wie Infiltrieren, Färben, Lackieren, Smoothen, Trowalisieren und Montieren u. v. m. sind es Hightech-Verfahren wie Galvanisierung und Heißisostatisches Pressen, die als eigenständige Technologien einen signifikanten, messbaren Mehrwert für die Additive Fertigung bieten. Weitere Verfahren wie Hirtisieren befinden sich bei FIT gerade in der Validierungsphase. Interessant ist in diesem Zusammenhang auch das LPM-Verfahren (Layered Powder Metallurgy), das bei FIT ebenfalls derzeit validiert wird. Bei diesem innovativen Verfahren werden nachbearbeitende Schritte wie HIP automatisiert in den Produktionsprozess vorgezogen, mit dem Ziel, die Produktionseffizienz bei gleichzeitiger Optimierung der Teilequalität zu steigern. Dies zeigt ganz beispielhaft den generellen Trend, die technologische Nachbearbeitung aufzuwerten und sie nicht als vermeintlich selbstverständliches Anhängsel in der Prozesskette wahrzunehmen, sondern sie aus dem Schatten der spektakulären 3D-Druckverfahren selbst ins Rampenlicht zu rücken.
Teilen: · · Zur Merkliste