Guideline für ein Post-Processing konformes Design
Bei der Industrialisierung des metallischen 3D-Drucks ist das Post-Processing nach wie vor eine der größten Herausforderungen. Die derzeit zumeist eingesetzten, manuellen mechanischen Methoden sind hinsichtlich Qualitätssicherung und Skalierbarkeit nicht großserientauglich, Hinterschnitte komplexer Bauteile oder Innenräume können nur durch nasschemische-elektrochemische Verfahren behandelt werden. Ausgehend von einem CAD File wird bei der Transformation in ein Druckfile das Post-Processing nur in den seltensten Fällen berücksichtigt. Von W. Hansal und M. Pfaffenender-Kmen

Um all diese Unsicherheiten zu beseitigen, hat ein schwedisches Industriekonsortium aus Partnern wie GKN Aerospace Sweden, Valmet, Sandvik Machining Solutions und SAAB Aeronautics ein weitgreifendes Forschungsprojekt gestartet. Unter der Koordination der Mid-Sweden University wurde das Projekt AMPeRE (Industralization of Additive Manufacturing, through multi-purpose post-PRocEssing) gestartet. Der Fokus dieses Projekts liegt einzig auf der Möglichkeit, Aspekte der Nachbearbeitung bereits beim Design der Teile zu berücksichtigen. Das Projekt wurde 2018 gestartet und läuft noch bis 2021. Aufgrund der guten Skalierbarkeit, der Vollautomatisierung und exzellenten Reproduzierbarkeit der Ergebnisse wird zur Nachbearbeitung in dieser Studie Hirtisieren® verwendet und in Relation zur klassischen maschinellen Nachbearbeitung gesetzt. Die Nachbearbeitung wird auch in Korrelation mit den Druckparametern gesetzt. Im Fokus steht die Industrialisierung, womit auch Aspekte wie die Durchlaufzeit, Bauteilkosten und die Automatisierbarkeit wesentlich sind.
Eine große Zahl an Testkörpern wurde additiv gefertigt, mittels Hirtisieren® behandelt und ausgewertet. Dabei zeigte sich, dass Supportstrukturen (laserbasierter 3D-Druck), sowie Ableitfahnen und Sinterkuchen (elektronenstrahlbasierter 3D-Druck) auch in inneren, schwer zugänglichen Bereichen zuverlässig entfernt wurden (siehe Abbildung 1). Diese Strukturen lösen sich im Prozessmedium, welches in fein justierten Zyklen vollautomatisch regeneriert wird.
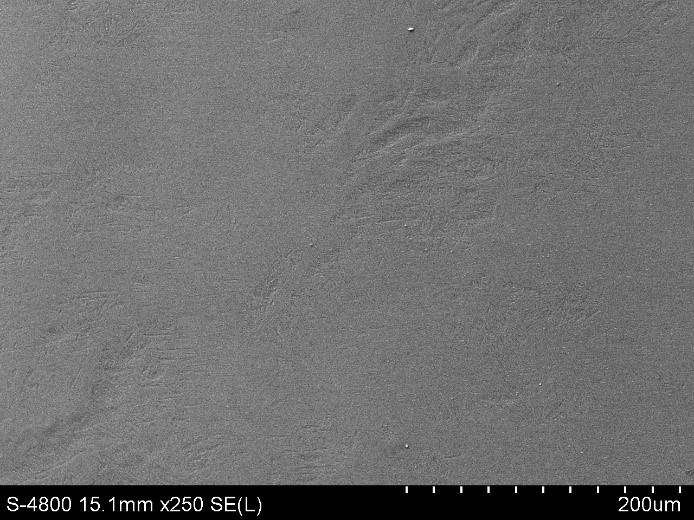
Die Oberfläche wird von Pulverresten und Agglomeraten gereinigt als auch eingeebnet. Zuvor graue oder schwarze Oberflächen weisen nach dem Post-Processing einen metallischen Glanz auf, gleichzeitig werden Oberflächentexturen, Schriftzüge und Kantenradien erhalten.
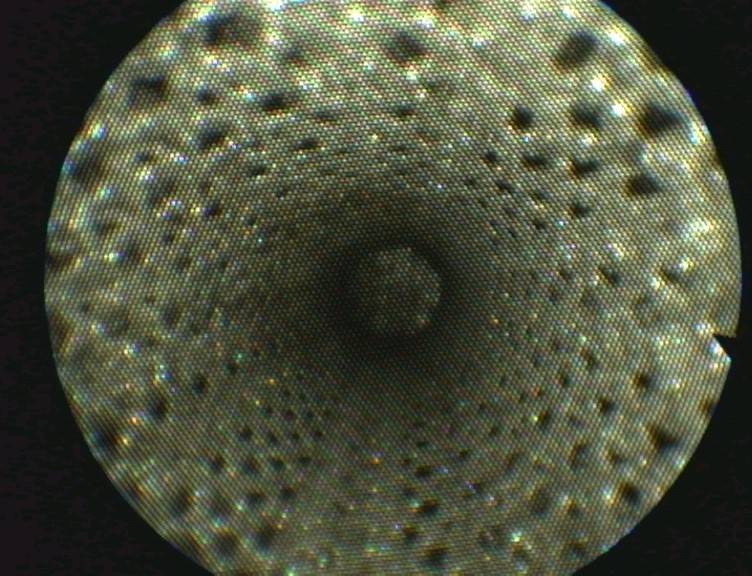
Abbildung 1: Endoskopische Aufnahmen des schwer zugänglichen Innenbereichs eines Testbauteils mit Stützstrukturen vor (links) und nach (rechts) dem Hirtisieren®.
Gefügestruktur bleibt erhalten
Umfangreiche Untersuchungen beschäftigten sich mit der Gefügestruktur der Bauteile. Diese blieb unverändert, auch die mechanischen Eigenschaften blieben erhalten. Dies ist eine kritische Voraussetzung zur Sicherstellung gleichbleibender Qualität und der Vorhersagbarkeit der Eigenschaften der finalen Bauteile. Es wurde rasch klar, dass die einzelnen Prozessschritte gut abgestimmt ineinandergreifen müssen. Da Post-Processing in der Regel abtragende Verfahren beinhaltet, muss ein entsprechendes Aufmaß beim Design berücksichtigt werden. Zur Behandlung von Innenräumen müssen diese Oberflächen für die flüssigen Prozessmedien zugänglich sein.
Auf Basis der Erkenntnisse des AMPeRE-Projekts wurde eine Design-for-Post-Processing-Guideline erstellt: 1. Bauteilgeometrie: Es müssen alle Oberflächen, welche behandelt werden sollen, für das flüssige Prozessmedium erreichbar sein. Es muss ein entsprechendes Aufmaß berücksichtigt werden, welches je nach Bauteilgeometrie zwischen 100 µm und 500 µm liegt. 2. Stützstrukturen sollten die Flussrichtung des Prozessmediums berücksichtigen, sodass gestützte Bereiche immer durchflutbar bleiben. Auch eine großmaschige Perforation der Stützstrukturen ist von Vorteil. Die Wände der Supports sollten dünn gehalten werden mit einer möglichst punktförmigen Anbindung ans Bauteil. 3. Druckparameter: Die Hatching-Distanz sollte nicht zu klein sein. Außerdem dürfen keine Defekte im Kontur/Hatching Übergang vorliegen. Poren an dieser Stelle könnten während der chemisch-elektrochemischen Bearbeitung freigelegt werden. 4. Pulverrückstände: Zur effizienten Nachbearbeitung sollten alle Bereiche des Bauteils grob entpulvert sein. Gleiches gilt für Sinterkuchen, die Durchgänge blockieren. Zu dicke Oxidschichten, durch Wärmebehandlung bei mangelhafter Schutzgasatmosphäre, verlängern die Bearbeitungszeit beim Post-Processing und erhöhen somit die Teilekosten.
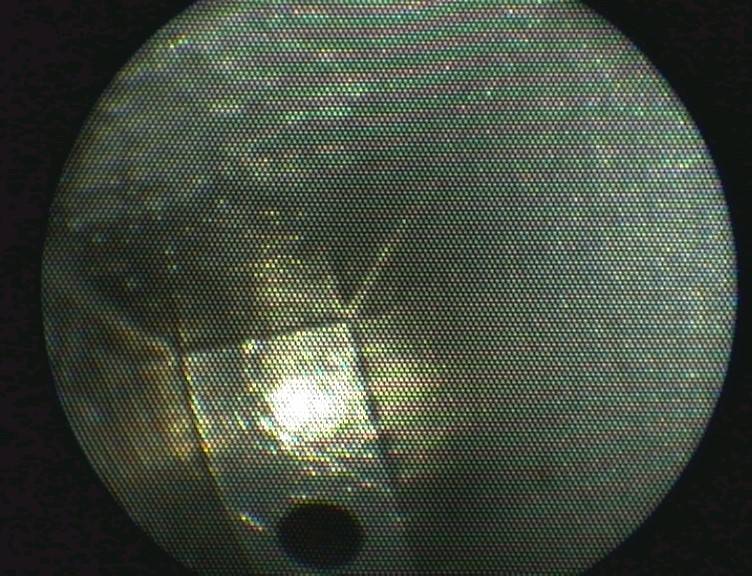
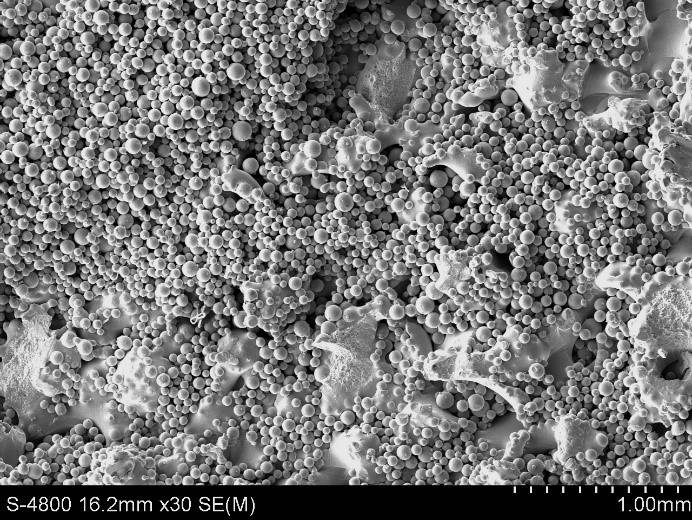
Abbildung 2: Elektronenmikroskopische Aufnahme einer Oberfläche vor (links) und nach (rechts) dem Hirtisieren®.

Vorausschauendes Arbeiten gefragt
Zusammenfassend kommt die Studie zum Schluss, dass für eine effiziente Prozesskette die Anforderungen des Post-Processing schon beim Design berücksichtigt werden müssen. Dadurch kann bei Beibehaltung der Designfreiheit ein industrietauglicher, effizienter Gesamtprozess geschaffen werden. Bei einer gut abgestimmten Nachbearbeitung, wie dem in dieser Studie nach Prüfung zum Einsatz kommenden Hirtisieren®, bleiben mechanische und physikalische Eigenschaften sowie das Materialgefüge erhalten.
Teilen: · · Zur Merkliste