IFT und FOTEC untersuchen Wirkung von vibrationsunterstütztem Bohren und maschinellem Hammerstrahlen auf LPBF-Teile
Im Rahmen einer gemeinsamen Studie des Instituts für Fertigungstechnik und Photonische Technologien (IFT) an der TU Wien und der Forschungsgesellschaft FOTEC wurden die Auswirkungen variierender Prozessparameter auf die geometrischen und thermomechanischen Eigenschaften von additiv gefertigten Bauteilen untersucht.
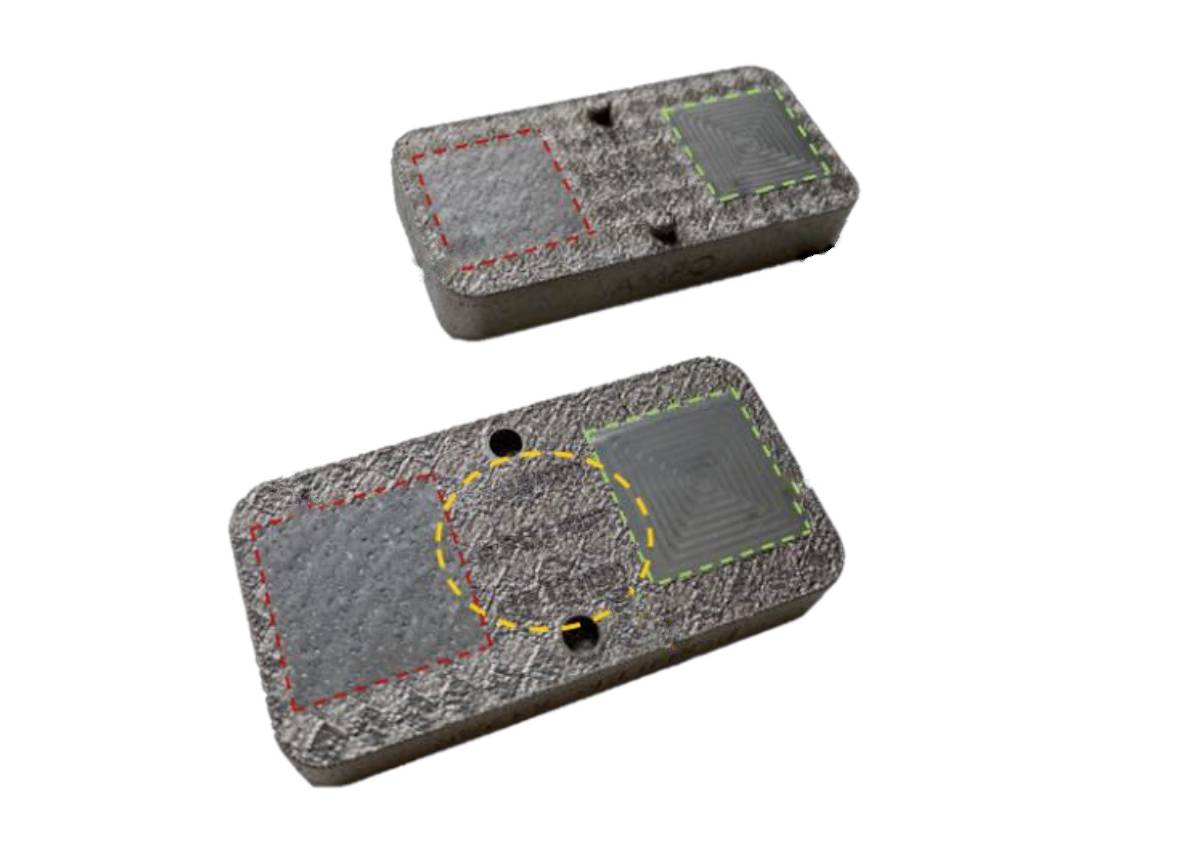
In der Studie wurde die Nachbearbeitung mit maschinellem Hammerstrahlen (Machine Hammer Peening – MHP) auf Bauteile, die mittels additiver Fertigung hergestellt wurden, untersucht.
Im Rahmen des interdisziplinären Kooperationsprojekts Ad-Proc-Add haben DI Dimitrii Nikolaev und DI Ismail Yavuz unter der Leitung von Univ.-Prof. Dr. Friedrich Bleicher vom Institut für Fertigungstechnik und Photonische Technologien (IFT) an der TU Wien die Energieeffizienz von Nachbehandlungsverfahren untersucht sowie die Möglichkeit von vibrationsunterstütztem Bohren und maschinellem Hammerstrahlen (Machine Hammer Peening – MHP) auf Bauteile, die mittels additiver Fertigung hergestellt wurden, evaluiert.
Empfehlenswerte Behandlung für Funktionsoberflächen
Das Expertenteam konnte in Zusammenarbeit mit der Forschungs- und Technologietransfer GmbH (FOTEC) im Rahmen der Studie bestätigen, dass vibrationsunterstütztes Bohren erfolgreich auf additiv gefertigte Bauteile angewendet werden kann, um die Schnittkraft beim Bohren von martensitaushärtenden Stahllegierungen um 30 Prozent im Vergleich zum konventionellen Bohrvorgang zu reduzieren. Des Weiteren zeigte das maschinelle Hammerstrahlen eine effektive Glättung von Oberflächen und kann somit als empfehlenswerte Behandlung für Funktionsoberflächen von additiv gefertigten Teilen betrachtet werden.
Die Forscher haben ebenfalls herausgefunden, dass eine minimale Materialstärke von 3,5 mm für freitragende Bauteiloberflächen aus wärmebehandeltem AlSi10Mg im Laser Powder Bed Fusion (LPBF)-Verfahren erforderlich ist, um eine plastische Verformung zu vermeiden. Wenn ein kleinerer Schlagkopf und ein Parametersatz mit weiter entfernten Schlägen verwendet werden, kann eine Dicke von 3,0 mm ausreichend sein. Jedoch sollten dünnwandige Bauteile mit Wandstärken unter 3,0 mm aufgrund des hohen Risikos von plastischer Verformung nicht einer MHP-Behandlung unterzogen werden.
Optimierung und gesteigerte Effizienz
Die Ergebnisse dieser Studie liefern wichtige Erkenntnisse für die Entwicklung von effektiveren und energieeffizienteren Nachbehandlungsverfahren für additiv gefertigte Bauteile sowie zur Optimierung von Prozessparametern und Werkstoffeigenschaften. Die gewonnenen Erkenntnisse können System- und Serviceanbietern dabei helfen, neue Produkte mit erweiterten Funktionalitäten zu entwickeln und Endanwendern ermöglichen, additivsubtraktive Prozessketten mit höherer Produktivität sowie gesteigerter ökonomischer und ökologischer Effizienz umzusetzen.
Teilen: · · Zur Merkliste